淺談球形儲罐非線性凹坑補焊熔池流動數值模擬
2022-04-20 08:52:22周世杰段瑞蘇哲李雪崢
中國設備工程 2022年7期
周世杰,段瑞,蘇哲,李雪崢
(1.天津市特種設備監督檢驗技術研究院;2.國家市場監管重點實驗室(特種設備數字孿生共性技術),天津 300060)
1 前言
在球形儲罐的定期檢驗過程中,裂紋往往都不是直線的,會出現各種各樣的形貌,如樹枝狀、放射狀等。為避免在消除裂紋時,產生過大的凹坑,常對裂紋進行精細化消除,形成小的凹坑,圓滑過渡后,設備損傷小,不會造成結構不連續,凹坑處峰值應力小,應力集中小。鑒于球形儲罐焊接裂紋產生的形貌復雜性、非線性凹坑補焊的困難性,研究球形儲罐非線性凹坑補焊的溫度梯度、熔池流速,對于實現裂紋精細化消除,優化非線性凹坑補焊很有必要。
目前,研究在用球形儲罐非線性凹坑補焊溫度場的文章較少,分析焊接路徑對熔池影響的研究也較少。天津市特種設備監督檢驗技術研究院的紀東生分析過非線性裂紋補焊的溫度場,但并未將數值模擬應用于球形儲罐,并未考慮熔池內部渦流流動狀態。
鑒于此,本文針對球形儲罐窄而深的非線性凹坑補焊過程,建立正弦修正雙橢球體熱源模型,定量分析焊接路徑對球形儲罐非線性凹坑補焊過程溫度梯度、熔池流速、熔池頂部表面積的影響。
2 非線性模型與焊接工藝
為盡可能增強數據的說服力,本文將非線性焊接路徑復雜化為正弦曲線的形貌,并做了以下假設:球形儲罐的容積400m3,名義厚度為16mm,打磨后凹坑寬度3.2mm,深度5.4mm,凹坑路徑為一個正弦周期。球形儲罐球殼板之間可近似為無限大板,焊接面近似為平面,焊接位置位于下極板平焊位,重力方向位于負Y方向,凹坑起點位于原點處,如圖1所示。
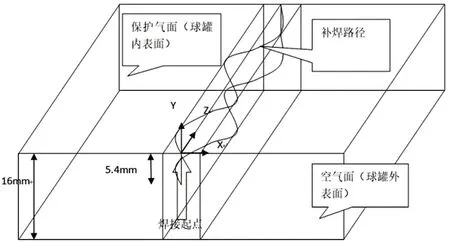
圖1 球形儲罐凹坑補焊幾何模型
研究中考慮到小而深的凹坑,會出現很大的峰值應力,同時,其他球殼板對凹坑存在很大的拘束應力,因此,采用線能量小,熱量輸出少,熱影響區小,溫度梯度小的細絲TIG焊接方法進行補焊,工藝參數如表1所示。

表1 TIG補焊工藝參數
3 數學模型
3.1 正弦修正雙橢熱源模型
模擬過程中的非線性路徑是通過焊接熱源的水平方向移動和垂直方向擺動實現的,熱源方程是雙橢球熱源函數與正弦函數擬合得到,模型表達式為:
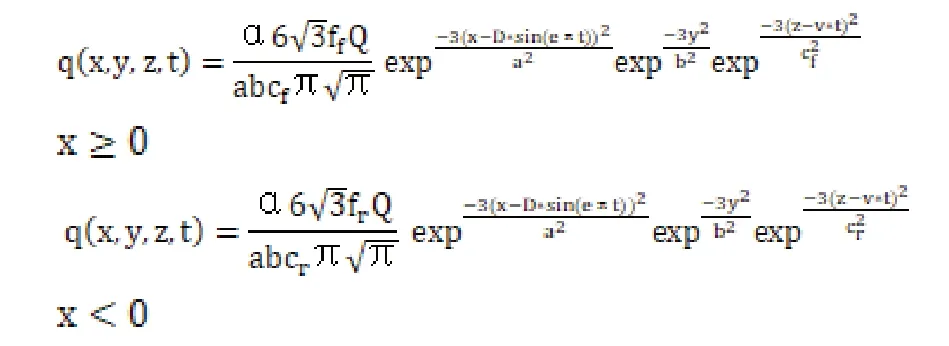
其中,α是有效熱量吸收系數;D是熱源垂直方向振幅;e是熱源垂直擺動頻率的1/2;t是熱源移動時間,熱源模型中熔池形狀參數a、b、cf、cr是根據文獻[5]中的經驗公式算出。
3.2 模擬假設及邊界條件
實現熔池流體流動模擬是在以下假設的前提下進行的:(1)熔池內部液體為牛頓、不可壓縮流體;(2)熔池內部流體的流動為層流;(3)熔池的表面是平坦的;(4)工件的初始溫度是300K。(5)材料密度使用Boussinesq假設。(6)工件各表面對流、輻射熱量損失:

(7)在熔池自由表面上表面張力和切應力相平衡:

(8)z方向中心對稱面的熱和流動邊界條件:
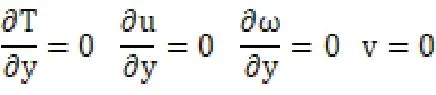
(9)保護氣面是混合壁面,氣體流量10L/min;空氣面是混合壁面;恒溫面是恒溫壁面,溫度為300K;所有面的速度邊界條件為靜止的邊界條件,如圖1所示。
4 模擬結果與分析
本研究利用FLUENT的層流模型模擬非線性凹坑補焊過程,定量分析焊接路徑對球形儲罐非線性凹坑補焊過程溫度梯度、熔池流速、熔池頂部表面積的影響,細化區域網格尺寸為0.3×0.3×0.5mm,T表示正弦曲線周期(本文的焊接準穩態周期為2T/4~6T/4)。
4.1 準穩態周期內熔池溫度場
圖2中顯示,焊接開始階段焊絲瞬時獲得較高的熱輸入,溫度迅速升高,直到進入2T/4周期時,焊接過程進入準穩態周期。在準穩態焊接周期內,溫度梯度趨于穩定,最小溫度梯度為10K,最大溫度梯度為30K,總體呈現“減小-增大”的“波浪形”變化趨勢,表明補焊過程進入準穩態后,焊接路徑變化對溫度梯度影響范圍10~30K。
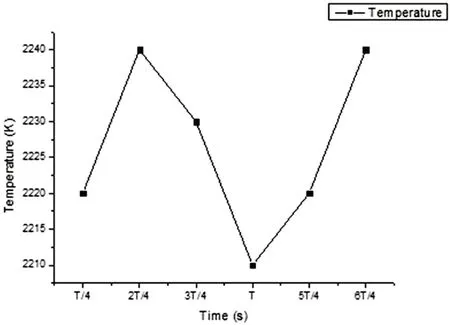
圖2 準穩態周期熔池溫度場的變化
4.2 準穩態周期內熔池流場
圖3中顯示,從焊接開始到準穩態熔池流速的變化。焊接開始時,工件瞬時獲得較高的線能量,表面金屬熔化,熔池開始形成,熔池在較強的驅動力作用下,具有最高的流速達0.354m/s。隨焊接過程趨于準穩態,熔池流速降低至0.288m/s,從此點開始熔池進入正弦路徑準穩態焊接周期。圖4中準穩態焊接周期的熔池流速趨于穩定,最小流速差0.007m/s,最大流速差0.037m/s,總體呈現出“減小-增大”的“波浪形”變化趨勢,表現出與溫度場相似的變化趨勢,且溫度越高,流速越大,整個準穩態過程中熔池流動速率平均值為0.276m/s;表明焊接路徑對熔池流速的影響范圍0.07~0.037m/s,熔池流速的變化處于cm/s的數量級,熔池流速與溫度表現出正相關特性。
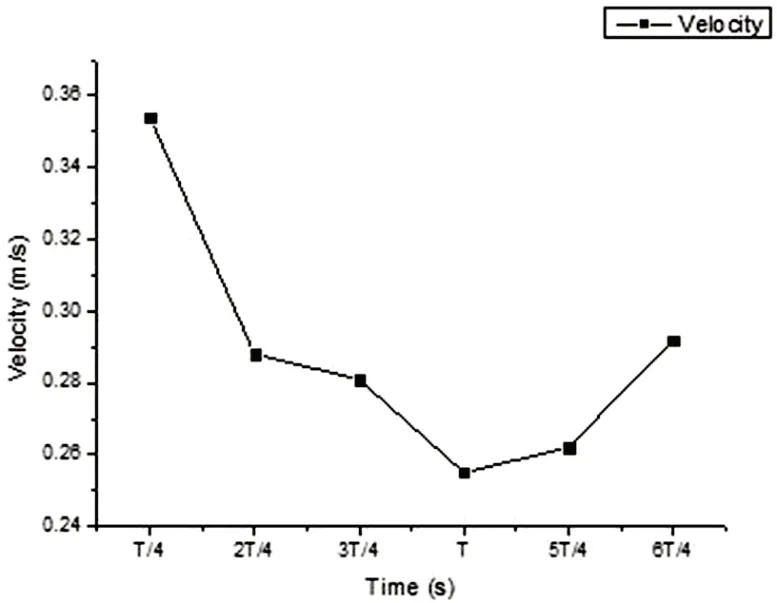
圖3 準穩態周期熔池流速的變化
4.3 準穩態周期內熔池頂部表面積
圖4中顯示,從焊接開始到準穩態容器頂部表面積的變化。進入準穩態后,熔池在溫度、流速和表面張力的作用下,會出現不同的形狀,造成熔池頂部表面積不同,最大熔池表面積為17.9mm2。焊接過程進入準穩態后,熔池表面積的變化不大,最小表面積差0.4mm2,最大表面積差1.9mm2,總體呈現出“減小-增大”的“波浪形”變化趨勢。表明焊接路徑對熔池頂部表面積的影響范圍0.4~1.9mm2,熔池頂部表面積的變化處于mm2的數量級,熔池頂部表面積與溫度表現出正相關性質。
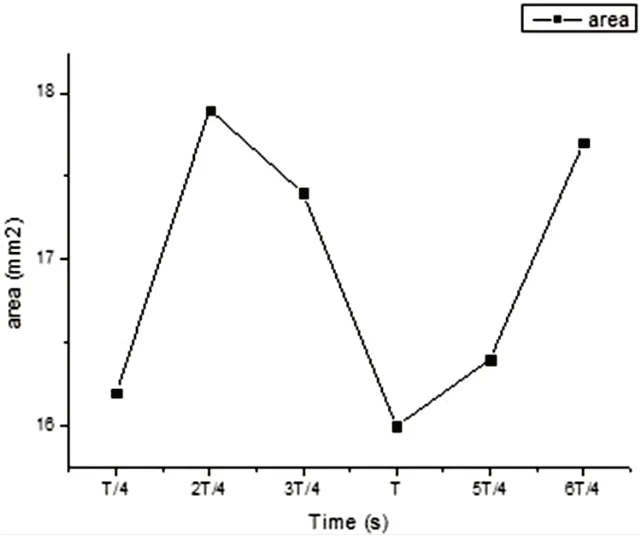
圖4 準穩態周期熔池頂部表面積的變化
5 結語
球形儲罐非線性凹坑補焊過程進入準穩態后,焊接路徑對溫度場、流場、熔池表面積有以下影響:(1)焊接路徑對溫度梯度影響范圍10~30K;(2)焊接路徑對熔池流速的影響范圍0.07~0.037m/s,熔池流速的變化處于cm/s的數量級,熔池流速與溫度表現出正相關特性;(3)焊接路徑對熔池頂部表面積的影響范圍0.4~1.9mm2,熔池頂部表面積的變化處于mm2的數量級,熔池頂部表面積與溫度表現出正相關特性。