管道環焊接頭殘余應力及氫擴散模擬研究*
2022-04-26 01:40:22李海川
中國安全生產科學技術 2022年3期
帥 健,謝 丹,,王 偉,3,李海川
(1.中國石油大學(北京) 安全與海洋工程學院,北京 102249;2.國家石油天然氣管網集團有限公司 西氣東輸分公司,上海 200122;3.中海油能源發展公司,北京 100027)
0 引言
隨著人們對能源的需求不斷增長以及化石能源產生的環境污染等問題日益嚴重,對新能源的開發與利用已成為全球范圍關注的焦點問題。氫氣具有潔凈高效等特點,已成為最有發展前景的新能源之一,管道輸送被認為是大規模輸氫最有效的方式[1-4]。現如今對于天然氣管輸技術,國內外已形成較為成熟的安全運營體系,但對于輸氫管道還存在較多安全性問題亟待解決。不同于天然氣輸送,氫氣的輸送有其特殊性,氫分子會通過表面吸附、解離等一系列過程分解成氫原子進入金屬材料內部[5-6],在焊接殘余應力的作用下,氫原子會向應力集中區域擴散并聚集,當局部氫濃度達到一定值時很容易引起氫致裂紋的出現[7],從而導致管道失效,引發安全事故。因此,對管道焊接中產生的殘余應力以及管線鋼中的氫濃度分布進行預測和控制具有重要的理論意義和工程價值。
近年來,數值模擬技術越來越多地用于焊接殘余應力以及氫擴散行為的研究。Mochizuki等[8]提出了1種二維軸對稱模型來模擬計算管道對接焊接頭的殘余應力,但是軸對稱假設使得該模型存在一定的局限性。Wu等[9]利用MSC-Marc軟件建立了管道單道焊的三維模型來研究管道TIG焊接過程中應力變化,但是該模型將管道焊接接頭簡化為單道焊。蔣文春等[10]對焊接殘余應力梯度下的氫擴散情況進行了模擬研究,但計算過程中將焊接接頭作為均質材料處理。張體明等[11]考慮焊接殘余應力和組織不均勻性,對煤制氣螺旋焊管接頭處的氫擴散過程進行了模擬研究。Zhao等[12]對X80鋼螺旋焊管氫氣輸送過程中氫的動態擴散過程和最終濃度分布進行了數值研究。然而,這些研究都是將焊接過程簡化為單層焊。針對管道環向焊接過程,尤其是多層焊接的模擬研究較少,對于多層焊接接頭層間的殘余應力分布并不清楚,以及不同焊接層的熱輸入量對殘余應力和氫分布的影響分析也不多。
本文對管道環焊接頭的3層焊接過程進行模擬,分析3層焊接接頭層間的殘余應力分布規律,并對焊接殘余應力狀態下的氫擴散行為進行模擬研究,闡明每層焊接過程的熱輸入量對氫分布的影響,從而為輸氫管道的技術標準制定提供理論依據。
1 有限元模型的建立
1.1 有限元分析思路
針對殘余應力作用下的氫擴散分析的數值計算過程分為3步:第1步,對焊接溫度場進行計算;第2步,將溫度場結果作為載荷導入焊接應力場的模型中進行耦合計算;第3步,將焊接殘余應力作為氫擴散的預定義場進行氫擴散的順次耦合計算。由于前期的溫度場計算直接關系到后續的應力場和氫擴散的計算準確與否,因此,為了使熱源盡量接近實際焊接熱源,選用雙橢球熱源模型作為焊接熱源[13]。
1.2 幾何模型和網格劃分
建立管道3層單道環向對接焊的三維實體模型,如圖1所示。選取外徑為114 mm、壁厚為11.13 mm的管道進行分析計算,考慮焊接熱源對管道遠端區域幾乎不產生影響,用于計算的管段長度取500 mm。由于焊縫和近焊縫區受熱源影響最大,將產生高溫和較大的應力梯度,因此在距離焊接中心線200 mm范圍內的網格劃分相對細密,而離焊縫區和熱影響區較遠的位置受熱源影響較小,采用相對稀疏的網格。
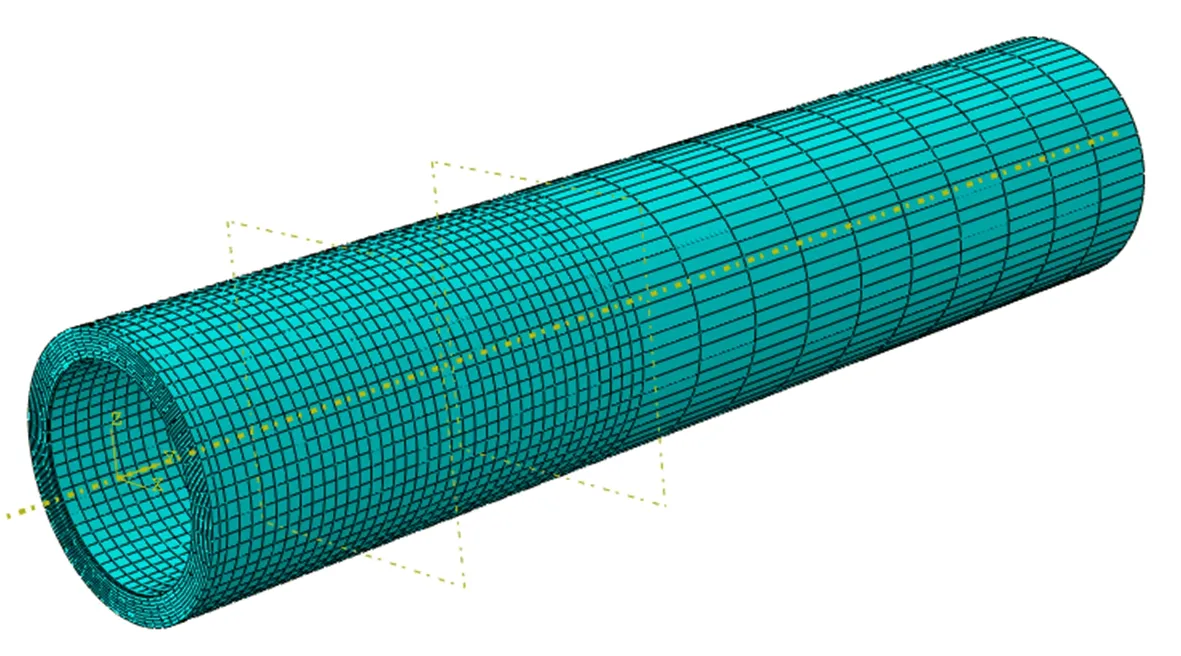
圖1 有限元模型Fig.1 Finite element model
氫擴散分析模型的幾何尺寸、網格劃分以及單元節點編號與焊接溫度場、應力場均保持一致。但需改變分析步類型為質量傳遞,選用三維八節點單元DC3D8。
焊縫開v型坡口,其幾何形狀如圖2所示。其中壁厚T=11.13 mm,Rf=3 mm,Ro=2 mm,管段總長度L=1 000 mm,焊縫坡口角度θ=60°。
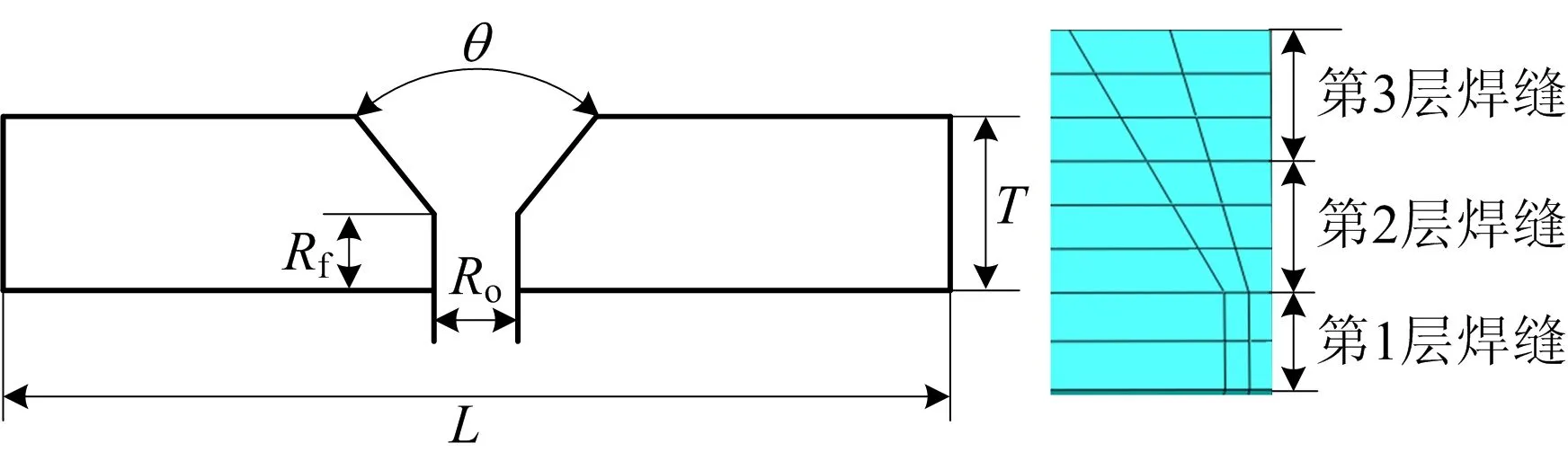
圖2 焊縫的幾何形狀Fig.2 Geometric shape of weld
1.3 材料參數
在進行焊接模擬計算時,需要考慮材料性能參數隨溫度變化。假設管道母材與焊料的材料屬性相同。材料性能參數隨溫度變化情況如圖3所示[14]。其中,α為導熱系數,W/(m·℃);cp為比熱容,10 J/(kg·℃);k為線膨脹系數,×10-6℃-1;E為彈性模量,×109Pa;μ為泊松比,×10-2;σs為屈服強度,×107Pa。密度為7 800 kg/m3。
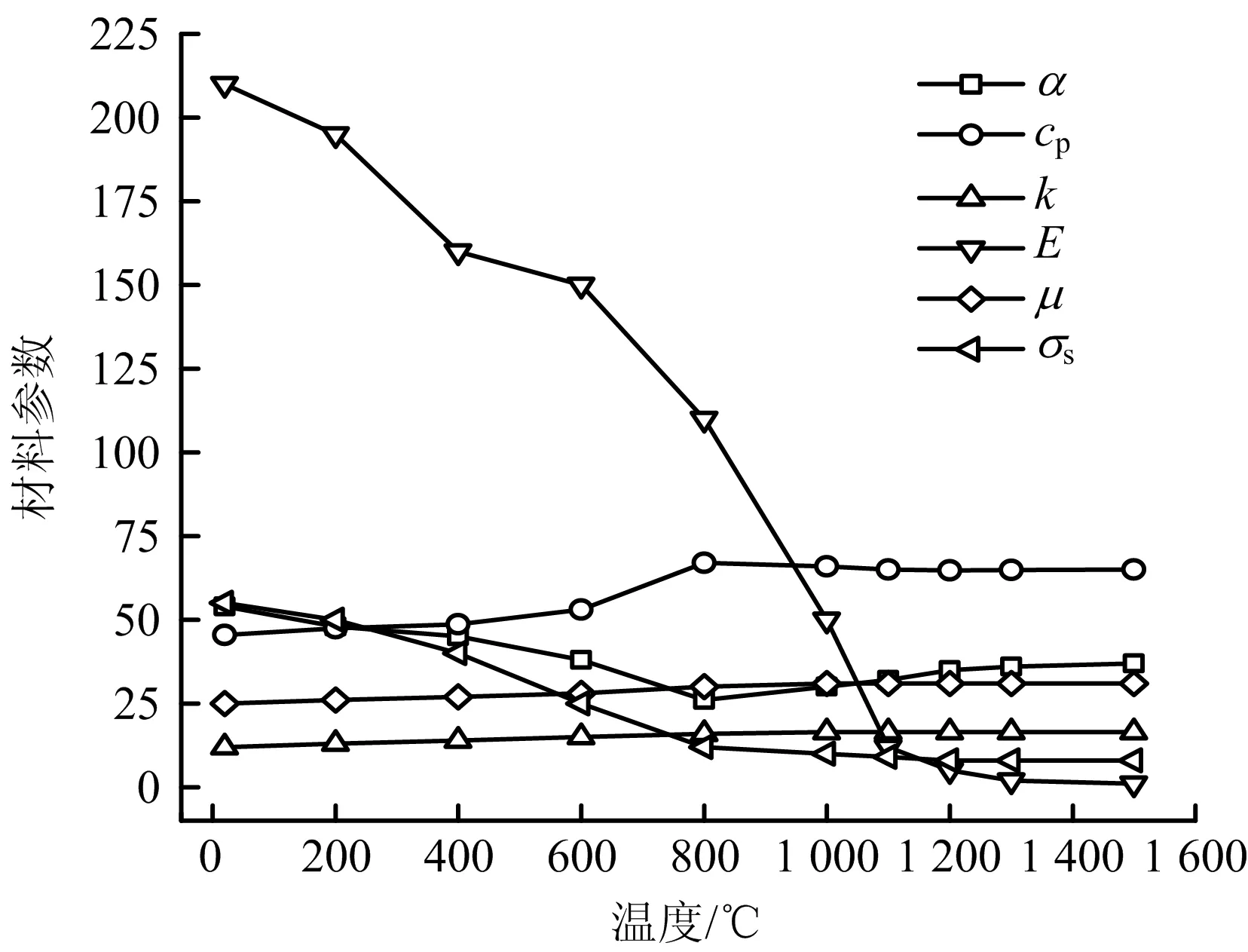
圖3 材料性能參數Fig.3 Material performance parameters
在氫擴散分析中,管道焊接接頭各部位的氫擴散參數采用表1所示的值[11]。
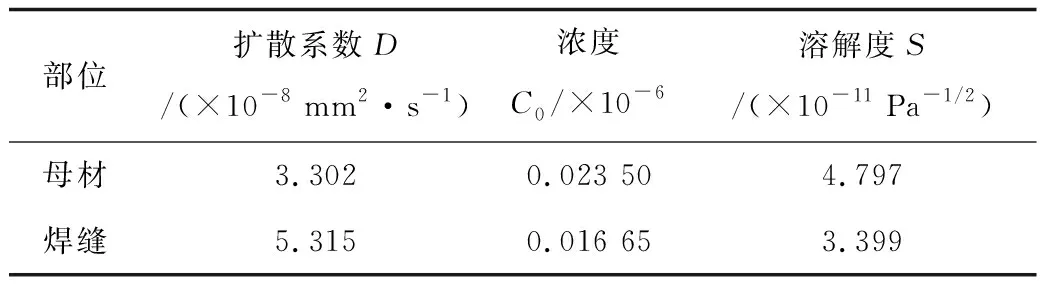
表1 焊接接頭各區的氫擴散參數Table 1 Hydrogen diffusion parameters in each zone of welded joint
考慮焊接殘余應力對氫擴散的影響,其應力梯度系數的計算方法如式(1)所示[10]:
(1)
式中:Kσ為應力梯度系數,N/m1/2;VH為氫原子在金屬材料中的偏摩爾體積,取值為2 000.0 mm3/mol;R為氣體常數,取8.3 J/(mol·K);T表示溫度,℃;θZ表示絕對零度,℃。
1.4 邊界條件
管道的初始溫度取20 ℃,對焊縫接頭的中心面施加對稱約束,并進行絕熱處理。對于管道的內外表面,考慮熱輻射和對流換熱的邊界條件,對流換熱系數取10 W/(m2·℃),熱輻射率取0.85。
在應力場計算中,為了保證管道不會發生剛性移動,約束起焊點位置沿切線方向的位移,在遠離焊縫處取2個節點固定。
在氫擴散分析中,表征邊界條件的參數是氫活度φ,其計算方法如式(2)所示:
φ=C/S
(2)
式中:φ為氫氣活度;C為原子氫濃度,%;S為原子氫溶解度,%。
考慮管輸介質中的氫進入金屬材料后的擴散行為,不考慮管道鋼在冶煉及焊接過程中引入到金屬材料中的氫,因此設定管道內表面的氫濃度為初始條件。氫以原子的形式擴散,當氫原子擴散至管道外表面時會結合成氫分子逸出,因而不考慮管道外表面的氫濃度。
1.5 模型驗證
DENG等[15]曾通過試驗方法對管道焊接接頭的殘余應力進行過測量,以DENG等的試驗方案為參考依據,驗證焊接模擬模型的正確性。根據文獻中提供的參數建立模型,將有限元模擬結果和DENG的試驗值進行對比,結果如圖4所示,由圖可以看出,通過有限元計算得到的軸向殘余應力與試驗測量得到的殘余應力分布趨勢基本一致,說明采用該有限元程序可以對管道焊接過程進行仿真模擬。
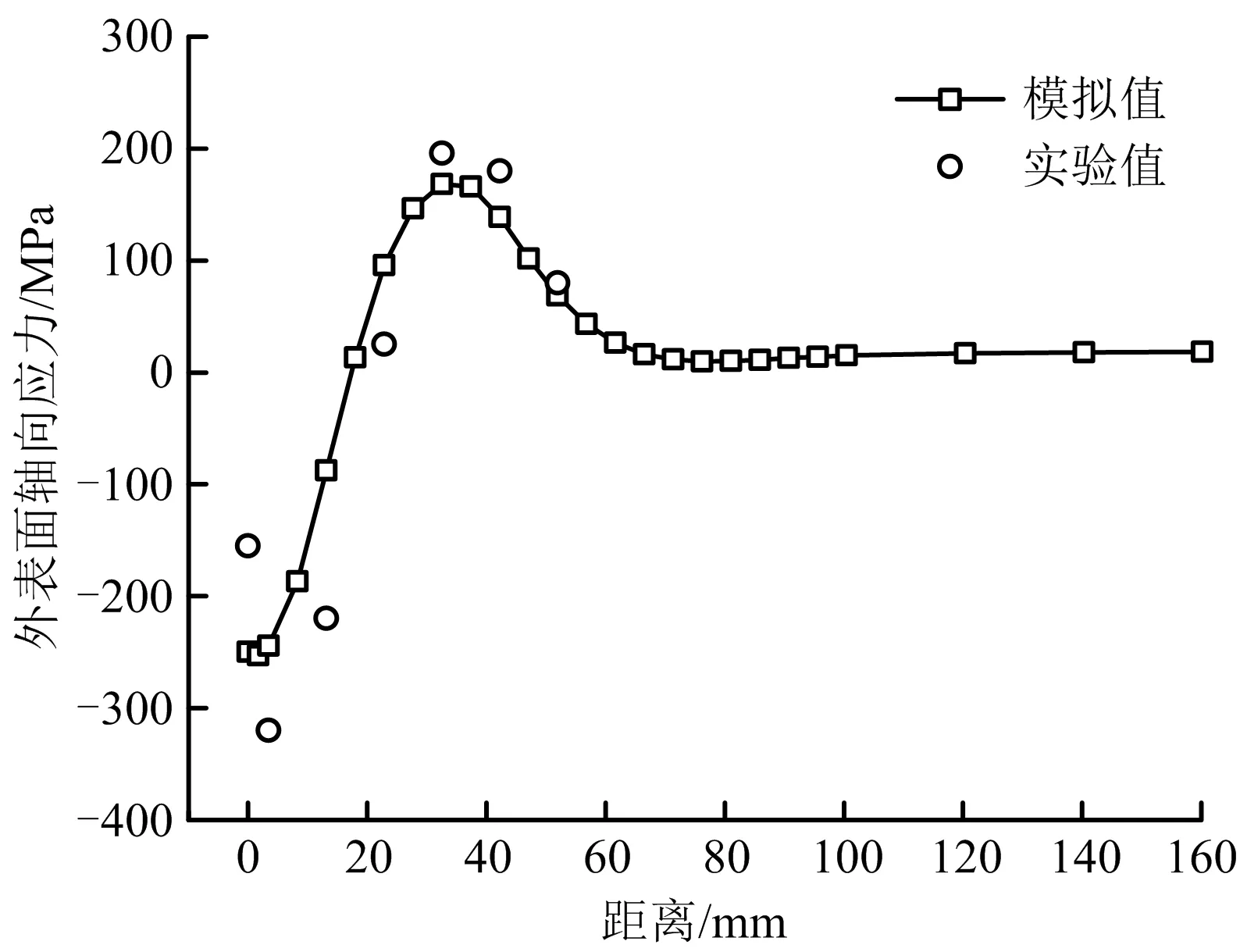
圖4 殘余應力模擬值與測量值對比Fig.4 Comparison of simulated and measured residual stress
2 殘余應力分析
管道焊后的等效殘余應力云圖如圖5所示。管道焊接完冷卻后在焊縫及其附近區域產生嚴重的應力集中現象,其最大等效應力值為618 MPa,已超過材料的屈服強度。等效應力主要集中在第2層與第3層焊接相鄰位置以及整個第3層焊縫區域,外表面的等效應力值大于內表面。
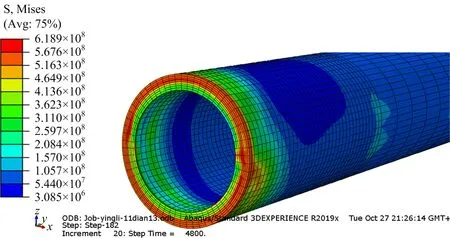
圖5 等效殘余應力云圖Fig.5 Cloud diagram of Mises residual stress
距焊接起點90°位置焊縫中心的軸向應力沿徑向路徑的變化趨勢圖如圖6所示,從圖6中可以看出,軸向應力沿管道厚度方向呈波動變化趨勢,層與層焊接交界位置為軸向應力波動變化的拐點。在焊縫區域的內表面形成軸向拉伸應力,在外表面形成軸向壓縮應力。

圖6 軸向應力沿徑向路徑變化Fig.6 Change of axial stress along radial path
距焊接起點90°位置焊縫中心的環向應力沿徑向路徑的變化趨勢圖如圖7所示,從圖7中可以看出,焊縫中心的環向應力在管道厚度方向上都呈拉應力狀態,最大值分布在第2層焊縫與第3層焊縫交界位置,焊縫區域外表面的環向應力大于內表面。
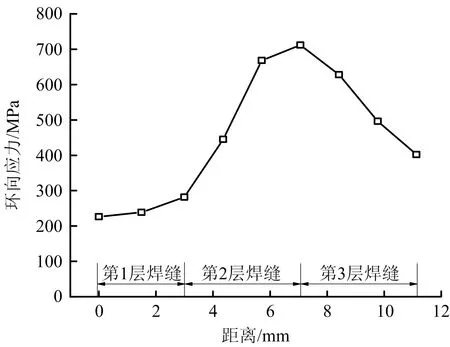
圖7 環向應力沿徑向路徑變化Fig.7 Change of hoop stress along radial path
通過對比焊縫區的軸向應力與環向應力發現,管道焊接接頭的環向應力值遠大于其軸向應力值,并且環向應力的變化梯度也大于軸向應力的變化梯度,說明在焊縫區域主要受環向應力的影響。
3 氫擴散分析
3.1 殘余應力作用下氫濃度分布
在氫擴散分析中,影響氫擴散的應力為靜水應力[16],其值為管道環向應力、軸向應力和徑向應力的平均值。圖8為距焊接起點90°位置焊縫中心的氫濃度和靜水應力沿徑向路徑的變化曲線。從圖8(a)中可以看出,焊縫中心的擴散氫濃度在管道徑向方向上呈波動分布趨勢,氫濃度最大值為0.058 3×10-6,位于第2層焊縫與第3層焊縫交界位置。如圖8(b)所示,焊縫中心的靜水應力在管道徑向方向上分布與氫濃度分布趨勢相似,在第2層焊縫與第3層焊縫交界位置存在靜水應力最大值355 MPa。
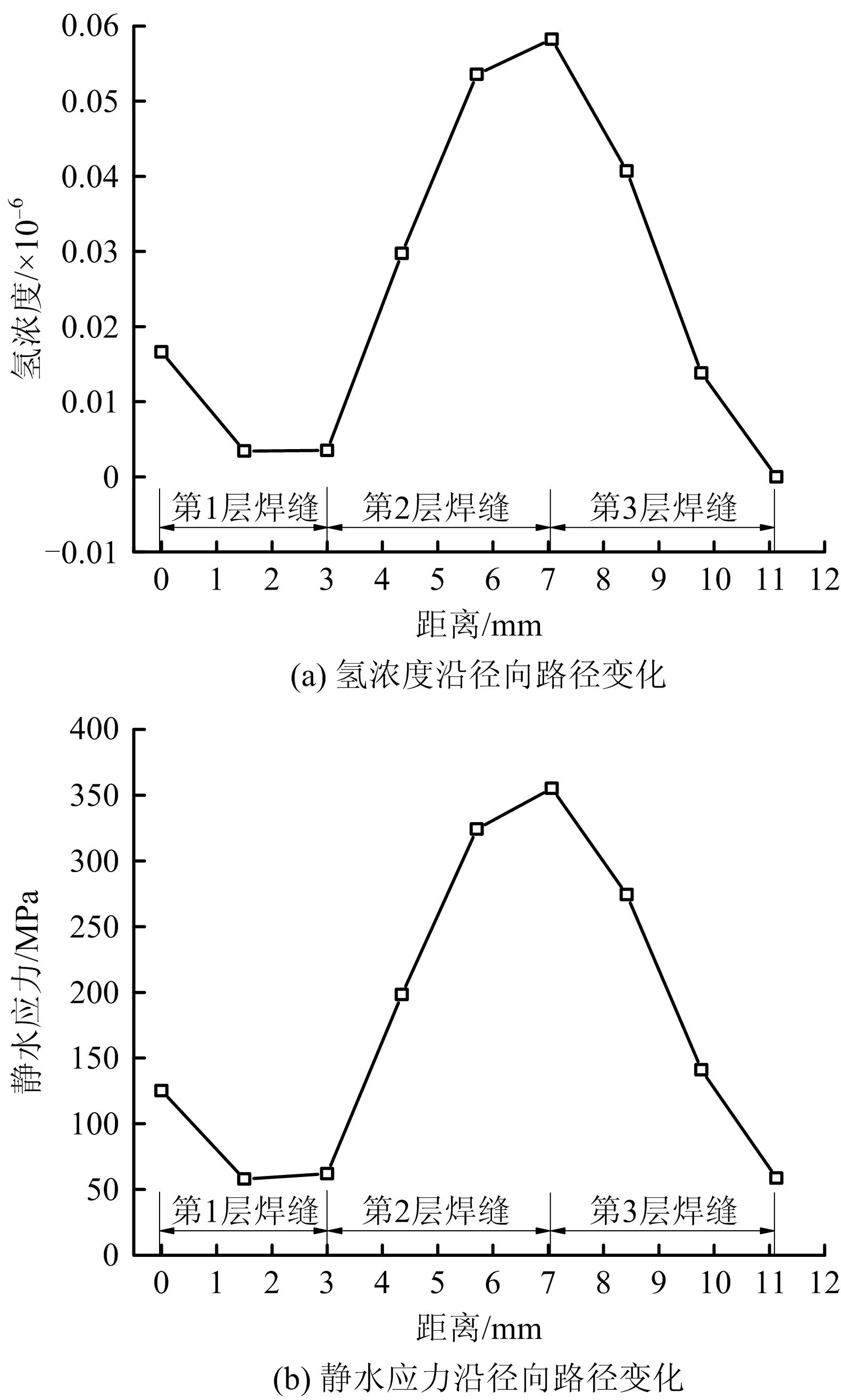
圖8 氫濃度及靜水應力沿徑向路徑變化Fig.8 Change of hydrogen concentration and hydrostatic stress along radial path
由此可見,氫濃度富集的部位與靜水應力集中的區域相對應。焊接殘余應力促進了氫在管道鋼中的聚集,其誘導氫原子向應力集中區域擴散。
3.2 無殘余應力作用下氫濃度分布
在無殘余應力狀態下,氫擴散的驅動力為濃度梯度。由于管道內、外表面邊界條件的設定使管道內、外壁之間存在濃度差,所以氫擴散方向為從管道內表面區域向管道外表面區域擴散。
單獨取某1區域焊縫單元的氫濃度分布云圖,如圖9所示,從圖中可以看出,氫濃度值從管道內表面至外表面逐漸減小。
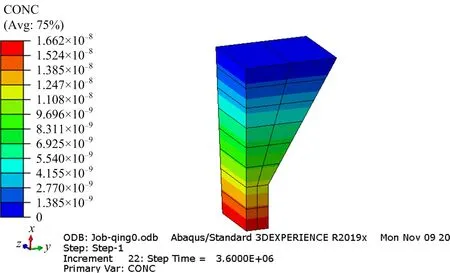
圖9 焊縫單元氫濃度分布云圖Fig.9 Cloud diagram of hydrogen concentration distribution in weld element
任取1軸截面,其氫濃度分布云圖如圖10所示,從圖中可以看出氫濃度沿管道軸向方向呈均勻分布狀態,管道母材區的氫濃度高于焊縫區,這主要是因為擴散氫在母材區的溶解度最大。
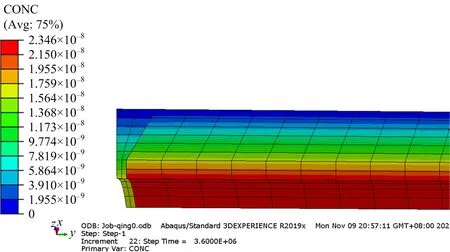
圖10 管道軸截面氫濃度云圖Fig.10 Cloud diagram of hydrogen concentration on pipeline axial section
3.3 2種狀態下氫擴散對比分析
從圖11中可以看出,有、無焊接殘余應力狀態下,焊縫中心的氫濃度分布存在明顯差異。當不考慮殘余應力時,焊縫中心的氫濃度最大值位于管道內表面,其最大值為初始濃度值0.016 6×10-6,并且從管道內表面至外表面氫濃度值逐漸降低。當存在殘余應力時,焊縫中心的氫濃度分布更加集中,此時氫濃度最大值為0.058 3×10-6,出現在第2層焊縫與第3層焊縫交界處。由此可以得到,當存在焊接殘余應力時,焊縫區中氫濃度最大值較無殘余應力狀態下增加了約3.5倍。此外,焊接殘余應力對氫擴散的影響作用大于濃度梯度的影響。
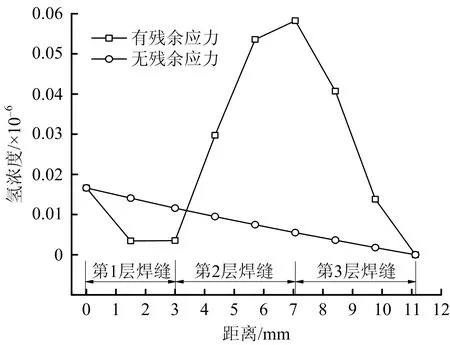
圖11 氫濃度分布對比Fig.11 Comparison of hydrogen concentration distribution
4 不同焊接層的線能量對氫擴散的影響
4.1 填充焊線能量的影響
保持打底焊、蓋面焊的線能量不變,不同填充焊線能量下焊縫中心處的氫濃度沿徑向路徑的變化曲線如圖12所示。由圖12可以看出,焊縫中心氫濃度分布隨填充焊線能量的增加呈減小的趨勢。3種焊接線能量下的最大氫濃度值分別0.058 3×10-6、0.056 7×10-6和0.055 7×10-6,即填充焊線能量越高,焊縫中心的氫濃度最大值越小。
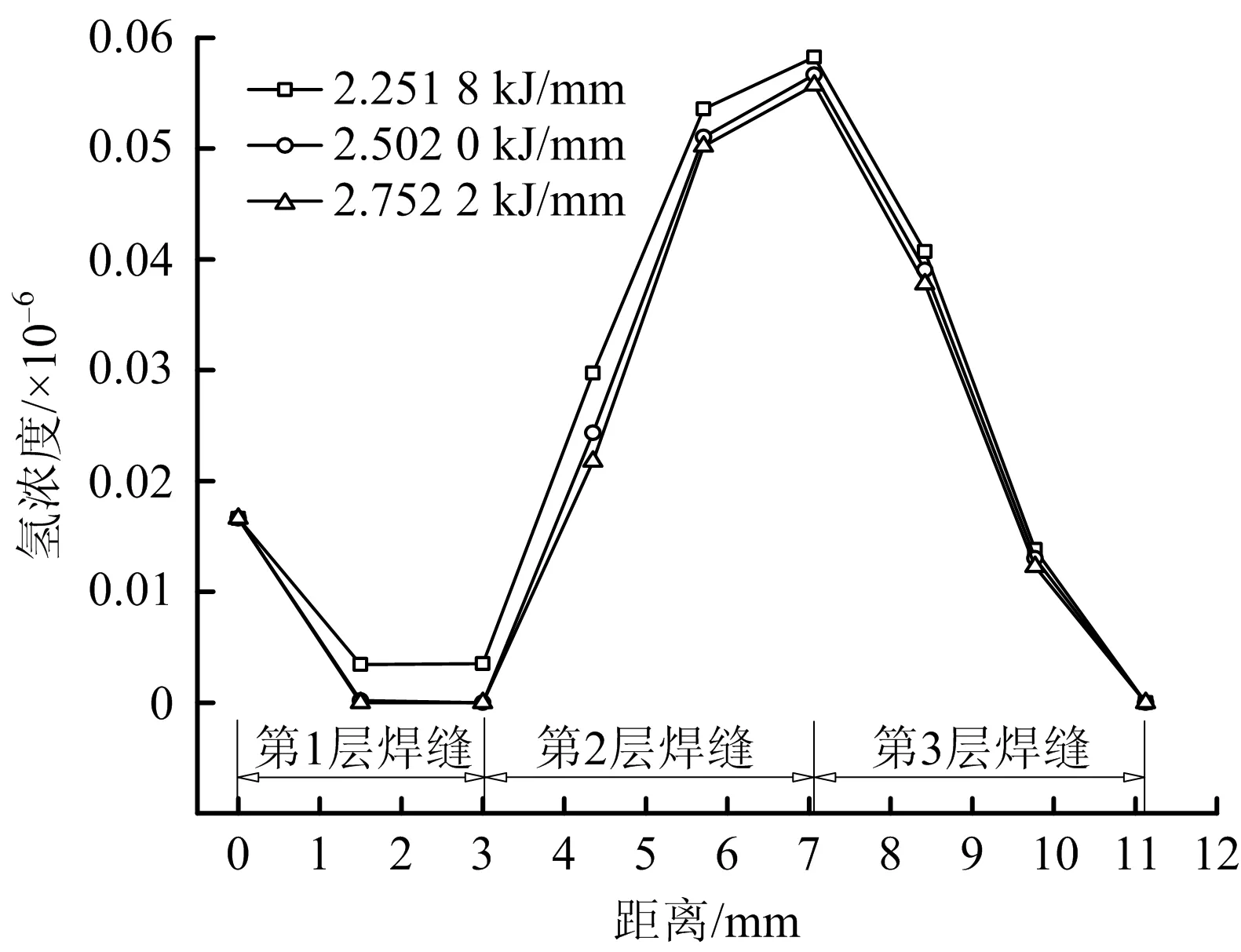
圖12 不同填充焊線能量下的氫濃度分布Fig.12 Distribution of hydrogen concentration under different filling welding line energies
4.2 蓋面焊線能量的影響
保持打底焊、填充焊的線能量不變,不同蓋面焊線能量下焊縫中心處的氫濃度沿徑向路徑的變化曲線如圖13所示。由圖13可以看出,蓋面焊線能量越低,焊縫中心氫濃度最大值越小。在焊接線能量分別為2.502,2.224,1.946 kJ/mm時,焊縫中心的氫濃度峰值分別為0.060 4×10-6、0.058 2×10-6和0.05×10-6。第1層焊縫和第2層焊縫區域的氫濃度都隨著蓋面焊線能量的降低而減小,并且氫濃度變化梯度較大。在第3層焊縫區域中,蓋面焊線能量的改變幾乎對氫濃度的分布不產生影響。
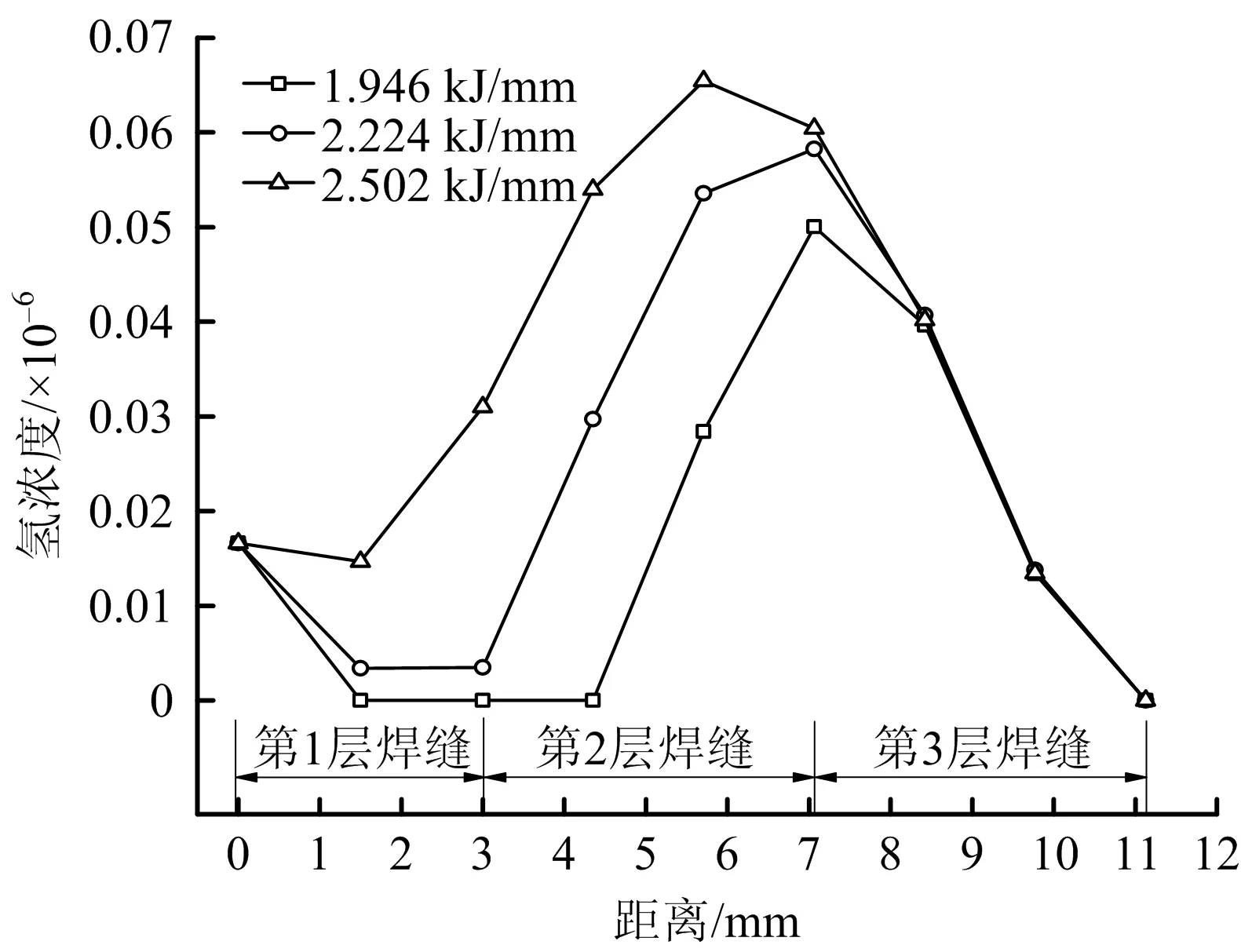
圖13 不同蓋面焊線能量下的氫濃度分布Fig.13 Distribution of hydrogen concentration under different cover welding line energies
4.3 打底焊線能量的影響
保持蓋面焊、填充焊的線能量不變,不同打底焊線能量下焊縫中心處的氫濃度沿徑向路徑的變化曲線如圖14所示,由圖中可以看出,不同打底焊線能量在第一層焊縫區域的氫濃度分布差異很小。

圖14 不同打底焊線能量下的氫濃度分布Fig.14 Distribution of hydrogen concentration under different priming welding line energies
5 結論
1)管道焊接完成后,焊縫及其附近區域的最大等效應力值為618 MPa,已超過材料的屈服強度,外表面的等效殘余應力大于內表面。在焊縫區域的內表面產生軸向拉應力,在外表面產生軸向壓應力,整個焊縫區都受到環向拉應力作用,且三向應力中環向應力最高,第2層焊縫與第3層焊縫交界處為應力最集中區域。
2)焊接殘余應力狀態對焊接接頭的氫濃度分布存在顯著影響。存在焊接殘余應力情況下,氫濃度分布與靜水應力分布狀態一致,都集中分布在第2層焊縫和第3層焊縫相鄰區域,其最大氫濃度值較無殘余應力狀態下高約3.5倍,且焊接殘余應力對氫擴散的影響作用大于濃度梯度的影響。
3)在實際焊接過程中,在焊接工藝標準允許的范圍內適當地提高填充焊線能量或者降低蓋面焊線能量可有效降低焊接接頭氫濃度富集程度,從而降低氫致裂紋敏感性,并且蓋面焊線能量對氫擴散的影響作用大于填充焊線能量的影響。
猜你喜歡
今日農業(2021年9期)2021-11-26 07:41:24
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
發明與創新·小學生(2021年3期)2021-03-25 11:48:49
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
電測與儀表(2015年5期)2015-04-09 11:30:52