進氣道蒙皮鼓動處理方案
2022-04-28 20:53:49劉秋娥
航空維修與工程 2022年3期
劉秋娥
摘要:對進氣道蒙皮鼓動發生及轉移現象進行分析,給出鼓動發生和轉移的根本原因及解決措施,從源頭遏制了進氣道蒙皮鼓動的出現。本措施經多架機驗證后已正式在飛機上貫徹執行。
關鍵詞:薄蒙皮鉚接結構;裝配應力;蒙皮鼓動;轉移;中心法鉚接
Keywords:thin skin riveted construction;assembly stress;skin bulge;transferred;center riveting
0 引言
進氣道因其受力較小而外形復雜,一般結構形式為薄蒙皮鉚接結構。飛機在進氣道裝配過程中,屢次出現蒙皮鼓動及鼓動轉移現象。若采用傳統方法排除鼓動,即在鼓動處增加鼓動條,勢必將鼓動轉化為內應力,鉚釘拉應力增加,鉚釘斷裂或蒙皮裂紋的可能性增大。因進氣道處于發動機口進氣段,鉚釘或蒙皮裂片可能直接被吸入發動機,造成發動機葉片損傷甚至出現發動機毀壞等安全事故,對飛行安全造成較大隱患。因此,當進氣道蒙皮出現鼓動時,設計及工藝人員往往要在現場進行分析,以制定合理的解決方案,排除鼓動。對裝配應力特別大的進氣道蒙皮鼓動,甚至出現更換整張蒙皮來排除鼓動的情況,花費了大量的人力、物力和財力。所以,迫切需要探究鼓動發生及轉移的機理,制定合理的解決方案,從根本上遏制鼓動的發生及轉移。
1 蒙皮鼓動的定義
薄蒙皮結構鉚接完成后,如果用手指輕按蒙皮,會出現上下顫動的現象并伴有響聲,這種現象叫做鼓動。蒙皮鼓動區域帶有較大的裝配應力,進氣道蒙皮鼓動一經發現必須排除。蒙皮鼓動與蒙皮松動不同,如果目視蒙皮凹陷或凸起,用手指輕按蒙皮,出現顫動現象但無響聲,這種現象叫做松動。因為鈑金件的制造公差及鉚接時蒙皮變形等問題的存在,蒙皮松動時有發生。蒙皮松動應力較小,可根據實際情況決定是否需要進一步處理。
2 鼓動出現、重現及轉移的原因
以蒙皮鼓動發生、重現和轉移為頂事件,列出如圖1所示的故障樹,對編號的底事件逐一進行分析。
2.1 底事件1:來料偏薄
故障蒙皮所使用材料為2A12-δ1.2-GJB 6470。現場對故障蒙皮厚度進行檢測,蒙皮厚度在1.1~1.2mm之間,符合GJB6470有關規定“材料厚度>1.0~1.2mm時,厚度允許偏差-0.15mm”。同時,檢查鼓動蒙皮所使用鋁板的材料入廠復驗記錄,材料厚度合格。因此,該底事件排除。
2.2 底事件2:零件超差
現場隨機抽取3件零件進行質量復查。用拉伸成形模(檢驗模)檢查零件貼胎情況,零件貼胎滿足相關文件要求。同時,對拉伸模及樣板進行符合性檢查,拉伸模與樣板外形符合,樣板符合設計要求。因此,該底事件可以排除。
2.3 底事件3:零件加工固有缺陷
進氣道鼓動部位蒙皮為雙曲度蒙皮,工藝成形采用蒙皮拉伸成形,拉伸成形模為陽模,拉伸成形方法導致蒙皮比理論型面肥大,檢驗時施加一定的力在一定范圍內貼胎為合格。但因蒙皮成形方法存在固有缺陷,在自由狀態下,蒙皮邊緣與成形模之間的間隙最大達5mm。因此,該底事件不能排除。
2.4 底事件4:鉚接順序不合理
為防止大而薄的蒙皮鉚接變形,產生松動或鼓動,鉚接時一般采用中心鉚接法(見圖2)。
對進氣道裝配指令進行檢查,裝配指令中對鉚接順序有明確規定,采用的是從前到后依次鉚接法進行鉚接(見圖3),對生產現場進氣道蒙皮鉚接進行跟蹤檢查,鉚接符合裝配指令要求。
采用從前到后依次鉚接法進行鉚接,薄蒙皮因鉚接引起的變形和應力會集中在蒙皮中部靠后區域,容易引起鼓動。因此,該底事件不能排除。
2.5 底事件5:強迫裝配
現場對進氣道蒙皮鉚接進行跟蹤檢查時發現,當蒙皮鉚接進行到一定階段時,薄蒙皮的鉚接變形使得后鉚接區域的蒙皮與骨架無法貼合,存在強迫裝配情況,當裝配應力達到一定級別時,鼓動出現。因此,該底事件不能排除。
2.6 底事件6:不同工序進氣道安裝順序的變化
在進氣道裝配過程中,當鼓動出現時,裝配廠會采取一些措施進行排除,如在鼓動蒙皮周圍隔框及長桁下增加墊片,但因此而產生的裝配應力并未消除。查看相應工藝文件并對現場進氣道在機體上的安裝進行跟蹤時發現,進氣道在裝配廠裝機后交付給總裝廠,總裝廠因為安裝系統管道等原因需將氣道拆下,安裝完系統管道后再重新裝配。此時,氣道安裝螺栓的裝配順序與裝配廠不同,加之安裝發動機、外翼等部件,使得進氣道載荷變化,導致在自然狀態(架外裝配)下排除的鼓動進一步出現,表現為鼓動重現或轉移。因此,該底事件不能排除。
2.7 底事件7:剛度較弱
受結構形式所限,進氣道與機身連接區無隔框加強,剛度相對其他區域較弱(見圖4),薄蒙皮鉚接的裝配應力達到一定級別時,剛度較弱區域蒙皮最易產生鼓動。這與現場情況吻合。因此,該底事件不能排除。
2.8 底事件8:蒙皮尺寸較大
進氣道蒙皮分為左右2塊,在進氣道軸線位置處對接,蒙皮尺寸較大,展開尺寸為長4100mm,寬1250mm,薄蒙皮因鉚接變形而引起的裝配應力無法釋放,容易產生鼓動。因此,該底事件不能排除。
3 鼓動解決方法
根據以上對底事件的逐一分析可知,除底事件3因現階段針對尺寸較大的雙曲度蒙皮只能采用拉伸成形法而無法改進外,其余對鼓動的產生有影響的底事件皆可通過制造工藝和設計的改進來減小或消除其影響。
3.1 工藝方法改進
1)調整鉚接順序(針對底事件4的改進)
調整蒙皮和隔框的鉚接順序,將原來從前向后依次鉚接法改為中心法鉚接法,即從中間位置的隔框向四周鉚接,減小薄蒙皮鉚接時的裝配應力。
2)蒙皮與隔框間隙控制(針對底事件5的改進)
嚴格控制蒙皮與隔框間隙。隔框定位后,如蒙皮與隔框的間隙大于0.3mm,在隔框與蒙皮之間按設計要求加墊(不大于1mm)以排除間隙。
3)更改螺栓安裝順序(針對底事件6的改進)
裝配廠更改氣道與機體連接螺栓的安裝順序,使螺栓安裝順序與總裝廠氣道拆卸后重新安裝時的順序一致,減少氣道因螺栓安裝順序不同帶來的應力重新分配問題。
3.2 設計改進方案
1)增加局部剛度(針對底事件7的改進)
a. 在剛度薄弱區域增加角材
在氣道剛度薄弱區域增加角材,以增加氣道局部區域剛度,角材在隔框處制造下陷,且按隔框進行分段。此方案不用更改現有工裝,不用新制工裝,成本低,周期短,還可以有效增加鼓動部位的結構剛度,如圖5所示。
b.在剛度薄弱區增加整根長桁
在剛度薄弱區域增加整根長桁,長桁形式為板彎件。隔框角材制造下陷,下陷區搭在板彎件長桁上,與內蒙皮鉚接。如圖6所示。此方案可增加鼓動區域局部剛度。但長桁板彎件的制造需新制工裝,周期長,成本高。
c.在剛度薄弱區域增加墊板
在氣道剛度薄弱區域的平直段增加δ0.8mm的墊板,以提升此段蒙皮剛度。增加墊板后,蒙皮剛度變化不大,且原隔板角材外形變化需新制工裝,周期長,成本高。
綜上所述,最終選擇在剛度薄弱區增加角材的方法來增加鼓動區域的局部剛度,抑制鼓動的產生。
2)蒙皮分塊(針對底事件8的改進)
增加蒙皮分塊,若工藝方法得當,可釋放部分蒙皮鉚接變形產生的裝配應力,對抑制鼓動的產生有一定作用。但進氣道蒙皮對縫間隙要求小于0.5mm,原裝配工藝采用修蒙皮、蒙皮對接、蒙皮與隔框連接的裝配順序,保證了間隙要求。因此,蒙皮分塊對抑制鼓動的產生不起作用。
3.3 完成裝配的進氣道鼓動處理方案
鼓動高度在3mm以下時,增加鼓動條。鼓動條不能按傳統方式直接進行鉚接,必須按鼓動外形修形,以避免重新產生裝配應力及鼓動竄位。同時,鼓動條增加了鼓動區域的剛度,避免此處出現因鼓動引起的蒙皮高頻振動而對飛機產生不利影響。
鼓動高度大于3mm時,需要根據實際情況對蒙皮進行挖補或更換處理。
4 驗證
5目前,已在多架飛機上完成了以上設計及工藝的更改和驗證工作,這些飛機在進氣道裝配、總裝拆裝進氣道過程中未再出現進氣道蒙皮鼓動現象。正式裝機后,進氣道蒙皮至今未出現鼓動現象。
改進工藝方法、在進氣道剛度薄弱區分段增加型材等措施的實施,可有效遏制進氣道蒙皮鼓動的發生,降低維修成本,保證飛行安全。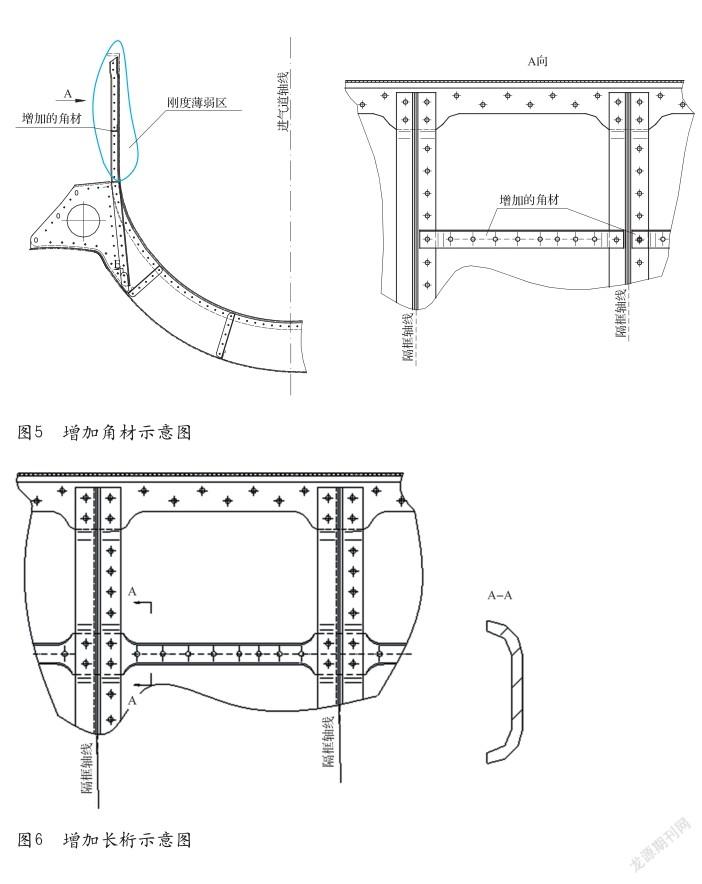
參考文獻
[1]殷俊清.航空薄壁件鉚接變形分析及預測研究[D].西安:西北工業大學,2017.
[2]吳涯,倪宏,吳濤,等.復雜薄壁曲面鈑金零件成形分析及加工[J].金屬加工,2014(3):75-78.
[3]張開富,程暉,劉平.薄壁件裝配變形及控制技術[M].北京:國防工業出版社,2015.
