基于鋼制環(huán)氧套筒的環(huán)焊縫缺陷軸向修復(fù)效果分析
2022-04-20 09:36:30尚飛黃永恒吳永君吳興林
石油工業(yè)技術(shù)監(jiān)督 2022年4期
關(guān)鍵詞:焊縫
尚飛,黃永恒,吳永君,吳興林
國家石油天然氣管網(wǎng)集團(tuán)有限公司西氣東輸分公司(湖北 武漢 430070)
天然氣管輸是目前天然氣最安全、有效的輸送方式,但作為一個龐雜的系統(tǒng)工程,任何一處問題都將影響整個系統(tǒng)的安全平穩(wěn)運(yùn)行[1]。近年來,由于我國高鋼級管道建設(shè)里程的逐年增加,環(huán)焊縫數(shù)量龐大[2],高鋼級管道環(huán)焊縫的質(zhì)量與安全問題突出[3],環(huán)焊縫缺陷問題引發(fā)的失效事故呈增長趨勢[4-5],直接影響管道的安全運(yùn)行[2]。環(huán)焊縫的失效模式主要為斷裂[6],2018 年中緬管道“6.10”泄漏燃爆事故及2019 年泰青威天然氣管道“3.20”泄漏爆炸著火事故均與環(huán)焊縫質(zhì)量相關(guān)[2,7-8]。受環(huán)焊縫缺陷治理“窗口”等因素限制,目前國內(nèi)主要采取鋼制環(huán)氧套筒的不動火修復(fù)方式進(jìn)行臨時(shí)修復(fù)或永久修復(fù)[9-15],并以其環(huán)向承載能力評估缺陷的修復(fù)效果,未對其軸向抗拉能力進(jìn)行系統(tǒng)評估[16-17]。因此,本文在Φ508 mm鋼管環(huán)焊縫上制造人工缺陷,利用鋼制環(huán)氧套筒進(jìn)行缺陷修復(fù),并對修復(fù)后的鋼管進(jìn)行全尺寸拉伸試驗(yàn),以對鋼制環(huán)氧套筒的軸向抗拉能力修復(fù)效果進(jìn)行評估。
1 方案設(shè)計(jì)
為有效開展鋼制環(huán)氧套筒軸向修復(fù)效果的全尺寸拉伸試驗(yàn),首先需要在D508 mm×9.5 mm(X52鋼級)管材的環(huán)焊縫上人工制造整圈的外表面環(huán)向溝槽缺陷,缺陷軸向?qū)挾燃s為25 mm,深度約為5.7 mm,以降低管材的軸向承載能力,便于定量評價(jià)鋼制環(huán)氧套筒修復(fù)的軸向載荷能力。在安裝鋼制環(huán)氧套筒前,先在環(huán)焊縫9點(diǎn)鐘、12點(diǎn)鐘的缺陷部位及距離缺陷200 mm 的管體上各安裝一只應(yīng)變片傳感器,然后利用鋼制環(huán)氧套筒對環(huán)焊縫缺陷進(jìn)行修復(fù),最后在鋼制環(huán)氧套筒外部的6點(diǎn)鐘、12點(diǎn)鐘部位及管體6點(diǎn)鐘部位各安裝一只應(yīng)變片傳感器,如圖1所示。

圖1 應(yīng)變片安裝位置示意圖
鋼制環(huán)氧套筒灌注結(jié)束后,按工藝要求進(jìn)行靜置,以等待環(huán)氧樹脂固化。待上述準(zhǔn)備工作全部完成后,利用ZYNS-W2000拉伸試驗(yàn)機(jī)對修復(fù)后的管材進(jìn)行試驗(yàn),全尺寸拉伸試驗(yàn)過程如圖2所示。

圖2 鋼制環(huán)氧套筒軸向修復(fù)效果全尺寸拉伸試驗(yàn)流程框圖
2 試驗(yàn)結(jié)果及分析
以6 mm/min 的速率對修復(fù)后的管材進(jìn)行全尺寸拉伸試驗(yàn),分別在100、500、800、1 000、1 500、2 000 kN及2 500 kN位置保持30 s,在2 500 kN后持續(xù)拉伸直至管材被拉伸斷裂,試驗(yàn)拉力與時(shí)間的曲線如圖3所示。

圖3 試驗(yàn)拉力與時(shí)間的關(guān)系曲線
從圖3分析可知,試驗(yàn)管材在3 854 kN時(shí),拉力突然釋放,說明管材已被試驗(yàn)機(jī)拉斷,該拉力遠(yuǎn)低于無缺陷鋼管的理論軸向承載能力7 758 kN。與此同時(shí),可以通過環(huán)焊縫上安裝的1#和3#應(yīng)變片進(jìn)行互相應(yīng)證,如圖4所示。

圖4 環(huán)焊縫上的應(yīng)變量與軸向拉力的關(guān)系曲線
從圖4分析可知,試驗(yàn)拉力在100~2 000 kN時(shí),環(huán)焊縫上應(yīng)變片的拉伸量變化很小,超過2 000 kN后,應(yīng)變片的拉伸量明顯加快,約在3 750 kN 時(shí),應(yīng)變片的拉伸量快速增大,說明環(huán)焊縫在快速被拉伸,直至圖3所示的3 854 kN時(shí)被突然拉斷。
為進(jìn)一步分析鋼制環(huán)氧套筒對環(huán)焊縫缺陷的軸向修復(fù)效果,對鋼制環(huán)氧套筒上的5#和6#應(yīng)變片、管材上的2#、4#和7#應(yīng)變片進(jìn)行應(yīng)變對比分析,如圖5所示。
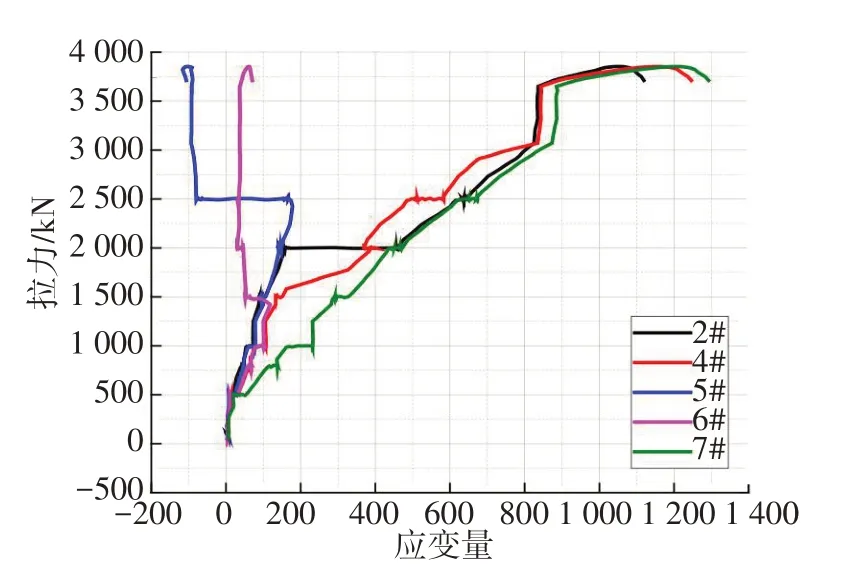
圖5 鋼制環(huán)氧套筒及管材上應(yīng)變量與軸向拉力的關(guān)系曲線
從圖5分析可知,試驗(yàn)拉力在500~1 500 kN時(shí),在同一拉力下,鋼制環(huán)氧套筒表面及其內(nèi)部管體的應(yīng)變量基本一致,且明顯小于套筒外側(cè)7#傳感器的應(yīng)變量,說明鋼制環(huán)氧套筒較好地承載了軸向應(yīng)力。在1 500 kN時(shí),鋼制環(huán)氧套筒外部的6#傳感器的應(yīng)變量突然減少并接近0,說明鋼制環(huán)氧套筒底部與管體脫離,管材上的拉力無法傳遞到鋼制環(huán)氧套筒并引起形變。
試驗(yàn)拉力在1 500~2 000 kN時(shí),在同一拉力下,鋼制環(huán)氧套筒表面及其內(nèi)部管體的應(yīng)變量雖然整體小于套筒外側(cè)7#傳感器的應(yīng)變量,但是在同一時(shí)鐘方位上,套筒表面5#傳感器的應(yīng)變量明顯小于管體表面4#傳感器的應(yīng)變量。在2 000 kN時(shí),套筒內(nèi)部2#傳感器的應(yīng)變量突然增大,并于套筒外側(cè)7#傳感器的應(yīng)變量基本一致,且后續(xù)試驗(yàn)同步增長,說明鋼制環(huán)氧套筒在2#傳感器的安裝部位已與管體脫離,管材上的拉力無法傳遞到鋼制環(huán)氧套筒上引起形變。
試驗(yàn)拉力在2 000~2 500 kN 時(shí),在同一拉力且同一時(shí)鐘方位上,鋼制環(huán)氧套筒表面5#傳感器的應(yīng)變量明顯小于管體表面4#傳感器的應(yīng)變量,在2 500 kN時(shí),套筒表面5#傳感器的應(yīng)變量突然變小,管體表面4#傳感器的應(yīng)變量突然增大,說明鋼制環(huán)氧套筒在管頂4#傳感器的安裝部位已與管體脫離,管材上的拉力無法傳遞到鋼制環(huán)氧套筒上引起形變。
從上述分析結(jié)果可知,鋼制環(huán)氧套筒在軸向拉力下,套筒與管體分離共分為3個階段:第1個階段套筒與管體未分離,與管體一同承擔(dān)較好的軸向拉力;第2個階段套筒與管體逐步分離,在未分離的部位承擔(dān)部分軸向拉力;第3 個階段套筒與管體完全分離,不能承擔(dān)管體的軸向拉力。
為定量分析鋼制環(huán)氧套筒的軸向承擔(dān)拉力或強(qiáng)度,對管體各監(jiān)測點(diǎn)的理論軸向應(yīng)力進(jìn)行計(jì)算,并與拉伸試驗(yàn)的實(shí)際拉力進(jìn)行對比,經(jīng)過計(jì)算可知,鋼制環(huán)氧套筒在最大壓力下,約承擔(dān)765 kN 的拉力,主要通過套筒與管體之間的環(huán)氧樹脂進(jìn)行軸向剪切應(yīng)力的傳遞,剪切強(qiáng)度約0.92 MPa。
3 結(jié)論
通過對鋼制環(huán)氧套筒修復(fù)后的管材進(jìn)行全尺寸拉伸試驗(yàn),并對套筒內(nèi)外的應(yīng)變量進(jìn)行分析,可以得出以下結(jié)論:
1)在較小的軸向拉力下,鋼制環(huán)氧套筒能夠全部或部分承擔(dān)管體上的軸向拉力;在較大的軸向拉力下,鋼制環(huán)氧套筒與管體逐步分離,分離部位不再承擔(dān)管體的軸向拉力,未分離部分仍承擔(dān)管體上的部分軸向拉力,但是套筒表面的應(yīng)變量比管體上的應(yīng)變量小,其承擔(dān)的軸向拉力也相應(yīng)較小。
2)根據(jù)GB/T 36701—2010《埋地鋼質(zhì)管道管體缺陷修復(fù)指南》的要求,鋼制環(huán)氧套筒修復(fù)后的承壓能力不低于管道的原設(shè)計(jì)壓力,未對軸向的修復(fù)效果進(jìn)行要求。然而,本試驗(yàn)結(jié)果表明D508 mm×9.5 mm(X52 鋼級)管道的最大剪切強(qiáng)度僅為0.92 MPa,對管道環(huán)焊縫缺陷軸向補(bǔ)強(qiáng)能力有限。因此,鋼制環(huán)氧套筒不宜用于對山區(qū)地段等軸向應(yīng)力較大的管道環(huán)焊縫缺陷進(jìn)行補(bǔ)強(qiáng)修復(fù),以防止管道軸向拉伸斷裂后,鋼制環(huán)氧套筒的填充樹脂脫落管體造成氣體泄漏失效。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(bào)(2017年4期)2017-05-25 13:26:35
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)電信息(2015年3期)2015-02-27 15:54:47
機(jī)械工程師(2015年9期)2015-02-26 08:38:15
水電站機(jī)電技術(shù)(2014年4期)2014-10-13 08:30:07
