外覆蓋件拉伸模機差控制解析
2022-04-20 09:18:04張鑫,高俊
模具制造 2022年3期
張 鑫,高 俊
(肇慶小鵬新能源投資有限公司,廣東肇慶 526000)
1 引言
從拉伸模的工藝補償、拉伸筋、平衡塊、研合技巧等方面出發,介紹了外覆蓋件拉伸模的調試工藝。側圍翼子板的回廠調試時間比一般模具回廠減少10個班次,材料調試使用占預算30%,大大減少員工精力和企業耗費。
2 平衡塊要求
(1)壓邊圈在研合期間壓邊圈著色大約60%帶著平衡塊研合,隨著研合同時調節平衡塊墊片(利用剛性平衡減少機差);壓邊圈帶料厚狀態,由上模壓料面接觸壓邊圈,和平衡塊接觸工作面時往下運行30mm平衡塊虛色(下模平衡塊與上模工作面間隙大概0.03mm);根據制件拉伸高度,直接確認到底狀態需是實色,形成這種狀態原因是:①上下模壓料面開始夾持工作時板料產生拉伸就會有不同程度的變薄,平衡塊能保證均衡一致的夾料力;②壓邊圈上靜態的原始板料隨著上模下行產生拉伸動態運動造成壓料面積受力面積減小,且局部不同制件造型讓流入量不一樣壓邊圈就會失穩,平衡塊在這個過程中起到一定的作用(見圖1、圖2)。

圖1 側圍平衡塊剛接觸狀態

圖2 翼子板平衡塊到底狀態
3 限位塊要求
目前,大型模具都使用四角限位或六角限位局部加強和左右分中形式來限制模具偏載,很多造型復雜制件如側圍,一模一腔的單槽翼子板兩端頭面積不一致受力就會不均勻,一般模具型腔研合至60%時候到底限位塊就要根據研合狀態和制件受力來調節高度,剛性限位牢牢鎖附在安裝面上是靜止狀態,只會垂直于機床臺面不會產生變動,而外力或者機床精度不一樣模具受力偏載時候就需要限位塊來吸收一部分能量。
拉伸模到底前1.5~2.5mm其實型面已經到底,利用剩余高度來給制件施壓釋放材料本身應力,加強制件的塑性變形,所以一般情況在制件理論壓力高度值抬高0.5~1.0mm限位開始工作。
4 頂桿液壓墊拉伸筋要求
模具頂桿腿在平面上驗證平面度沒問題,頂桿靜態測量也沒問題(頂桿國標誤差0.05mm),但是,拉伸模正常安裝由頂桿頂起壓邊圈受力時會發現只有1/3或者更少的頂桿在受力支撐(液壓墊精度行業標準(40001),這種情況在某一項目側圍模具上借用多個知名主機廠各種品牌壓機做過驗證屬于正常,用藍油驗證頂桿腿受力運動后基本全部到達工作狀態。
5 模具調試
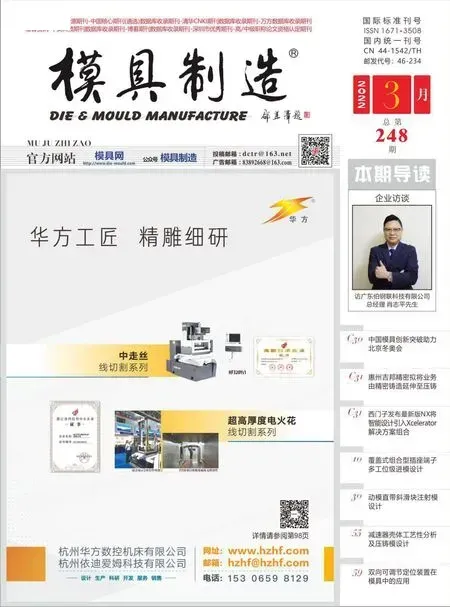
(1)拉伸模安裝平面度要求0.1mm,隨著壓機上下運動轉為動態加上施壓過程受力后模具產生變形,隨著模具大小和吸收力量大小變形隨之變動,根據Catia軟件計算出壓機撓度(壓機撓度一般(80001),壓機撓度如圖3、圖4所示。根據模具凸模輪廓線在壓機撓度分布圖上擬合精算出精細化模面補償和結構上局部做補償,如圖5、圖6、圖7所示。

圖3 壓機擾度

圖4 壓機擾度
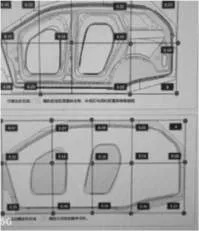
圖5 模具擾度補償

圖6 模具擾度補償
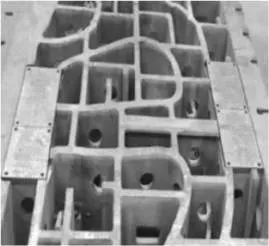
圖7 模具擾度補償
(2)壓邊圈的變形也會跟著跨度大小和受力因素產生變形,在可能的情況下可以加大拉伸筋鎖料力,減少壓料面的摩擦力和夾持力(管理面研合85%)均勻。基于壓邊圈框架結構和導向防側把上下力量轉為由外向內的側向力量,減小壓邊圈受力變形和研合差異的敏感度。
(3)深拉伸模拉伸筋雙筋是基礎,材料利用率不受限制下,建議布置3條筋,拉伸筋做到12×6的圓筋,拉伸槽入料出料R角做到大于等于R3mm,減小模具敏感度,還能預防后期批量生產刮鋅粉,增大板料流動附著力。
6 輔助工具的失真率
(1)紅丹的型面研合使用一般用于內板制件,外板精度面品要求不高(如卡車,低端車型)或設計使用壽命和沖刺一般的模具,市面上紅丹種類眾多,有成品直接使用也有紅丹粉自己勾兌后使用,紅丹油性很大局部強壓過后會把油性膨脹到其余非強壓區造成失真,并且與操作人員手法也非常大的關系,一般情況紅丹誤差0.04~0.7mm左右。
(2)藍丹作為目前主流使用的輔助工具,優點在于:成本合適,使用范圍廣,真實性可作為參考。缺點為:廠家品牌不一樣,油性稀釋度不一,日本進口藍丹誤差0.02~0.05mm左右。
(3)明丹的使用很多企業作為型面和R角硬點檢測,不做為研合參考標準,在以往項目(spm14~18)做過真實測試,明丹研合時硬點和量產時制件表面產生硬點基本吻合,明丹研合硬點在D55側圍翼子板上驗證過型面的斜面和平面的真實狀態誤差0.01~0.02mm,明丹研合受表面光潔度影響辨別起來比較模糊,可以參考小鵬公司利用色光混合定律之補色律來辨別是否有硬點研合,藍丹如圖8所示,明丹如圖9所示,色光混合對比如圖10所示。

圖8 藍丹狀態
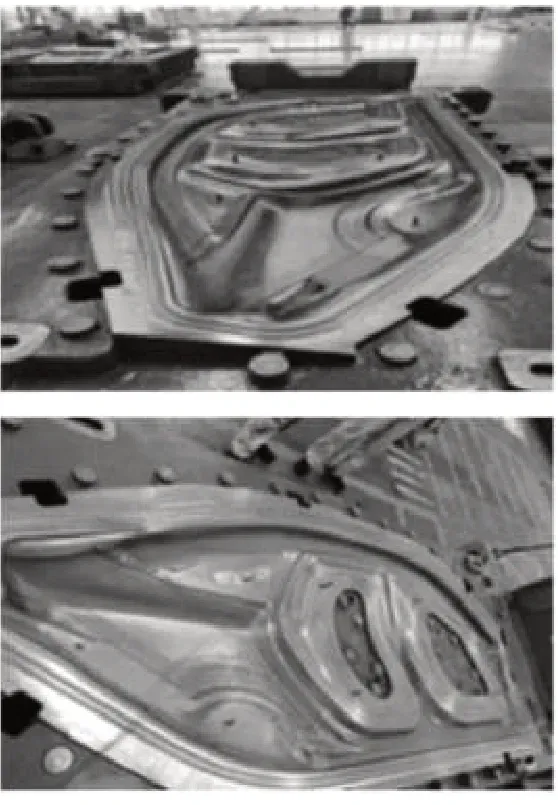
圖9 明丹狀態
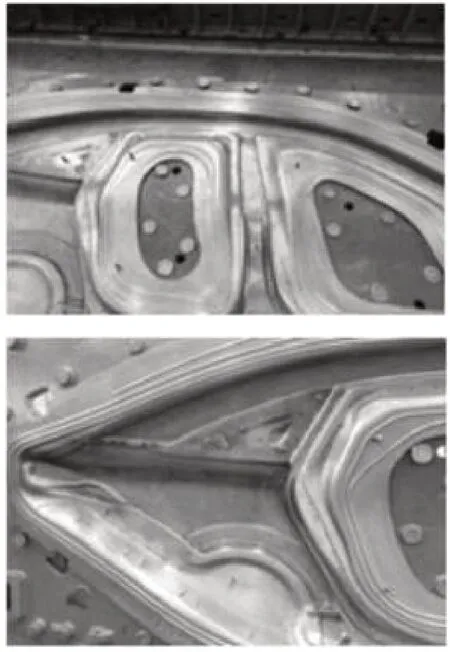
圖10 色光混合對比
7 裕度測試
裕度測試指拉伸模有一個穩定的自我適應空間,外界因素的變化(氣溫,模具自身溫度,油膜量,機床誤差,板料性能波動等等),要使模具能適應這個變化值,具體方法如下:
(1)用正常壓力板料在壓邊圈上成形后驗證平衡塊低0.03mm,確認完之后用正常設計壓力用去油板料和帶油膜板料各拉伸一張,壓力+20%用去油的板料拉伸一張驗證流入量,壓力+20%用帶油膜板料拉伸一張驗證流入量。
(2)用以上同樣基礎條件-20%的壓力用去油板料拉伸一張,壓力-20%用帶油膜板料拉伸一張,驗證正常流入量區別。
(3)對比3種壓力的帶油膜和不帶油膜板料的流入量。如果用設計理論壓力上加下減做不出來,可以調整基礎壓,找到穩定性的基礎值作為生產使用數據。
8 極限測試
極限測試是利用現有的結構加上一些人為操作讓測試人員了解制件開裂、起皺、變薄的現象時走料變化,具體方法如下:
(1)正常壓力和平衡塊虛著色拉伸一張板料,然后用頂缸加壓和利用拉伸膠帶等增加制件流動附著力讓制件變薄、暗裂、開裂,記錄各種形態的流入量變化。
(2)以上同樣基礎條件下,把頂缸壓力減小或增加模具工作面油膜量和增加平衡塊受力增大流入量直至變形、起皺、波浪到不可接受狀態記錄流入量。
9 結束語
目前拉伸模的機差匹配和穩定性輸出條件各公司都有一些獨到的理解,本文主要通過現場制造和調試,用以上辦法做完后得到制件穩定的區間值,對后期更換各種條件,減少調試時間和資源浪費,達到生產穩定,具有提前識別和規避作用。