基于Python開發的三坐標測量報告分析系統研究
2022-04-20 08:50:26王康輝薛飛
中國設備工程 2022年7期
王康輝,薛飛
(上汽大眾汽車有限公司,上海 201805)
如今,汽車市場競爭日漸激烈,汽車制造面臨巨大的時間、成本和質量壓力。工廠內部招工難,并且缺乏專業技師,工廠又必須提高生產效率。因此,汽車生產廠逐步由傳統工廠向數字化工廠轉型。三坐標測量儀作為測量發動機工件加工面和加工孔的參數測量工具已久,但一直沒有三坐標測量報告分析系統來對測量報告進行分析和儲存,以便以后工作時隨時調取。三坐標測量報告為數控加工中心的質量保障,加工尺寸的調整來源于測量報告中的數據。GROB雙軸加工中心在工業領域有著廣泛應用,加工中心的2根軸是聯動加工,也就是1套加工程序,控制2根軸的加工方向。雙軸加工中心的測量報告閱讀調整一直以來都是由人工負責,對機床操作人員的數控編程能力和經驗有著很高的要求。人工對雙軸加工中心進行加工程序調整時,需要對2根軸的X、Y方向不同的坐標系下的加工尺寸、尺寸公差等多種因素綜合考慮,若出現調整失誤,存在撞機、造成批量工廢等嚴重質量事故。人工調整后的結果需要使用三坐標測量儀進行再次測量,才能獲取測量結果。若測量后,尺寸不滿足要求或者因尺寸超差造成工廢,則需要再進行一次調整,否則不能有效驗證調整值的有效性。在對三坐標報告調整過程中的難點進行分析,開發了三坐標測量報告分析系統,使用此系統可以更快速有效地查閱報告,可以對歷史報告進行追溯,可視化顯示能直觀顯示加工尺寸的信息,進行加工程序調整時,可以使用模擬調整功能,系統會對測量數據進行分析,給出建議調整值,輸入調整值后,可以看到調整后的尺寸變化,保證首次調整即為合格,減少技術人員在調試工作前期繁雜的人工數據篩查時間,改進技術人員的工作方式。
1 三坐標報告調整過程
圖1和圖2為1臺雙軸加工中心三坐標測量報告,圖1為1#軸的測量報告,圖2為2#軸的測量報告,紅色框內數字為尺寸的評價值是否需要調整的依據,藍色框中X_CORR、Y_CORR后面的數值為調整值,調整人員需要對比2份報告才能分析報告超差原因,進行報告調整。
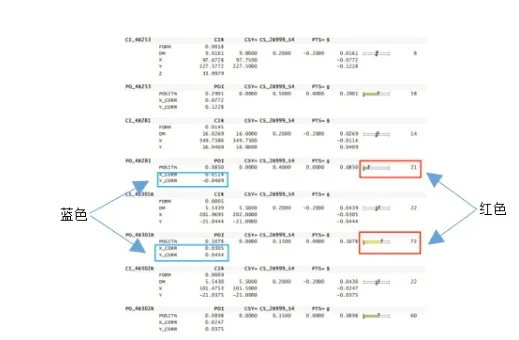
圖1 SP1測量報告

圖2 SP2測量報告
首先,調整時要對2根軸X、Y的調整值進行離散程度分析,若離散程度過大,則無法進行加工程序調整,需要維修進行干預,若離散程度不高,則可以對2根軸的調整值進行均值計算。
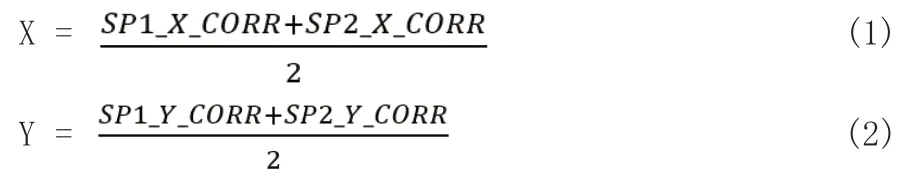
式中,X_CORR和Y_CORR為報告中的調整值,X、Y是調整程序需要輸入的調整值。計算出調整值后,還需要計算調整后的評價值,此值才能確定調整后結果是否合格。

在這個過程中還可能需要上一次的歷史測量數據進行參考,才能更準確地分析尺寸的超差原因。確定調整值后,修改加工參數,進行加工送測。若此次調整不合格則需要進一步調整,循環往復,直至合格。
2 調整過程的不可控因素
三坐標測量報告結果為紙質報告,需要人為去三坐標測量室取回紙質報告,存在獲取測量結果滯后、批量質量事故的風險。在調整過程中,都是由人工進行測量結果分析,考驗人員的數控編程能力和工作經驗,以及對三坐標測量報告的熟悉程度。對于調整值的確定,如果是單個尺寸的調整,調整值數量少,尺寸公差唯一,調整方向容易確定,調整起來較為容易。如果存在同一坐標系下的多個尺寸的調整,多個尺寸的存在,必然存在尺寸公差的多樣性,調整方向的多變性,調整值的確定計算量大,要考慮調整值在尺寸公差的占比情況,需要對多個尺寸的評價值進行計算,對于人工來說計算量大、復雜。其次,對于人工計算出來的調整值,沒有辦法去確定是否合適,只有再次送測,等待測量結果才能知曉。如果調整值過小,則需要重新計算,調整送測。如果調整值過大,輕則造成工廢,重則導致機床撞機,損壞機床。當然,可以采用停機的方式去送測,等待測量結果,測量結果合格后再進行開機加工,但是這樣必然影響整個生產線的節拍。所以,在整個調整過程沒有有效的手段去驗證調整后的結果,這些不可控因素的存在造成了工件工廢或者降低生產節拍的隱患,甚至引起撞機的風險。
對于歷史測量報告的查閱,由于三坐標測量報告是由三坐標測量室打印的紙質報告,每臺機床只保留最新的測量報告。調整時,想要對照上次測量報告,則需要去三坐標測量室再次打印,有歷史數據作為參考,能更全面的分析測量報告超差原因。至此,三坐標測量報告的調整如何減少這些因素的影響,解決其中的難點、痛點是關鍵所在。
3 Python語言軟件開發
由于三坐標報告為PDF格式,此格式對數據的保密性較好,從中提取數據會出現數據亂碼、數據不完整。對此,若想提取數據,則需要對其轉換格式,依托Python-PDF2docx轉換為docx格式,轉化格式后數據在docx格式中是以表格的形式存在。因此,先把數據進行初步提取并對表格中合并單元格進行判斷,防止重復數據出現,把提取的數據寫入Excel表中,對Excel表中的數據做進一步的數據提取、清洗,并上傳至MySQL數據庫。利用Python-tkinter制作GUI。第一步,登錄界面。左上角有菜單欄、版本等信息,菜單內有轉換工具。主頁面分控制欄、分析欄和顯示欄3大模塊。控制欄用于更新數據庫,在分析欄中輸入工序號和孔號查詢信息并在顯示欄展示。通過數據庫查詢的方式,可以實現線上查閱報告,把2根軸的測量數據集中顯示,提高報告的閱讀效率。查詢功能既可以對整份報告進行查詢,也可以對同一坐標系下的尺寸以及單個尺寸進行查詢,輸入日期可以對以往的歷史數據進行查詢。現在,針對已經上傳的報告,工作人員可直接利用公司內網登錄系統,輸入關鍵詞查找相關信息,如圖3所示。
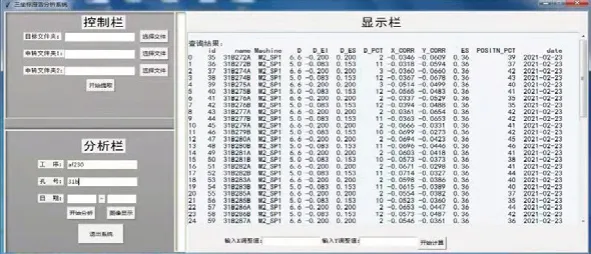
圖3 查詢整個面上孔的參數
在使用控制欄用于更新數據庫時,可以批量對三坐標報告進行數據提取、清洗、上傳,從數據到數據庫,可以一鍵實現,盡可能簡化操作步驟,提取的數據過程及其結果都會在顯示欄顯示,可以更好地對數據進行監控,如圖4所示。
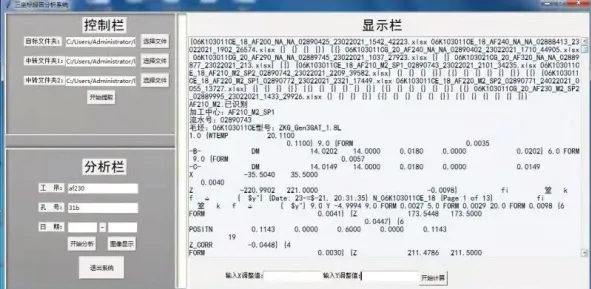
圖4 數據提取并上傳數據庫
對于人工調整三坐標測量報告上的痛點,開發出模擬調整功能如圖5藍色框中所示。模擬調整功能需要與查詢功能組合使用,首先對報告進行查詢,找出需要調整的尺寸,再對需要調整的尺寸進行精確查詢,查詢的結果會在顯示欄顯示,并對數據進行分類統計,在顯示欄顯示。如圖5中紅色框中所示,count表示共有多少數據,mean表示平均值,可以作為調整值使用,std表示數據的標準偏差,可以反應數據的離散程度,min表示數據的最小值,25%、75%表示數據的分位數,50%表示數據的中位數,max表示數據的最大值。查詢數據后先對數據的離散程度進行分析,如圖5中std的數值大小。std較大時,說明數據的離散程度大,此時的mean平均值則不能作為調整值使用,需要維修介入對機床的精度進行調整。std較小時,說明數據的離散程度較小,此時的mean平均值可以作為調整值使用,把X_CORR、Y_CORR的平均值分別填入圖5藍色框內對應的框中,點擊開始計算,會在顯示欄中顯示調整后的結果,并對評價值進行標記。如圖5綠色框中所示,箭頭朝下說明尺寸是往零位的方向變化,箭頭朝上說明尺寸是往零位相反的方向變化。可以充分地驗證調整值的可行性,避免多次送測,等待測量結果,可以做到一次調整即為合格。
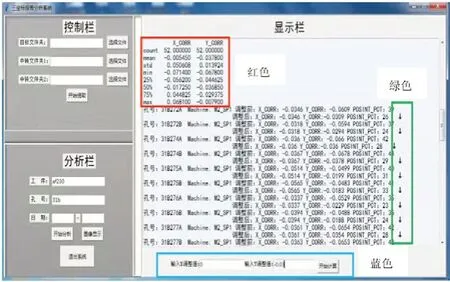
圖5 調整多個孔參數
使用matplotlib開發可視化功能,在分析欄中對想要查詢的尺寸進行查詢,在顯示欄顯示查詢結果后,可以使用圖像顯示功能,對數據進行可視化顯示,如圖6所示,其中藍色的圓表示該尺寸的公差范圍,藍色的點為公差的零位,橘色的點為加工尺寸的實際位置。若實際點在距離理論點一定直徑范圍的圓圈內,則合格,相反,則需要工作人員進一步調整。工作人員只需做簡單的觀察,就能做出判斷。將問題可視化,也利于解決決策層和執行層之間溝通難的問題。同時,可以對同一坐標系,以最小公差范圍為基準,如圖6中第3個圖所示,上下2條紅線為公差范圍,中間為坐標系下的所有尺寸。如所有的點都在紅線內,則為合格,可以更快地掌握加工尺寸情況。圖6中第4個圖,可以對三坐標測量報告進行統計,對每臺機床的超差次數、合格次數、調整次數做匯總統計,可以形成周機床質量報告、月度機床質量報告、季度機床質量報告、年度機床質量報告,作為大數據分析機床精度趨勢的依據。
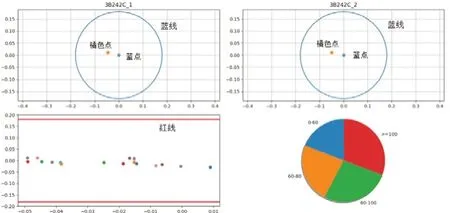
圖6 誤差的可視化顯示
對于數據的安全性,使用人員需正確輸入已授權的用戶名和密碼才能進入系統,登錄后才能使用以上功能,數據庫部署在工廠內部的服務器中,通過工廠的內部網絡進行查詢上傳,能有效避免數據外泄,數據安全性有保障。現在報告轉換功能也已整合到軟件中,使用該功能時,需要輸入授權的口令,數據到結果整個過程形成閉環,進一步提高了數據的安全性。
4 結語
本文以人工調整三坐標測量報告過程中的難點、痛點作為出發點,介紹了三坐標測量報告調整的流程,針對流程中報告提到的調整報告計算公式,依托Python語言開發軟件代替人工計算,及時分析并調整工件生產參數,減少機床停機等待時間,提高生產質量的同時提高生產節拍,提高了生產過程的靈活性和效率。可線上查詢往期報告,系統進行特定信息的抓取,便于技術人員進行信息回顧和加工參數的調整工作,盡量消除紙張浪費和生產出不合格品的物料浪費,促進工廠在數字化轉型的進程中更進一步。三坐標報告系統作為輔助,簡化調試工作過程,減少人力消耗,是推進工廠向高效化發展不可或缺的一步。
猜你喜歡
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
電子制作(2018年18期)2018-11-14 01:48:24
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
南方人物周刊(2017年32期)2017-10-28 22:48:36
南風窗(2016年26期)2016-12-24 21:48:09
山東工業技術(2016年15期)2016-12-01 05:31:22
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
南風窗(2015年22期)2015-09-10 07:22:44