減速器殼體工藝性分析及壓鑄模設計
2022-04-20 09:17:58王文華
模具制造 2022年3期
關鍵詞:設計
王文華
(航空工業貴陽萬江航空機電有限公司,貴州貴陽 550018)
1 鑄件工藝性分析
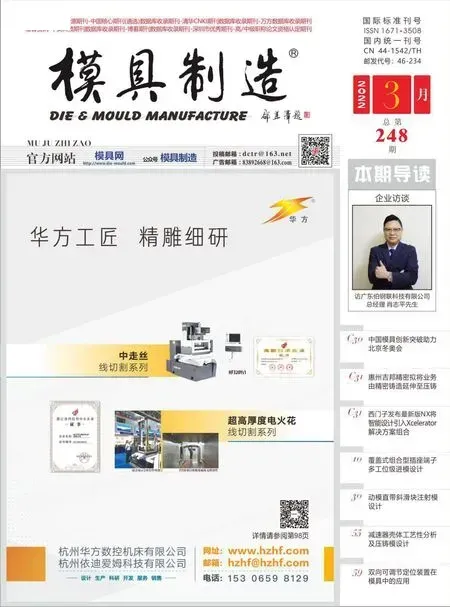
圖1所示是產品設計人員提供的減速器殼體圖,要求采用壓鑄工藝成型,鑄件材料:ADC-12,鑄件質量:155g。此鑄件形狀屬深腔結構,且外形不平整,高低起伏較大。如圖2所示,上方有5處凸起,彼此位置孤立,因此,該鑄件壓鑄成型較困難,容易出現欠鑄現象。該鑄件圖還存在以下主要問題,不符合壓鑄模設計的要求:①沒有設計出模斜度;②有些加工精度要求太高,壓鑄工藝不能滿足要求;③鑄件外形及結構不太好,導致壓鑄分型面很不平整,如圖1中I處所示。

圖1 減速器殼體
根據以上分析,為使殼體鑄件符合壓鑄模設計的要求,及盡可能簡化模具設計零件,提高模具零件的工藝性,采取了以下措施:①對于壓鑄工藝達不到的尺寸精度,留出精加工余量,由機加工工藝精加工保證尺寸精度;②為使壓鑄分型面比較平整,與產品設計人員協商,在滿足鑄件功能的前提下,將鑄件外形R減小、局部結構更改,這樣分型面平整了,便于壓鑄模結構設計和排位,也降低了模具加工難度,降低了成本;③為使鑄件順利出模,保證鑄件表面不被拉傷,根據零件結構及分型面位置,對于容易粘模的位置要求出模斜度設為1.5°~2.5°,其它位置可以設置較小的出模斜度。最終,調整后用于開模的鑄件如圖2所示。

圖2 優化后鑄件三維圖
2 模具結構設計
2.1 型腔數量及排位的設計
如前所述,該鑄件在壓鑄成型時,外表面容易出現欠鑄。模具零件在排位時,應考慮因素有:①在后期試模時,如果鑄件出現欠鑄,模具應有足夠的空間,調整設計流道、溢流槽及排氣槽的大小和位置;②壓鑄模各型腔在填充成型時,填充時間、壓力、速度應平衡一致。綜上所述,鑄件排位如圖3所示一模兩腔結構。
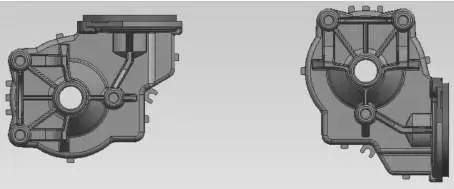
圖3 鑄件排位
2.2 分型面的選擇
與產品設計人員溝通,鑄件優化后,模具分型面為平面,如圖4所示。模具分型面平整,模具上流道順暢,有利于鑄件成型;模具零件工藝性好,便于加工,加工精度高,鑄件不容易有飛邊;分型面上的排氣道順暢,也有利于鑄件成型。
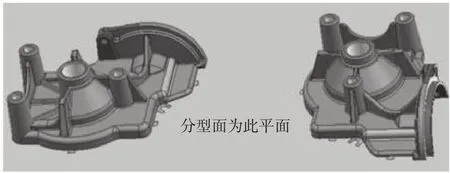
圖4 分型面選擇
2.3 澆注系統設計
如前所述,此鑄件屬深腔型結構鑄件,外形不平整,金屬液體在型腔中的流動不很順暢,并且考慮到鑄件分型線上近似直線的位置,寬度較小,因此,對每個鑄件設計了3個內澆口,其中兩個澆口設為主要進澆口,主要功能是填充成型,另一進澆口是輔助進澆口,主要功能是補料、改善零件外形質量。如圖5所示,結合壓鑄模流軟件進行分析,反復調整設計,最終確定外澆口、流道及內澆口如圖6所示。

圖5 模流分析
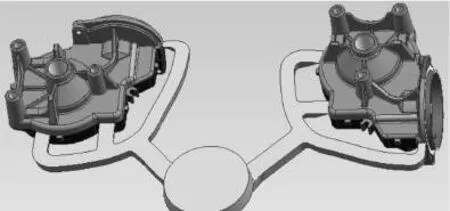
圖6 澆注系統
2.4 溢流槽及排氣系統設計
如圖5所示,通過壓鑄模模流軟件分析,確定對模具型腔填充成型時,最后完成填充的位置,并在此位置,設計相對應的溢流槽和排氣槽,如圖7所示。設計要點,排氣槽不要設在溢流口對著的方向上,避免溢流槽沒被填充滿時排氣槽就已被填充、堵塞。排氣槽靠近溢流槽處可以深一些,避免堵塞,其余可考慮淺一些,在保證不飛料的前提下,盡可能優化排氣效果。如圖7所示,Ⅰ處深0.06~0.08mm,Ⅱ處深0.2mm。

圖7 溢流槽及排氣系統
2.5 模具關鍵零件設計
如圖8所示,滑塊上的碰穿面位置設計成為鑲件結構,便于維修,縮短了維修周期,降低了返修成本。如圖9所示,溢流口的底部與水平面成一定斜度,使溢流口強度薄弱之處靠近鑄件的外形,當去除溢流槽和溢流口時,鑄件的外形斷口處毛刺趨向最小,減小后期去毛刺工作量,由此降低了成本。
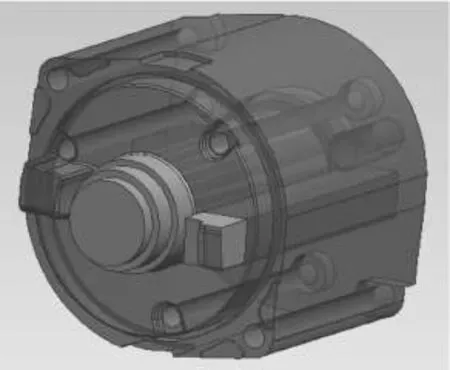
圖8 滑塊結構

圖9 溢流口結構
2.6 頂出系統設計
根據鑄件的結構特點,鑄件最大外形的大部分成型都在后模仁上完成的,雖然鑄件的出模斜度已調整為1.5°~2.5°,但是鑄件出模仍然困難,因此頂出系統設計要考慮充分,鑄件才能順利出模。頂出系統設計考慮的因素有:①頂桿位置盡可能設在鑄件的加強筋上,這樣模具開模時,鑄件不容易被頂穿或頂裂;②由于殼體鑄件底部是薄壁,此處不能設頂桿,頂桿只能設在鑄件內腔底面上,由此,在模具零件強度足夠的前提下,頂桿位置盡量靠近鑄件的底部薄壁,并且頂桿彼此距離不能太遠;③溢流槽和澆口處的頂桿位置,應盡量靠近鑄件,也有利于鑄件出模;④頂桿位置布置合理,鑄件受力平衡,確保鑄件不變形。最終,在每一鑄件內設有14根頂桿,在每一鑄件溢流槽和內澆口處設5根頂桿,在流道上設4根頂桿,總共有頂桿42根,如圖10所示。
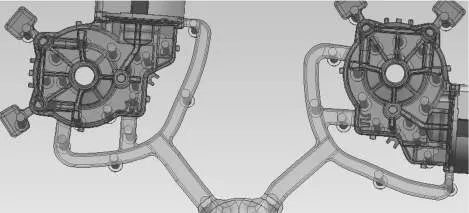
圖10 頂桿布置
2.7 模具結構
模具整體結構,如圖11所示。
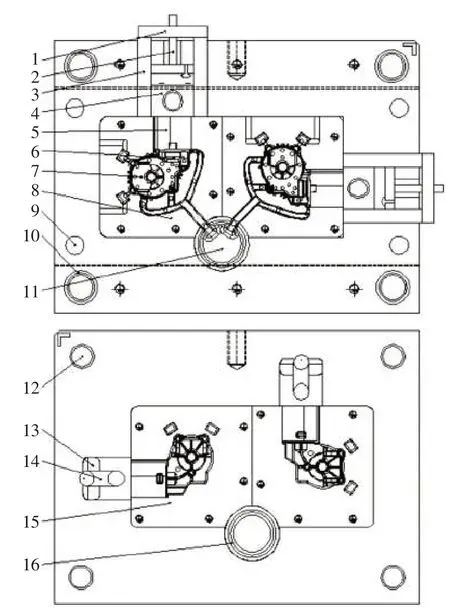
圖11 模具結構
2.8 模具工作過程
模具的工作過程如下:①模具合模,壓鑄機將鋁液壓射入型腔內;②鋁液在型腔內保壓、冷卻、成型;③模具開模,頂出系統將鑄件頂出;④機械手將鑄件取出;⑤在型腔表面噴脫膜劑;⑥模具合模,開始進行下一個工作循環。
3 壓鑄機的選用
本公司共有兩種東芝品牌壓鑄機,型號分別是DC-250J-SX和3DC-350J-SX。經計算,2件鑄件、澆口、澆道及溢流槽的質量總和是570g,根據表1,選用壓鑄機設備是DC-250J-SX壓鑄機。

表1 CAE分析對比結果
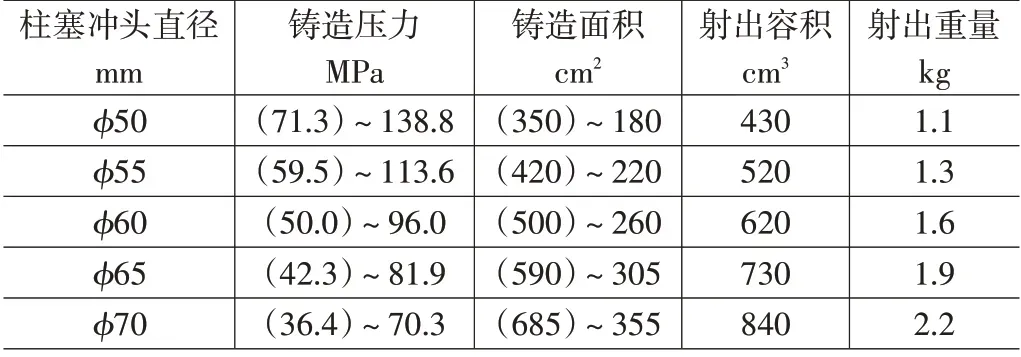
表1 DC-250J-SX壓鑄機的性能參數
4 結束語
本模具制造完成后,第一次試模:鑄件關鍵尺寸檢測合格,有些鑄件局部外觀呈暗灰色,合格率有約80%,通過挑選使用,順利完成了送樣任務。后在鑄件外觀不好之處,增加了溢流槽,再次壓鑄時,在模具的型芯局部溫度有上升,達到改善外觀的效果,鑄件合格率也滿足了批生產的需要。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04