基于機器視覺的印刷標簽缺陷檢測的探討
2022-04-20 08:53:12方春城陳耿新
中國設備工程 2022年7期
關鍵詞:檢測
方春城,陳耿新
(揭陽職業技術學院機電工程系,廣東 揭陽 522051)
1 前言
隨著科技發展和生活水平的不斷提高,人們更注重商品的包裝;因此,對印刷標簽的質量要求也越來越高。印刷標簽作為產品包裝的一部分,具有精美外觀、整潔大方、成本低廉、使用方便等優點,在各行各業有著廣泛的應用,其使用的材質多樣、工藝復雜、質量要求高。彩色印刷標簽質量缺陷主要有顏色失真、油墨污漬、黑點、漏印、文字模糊、套印不準等。黑白印刷標簽的缺陷有漏印、白點等。傳統的印刷標準質量檢測主要靠人工檢測,依靠人眼發現低質標簽再進行剔除,人工在檢測印刷品缺陷時,常常出現主觀性大、易疲勞、效率低,交貨周期長,而且檢測質量和檢測效果偏差比較大。隨著圖像處理技術和計算機視覺技術的進一步發展,機器視覺逐步被應用于印刷標簽質量檢測。與傳統的印刷品質量檢測相比,機器視覺技術具有檢測速度快、準確率高,能夠迅速準確判斷被檢印刷品的外觀缺陷,并綜合分析缺陷參數,從而判斷印刷品是否為不合格品。2005年,國內出現單張紙的檢測設備,且應用到離線質量檢測、控制環節。至今,機器視覺檢測設備已應用于印刷、燙金、模切、質檢等不同煙標工藝環節。
1990年,KatsuyukiTanimizu等人著手對印刷品缺陷的在線檢測技術進行了大量研究。針對印刷品缺陷檢測,提出了索引空間法。算法通過對比待檢測圖像與標準圖像相應位置像素的灰度值,用比較后的差異值判定待檢測圖像是否合格。2002年,Seiji Hata等人通過研究,將印刷品缺陷歸納為兩類:顏色缺陷和形狀缺陷。2003年,J.Luo和Z.Zhang提出了應用三維直方圖的方法提取圖像的特征信息,采用神經網絡算法判斷提取的圖像信息,判定是否存在缺陷。國內學者章毓晉提出了融合逐像素檢測和分區域檢測的算法。阮秋琦也提出了另外一種缺陷檢測方法,其核心就是結合動態閾值和逐層檢測相的方法。在2005年以前,國外產品占市場份額較大,尤其以尼力可、FUTEC、東機美等日系品牌為主。在進行印刷標簽檢測時,需要先對待檢測印刷標簽進行預處理,然后再進行特征提取,判斷是否存在缺陷區域,確定缺陷區域。本文主要針對條形碼印刷標簽缺陷的檢測。
2 圖像預處理
工業攝像頭在采集、傳輸圖像時,難免受到干擾,使條形碼圖像位置無法完全放正,從而影響了圖像識別效率。因此,在檢測條形碼缺陷時,必須先對采集到的圖像預處理。包括將圖像轉化為二值圖像,邊緣檢測,把條形碼區域區分開來,確定條形碼。對圖像進行高斯濾波增強,這里采用Sobel算子,進行條形碼邊緣檢測;再用hough變換進行直線檢測,定出條形碼區域。
Sobel算子主要原理:
Sobel算子用于圖像邊緣檢測,是一個離散差分算子。鄰域像素對當前像素的影響是不等價的,對算子結果的影響也是不同,采用求梯度值的方法,用于計算圖像亮度的灰度近似值,用兩組5×5或3×3的矩陣,與圖像作平面卷積,進行圖像鄰域平均,再經過微分檢測圖像的邊緣。
設f(x,y)表示一幅圖像,在某點f(x,y)的梯度的一個矢量定義為:

其中,▽f(x,y)具體實現為:

Sobel算子具體實現步驟如下:(1)遍歷整幅圖像,從水平和垂直兩個方向找出模板中心對應的點在圖像中的相應位置;(2)對整幅圖像按模板進行離散卷積運算;(3)用卷積運算的最大值代替中心像素的灰度值,即fmax;(4)采用自適應閾值δ,對圖像二值化,若fmax≥δ,則所在像素點就是圖像的邊緣,否則,就是背景區域。
Hough變換原理:Hough變換就是把圖像中的點映射到另一個參考系的直線中,在圖像f中,經過點(x,y)的直線可以表達為:

式中,p是直線的斜率,q是直線的截距。
另外,公式(3)也可改寫成公式(4)的形式:

式(4)表示的是參數空間PQ中過點(p,q)的一條直線如圖1所示,圖像空間XY中過點(xi,yi)的直線可以表示為yi=pxi+q,也可以寫成q=-pxi+yi,后者表示在參數空間中的一條直線同理,參數坐標系的直線也對應于圖像坐標系中的一個點;在圖像坐標系中,呈現直線的所有點,它們的斜率和截距是相同的,所以,它們在參數坐標系中也相應的對應于相同的點。同理,對于(xj,yj)也可以寫成上式形式Hough變換對應的空間如圖1所示。
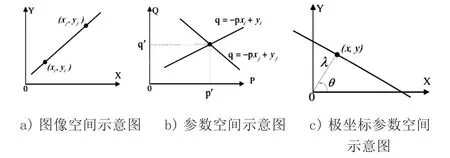
圖1 Hough變換空間
在Hough變換中,圖像空間中同一條線的點對應參數空間里相交的直線;反過來,在參數空間里,同一個點相交的所有直線對應圖像空間里共線的點,這就是點——線對偶性。在接近豎直方向上的直線,因p的值接近無窮導致計算量大增,此時,則用直線的極坐標形式表示直線,其方程如式(5):

Hough變換就是把空間問題轉換到參數空間里。在參數空間里面的累計統計,實現對直線的檢測。
Hough變換具體實現步驟如下:(1)建立一個累加器,用一個二維參數空間(λ,θ)表示;(2)對圖像進行搜索,查找黑色像素目標,根據式(5)在參數空間中找到每個目標像素對應的位置,并將參數空間(λ,θ)對應的位置加1;(3)求出參數空間(λ,θ)的最大值,標識為(λ′,θ′);(4)再根據參數空間位置(λ′,θ′),根據式(5)找到圖像空間中相對應的直線參數。
Hough變換算法自身特點,對待檢測圖形邊緣信息非標準等情況都具有很強的魯棒性。
3 基本工作原理
機器視覺檢測技術就是通過計算機來模擬人的視覺功能,由工業攝像頭CCD獲取檢測樣品的圖像,計算機對獲取的圖像進行分析處理,提取有用信息,根據判斷規則做出判定,實現待測樣品的質量檢測。由于視覺技術在缺陷檢測的應用,大大提高了印刷自動化程度和印刷品的質量,明顯降低了檢測成本,使生產速度和生產效率實現雙提高。條形碼缺陷檢測基本流程如圖2所示。

圖2 印刷標簽缺陷檢測流程圖
4 實驗與分析
對帶有缺陷的條形碼進行檢測實驗。將CCD采集的圖像送至計算機,計算機先進行圖像二值化,結合Sobel算子對條形碼進行邊緣提取,再用hough變換,確定直線,區分條形碼區域,確定條形碼;找出存在缺陷的區域并標出。這里主要對兩種缺陷進行檢測,第一種缺陷為條形碼印刷出現漏墨情況,第二種為條形碼出現破損。
通過實驗不難發現,對印刷漏墨和帶破損的兩種條形碼進行檢測,效果很明顯。圖3是印刷漏墨的缺陷檢測,圖3(a)是條形碼原圖;圖3(b)是經過二值化后的圖像,應用Sobel算子,在二值化圖中確定條形碼區域的上下水平線,并提取的條形碼的水平邊緣;圖3(c)是利用Hough變換,提取出條形碼區域;圖3(d)找出漏墨缺陷所在位置;圖3(e)將找到的缺陷位置具體標識出來。同樣,圖4各圖對應的是針對帶有破損的條形碼的缺陷檢測實驗結果。圖4(a)是條形碼原圖;圖4(b)是經過二值化后的圖像,應用Sobel算子,在二值化圖中確定條形碼區域的上下水平線,并提取的條形碼的水平邊緣;圖4 (c)是利用Hough變換,提取出條形碼區域;圖4(d)找出破損區域缺陷所在的位置;圖4(e)將找到的缺陷位置具體標識出來。
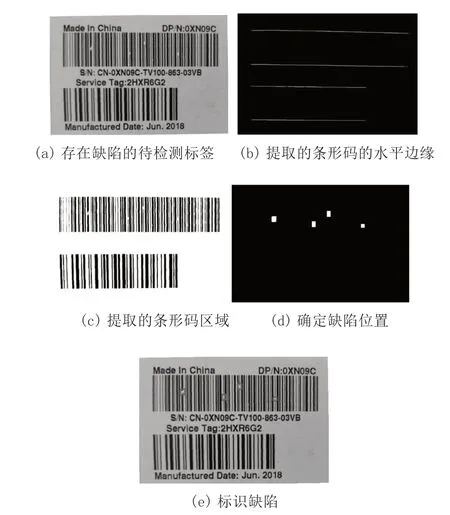
圖3 印刷漏墨缺陷條形碼檢測
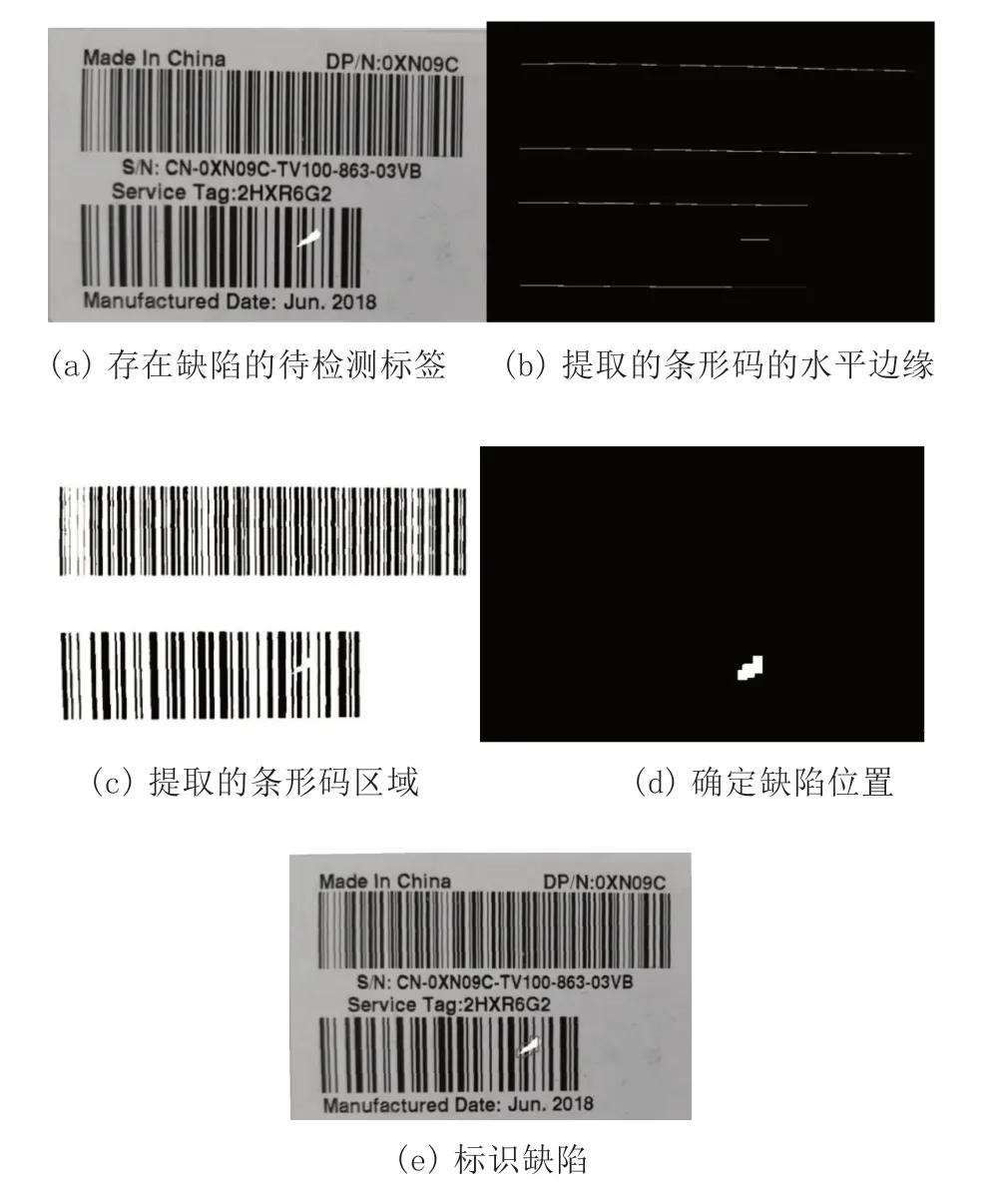
圖4 破損條形碼缺陷檢測
5 結語
針對印刷時出現漏墨和破損的印刷條形碼缺陷,提出一種利用計算機機器視覺檢測識別的方法。該方法主要通過將待檢測印刷標簽圖像二值化,用Sobel算子找出條形碼條黑條邊緣,通過Hough變換檢測條形碼區的直線特征,進一步判斷是否存在缺陷,再將缺陷標出,實現印刷標簽的缺陷檢測。通過實驗,可以發現,采用Sobel算子結合Hough變換能很好的將印刷條形碼缺陷識別出來。該方案對印刷條形碼標簽的生產檢測具有良好的實用價值和社會經濟效益。將計算機機器視覺技術應用于工業檢測領域,能大幅度地提升產品的質量和可靠性,提高了生產效率。隨著機器視覺技術和圖像處理技術的不斷改進、硬件性能指標的不斷提升,未來在印刷標簽檢測和缺陷定位等方面將會出現一些更高質量的檢測技術。

猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48