現場總線技術與工業以太網在燃料管控的結合應用
2022-04-28 12:03:34張德強朱鋼毅趙福剛靳志達
煤質技術 2022年2期
張德強,朱鋼毅,趙福剛,靳志達
(1.長沙開元儀器有限公司,湖南 長沙 410100;2.國能長源漢川發電有限公司,湖北 武漢 413614)
0 引 言
2020年我國能源結構中煤炭占比約在56.8%,由此決定火力發電仍占電力生產的主要部分,而煤炭占火力發電成本的70%以上,因此燃料管控就成為電力生產中的重要環節[1]。隨著發電行業改革的不斷深入和煤炭價格的市場化,面對著“市場煤、計劃電”的現實格局,如何降低成本并提高企業的核心競爭力是每個發電企業面臨的巨大挑戰。基于發電成本已成為影響發電企業核心競爭力的關鍵因素,為了提高企業的經濟效益與競爭力,須在燃料管控系統挖潛增效。為提高燃料管控的數字化、信息化水平,目前發電企業重點關注的焦點集中于通過燃料管控系統將燃料采制化過程進行集成布置和有效管理[2-3]。
近年來,隨著國內各電力集團燃料智能化建設的持續推進,對燃料智能化控制技術的要求也越來越高。為了符合各大電力集團對燃料智能化管控提出的新要求,各大設備廠家、系統集成商研發出多種燃料智能化管控系統,產品覆蓋了燃料計量、采樣、制樣、化驗、煤場管理及流程控制等環節的管理全過程,已基本實現過程無人干預、數據不失真及不落地,對提高火電廠燃料管理的能效起到積極的作用。伴隨著自動化控制系統日新月異,現場總線技術與工業以太網在火電廠燃料管控等得以現場應用[4-15],尤其傳統的可編程邏輯控制器(Programmable Logic Controller,PLC)、集散控制系統(Distribute Control System,DCS)標準不斷相互滲透,從而彌補相互之間的不足而得以完善。現場總線控制系統(Fieldbus Control System,FCS)也即現場總線技術,其與可編程自動控制器(Programmable Atomic Controller,PAC)也在新的自動控制需求下應運而生并得到飛速發展。現場儀表及傳感技術已達到較高的水平且能較好地支持閉環控制。總線控制技術朝著統一、高速、穩定方向發展,其中尤以基于以太網技術發展起來的工業以太網最為流行,Profinet即為其中的佼佼者[16]。
筆者將著重討論燃料智能化系統控制技術的設計理念、工業過程控制中DCS與FCS兩大控制技術在燃料智能化管控系統中的應用和性能對比。
1 現場總線技術的產生與發展
信息技術的飛速發展致使現場總線技術的產生,現場總線技術的發展同時又推動了控制系統的向前發展。現場總線是應用于生產現場并在控制設備之間實現雙向串行多節點通訊的數字通信系統,其為在80年代后期發展的1種先進的現場工業控制技術,結合數字通信技術、計算機技術、自動控制技術、網絡技術和智能儀表等多種技術手段,從根本上突破傳統的點對點式模擬信號或數字模擬信號控制的局限性[17]。智能現場設備為現場總線的基礎,其分散在各個工業現場且通過現場總線連為一體,從而與控制室中的監控設備共同構成FCS。
FCS可將不同廠商的現場總線產品集成在同一套FCS中,具有互換性和互操作性,且將傳統DCS的控制功能下放至現場智能設備以完成數據采集、數據處理、控制運算和數據輸出等功能,因此FCS更好地體現了“信息集中、控制分散”的概念;FCS連線簡單,將大幅降低安裝和連線的費用[17]。現場設備的智能化將增強現場設備的功能、減少一半以上的I/O設備,并提供更多的信息流動。由于結構上的改變,FCS比DCS節約硬件設備,同時減少大量電纜,使施工、調試簡化。
FCS是影響今后幾十年自動控制技術發展的控制體系結構變革,其將成為自動控制系統的主流。
2 現場總線技術的實際使用效果
現場總線技術是當今自動化領域技術發展的熱點之一,被譽為自動化領域的現場局域網。現場總線使自控系統與設備加入到信息網絡的行列,將企業信息溝通的覆蓋范圍一直延伸至生產現場,在實際應用中也取得顯著的經濟效益。
以華能玉環電廠水處理FCS系統為例:按傳統設計共有I/O點536點(模擬量87點),其中490點采用了現場總線儀表或設備。經分析和計算,在控制機柜(含模件)、儀表設備2個方面,FCS價格高約12.6%和12.2%;在信號電纜、電纜橋架、安裝和接線等材料投資方面,FCS分別節省52.7%、50.6%、86.3%。綜合比較基建直接造價,FCS能節省約7%。以上僅是可量化的主要直接投資,未計算節省的安裝工日和縮短調試時間的人力費用[3]。
分享另1個某石油化工廠的案例:采用FCS設備的總投資費用比DCS系統要多0.158%,所占費用比例不高卻使控制系統的層次上升至較高的水平。采用FCS可以加快項目建設的進度,對日后設備的管理和維護均帶來革命性的變化[2]。
從以上2個實際案例中可看出,用戶對FCS系統的實際使用效果持正面和肯定的態度。
3 現場總線技術與工業以太網的結合應用
3.1 工業以太網對現場總線技術的意義
現場總線技術(以下簡稱現場總線)同樣也存在著各式各樣的標準,根據國際電工委員會針對現場總線最新的標準IEC 61158(2007年發布的第4版),目前已有20種現場總線加入了該標準,詳見表1。在相當長的一段時間內,仍將會出現多種現場總線標準共存的局面。

表1 IEC 61158中收錄的20種現場總線Table 1 20 fieldbuses included in IEC 61158
而在現場總線標準中,由于工業以太網具有良好的適應性、兼容性、擴展性及與信息網絡的無縫連接等特性,越來越多的廠商正在努力使以太網技術進入工業自動化領域。
3.2 工業以太網的技術特點與應用
由于現場總線的標準化制定存在一定的難度,人們開始尋求新的工業通訊出路,此時符合IEEE 802.3標準的局域網(LAN)產品組之以太網技術出現,并按照IEEE 802.3實施標準化。工業以太網是指在工業環境的自動化控制及過程控制中應用以太網的相關組件及技術并采用TCP/IP協議、與IEEE 802.3標準兼容、在應用層會加入各自特有協議的通信技術[18-19]。工業以太網技術具有技術簡單、開放性好、價格低廉等特點,在辦公和商務市場具有很高的占有率。
工業以太網最大的優勢在于可滿足控制系統各個層次的要求,使得企業的信息網絡和控制網絡能夠實現統一,網絡集成相對容易且快速,開發技術廣泛,硬件升級范圍廣,價格低廉,易獲得眾多廠商的支持[20]。其技術特點具體表現在以下4個方面:① Ethernet是全開放、全數字化的網絡,不同廠商的設備遵照網絡協議極易實現互聯;② 以太網能實現工業控制網絡與企業信息網絡的無縫連接,形成企業級管控一體化的全開放網絡;③ 軟硬件成本低廉:由于以太網技術已很成熟,支持以太網的軟硬件受到廠商的高度重視和廣泛支持,目前有多種軟件開發環境和硬件設備供用戶選擇[21];④ 通信速率高:隨著企業應用場景的復雜化,10 M、100 M的快速以太網開始廣泛應用,千兆以太網技術也逐漸成熟,10 G以太網也正在研究,其速率比現場總線更快[22]。
在生產過程數字化和工業設備網絡化的時代,實時數據傳輸是邁向工業 4.0 的關鍵因素。工業以太網在所有業務和生產級別創建一致的網絡基礎設施,并支持實時數據和IT數據的無沖突透明傳輸。通過使用工業以太網協議,可以在可預測的傳輸時間內可靠地獲得大量數據,甚至是在對參與者的數量幾乎沒有限制的情況下。
由于快速以太網、交換技術或全雙工傳輸等技術的進一步發展,工業以太網協議已成為當今自動化技術中最重要的傳輸類型之一。通過快速以太網實現的實時傳輸在傳感器和控制/執行器級別變得日益重要。PROFINET、VNET/IP和EtherCAT等協議的總線周期可達到100 μs,意味著其周期時間不到1 ms,可滿足嚴格的實時要求。
以工業以太網的佼佼者Profinet為例,其實時通信功能主要是在交換式以太網的基礎上通過優化數據幀RT實時通道與時分復用等技術來實現。Profinet對于不同的應用及其實時性能要求的不同,包含了3種實時類型,且該3種通道可以在同一網絡或設備上同時運行[23]。Profinet通信協議結構如圖1所示。
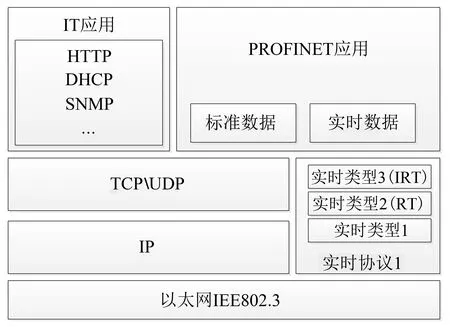
圖1 Profinet通信協議結構Fig.1 Profinet communication protocol structure
Profinet通信的性能等級如下:
(1)用于非實時性數據的TCP/IP標準通信。適合對時間要求不高的普通應用場合,滿足自動化層與其他網絡連接的需求。
(2)用于實行性數據的實時(RT)通信。為了能滿足自動化中的實時要求,在 Profinet中規定優化的實時通信通道,不僅最小化通信棧,且也對網絡中數據的傳輸進行優化。按照IEEE802.1q的標準將信息包區分為不同的優先級,設備之間的數據流由網絡部件根據此優先級進行控制。RT通信需要使用特殊的工業交換機。
(3)對于時間要求特別嚴格的同步實時(IRT)通信,特別適用于高性能傳輸、過程數據的等時同步傳輸以及高性能的同步運動控制,比如一些伺服運動控制場合。Profinet的同步實時IRT功能由內嵌的同步實時交換芯片提供,需要使用特殊的工業交換機,且須對通信路徑進行規劃,明確通信規則。此種基于硬件的同步實時通信解決方案能夠在大量數據傳遞下保持足夠高的時間確定性。
上述3種性能等級的Profinet通信已覆蓋自動化應用的全部范圍。相信在不久的將來,工業以太網將成為工業控制網絡結構的主要形式和發展趨勢。
4 燃料智能化管控系統控制技術設計理念
燃料智能化管控系統是集智能化設備、設備監控和經營管理流程于一體的信息化綜合系統,系統控制技術的穩定性、可靠性、安全性直接影響到整個系統的實用性。整個系統應采用高度解耦架構設計,設備、部件、單元控制系統可以按需組合,快速適應客戶需求。通過現場儀表、傳感器、執行機構、控制器完成對現場的控制,總體上應采用“危險分散”理論,將控制功能下放到各級設備,實現分布式控制,子系統分散運行可以避免采用集中控制帶來的系統性風險。
設備內部應實現總線接入,如Profibus、Profinet、Modbus,方便接入各種儀表和控制器。設備級之間建議統一采用工業以太網Profinet環網形式組網:Profinet采用全雙工通訊,各子系統之間數據傳遞實時、網絡抗干擾穩定。應深入挖掘閉環控制,既從整個燃料流程中找大的閉環,又從細節上找精度控制的閉環,實現人閉環、信息流閉環、設備動作閉環、煤樣閉環。數據系統應堅持“不落地”思維,加強對數據的加密措施,確保數據在整個燃料系統中的全流程信息安全。應加強安全措施,從人員、設備、信息、煤樣的安全著手,在任何可能的環節均細致考慮,妥善安排安全聯鎖、警示標識、培訓、區域限制等工作。人機界面(管控界面)應從技術標準、功能性、安全性、實用性、易用性等多個角度綜合設計,以期最終達到易用性好、實用性強、集中管控到位、安全穩定可靠、予人美感。自主研發的燃料智能化管控系統架構如圖2所示。
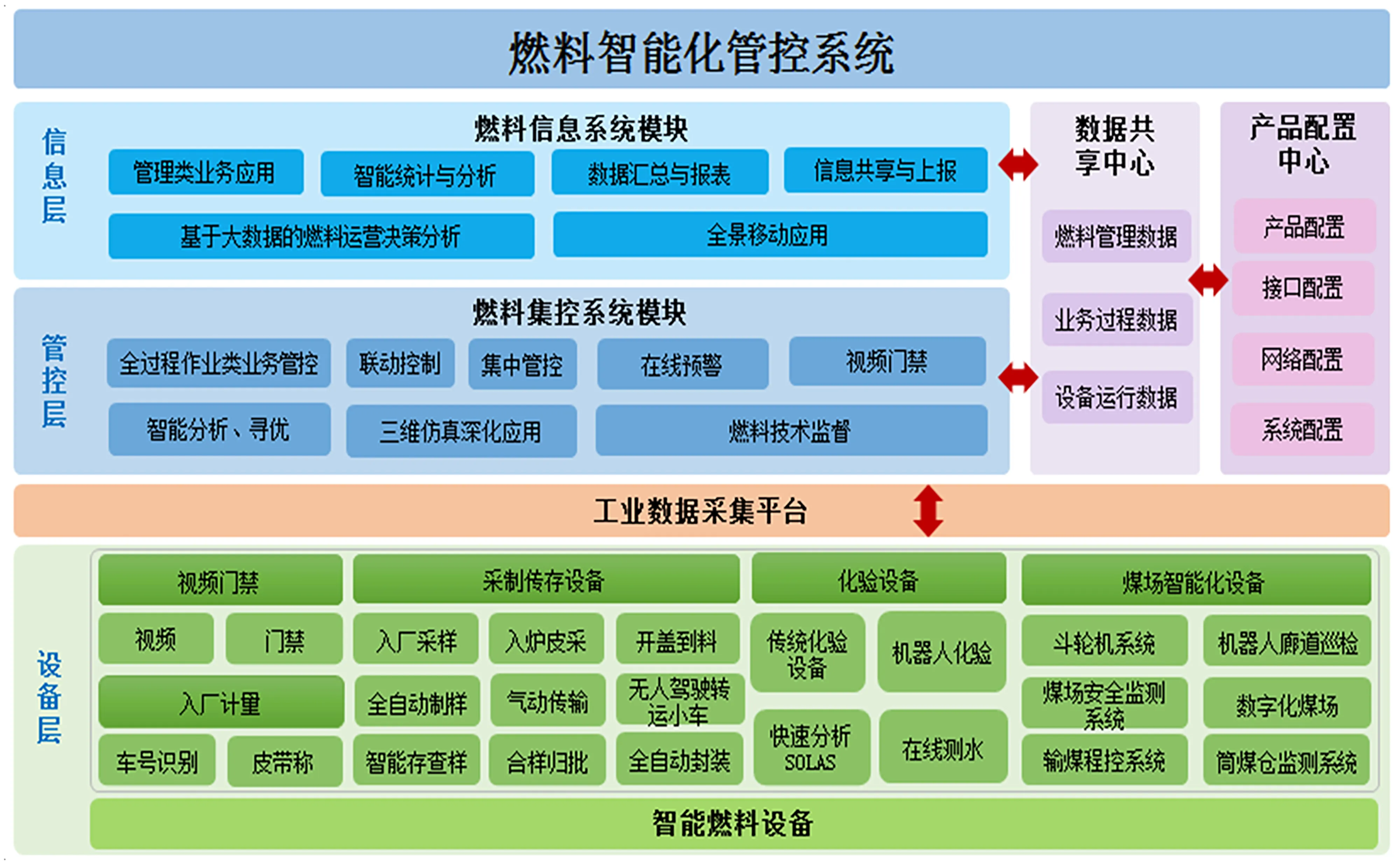
圖2 自主研發的燃料智能化管控系統架構Fig.2 Intelligent fuel management and control system architecture by developed independently
5 DCS與FCS技術的應用對比
目前燃料智能化管控系統,主要采用以PLC、以太網、串口、數據庫、人機組態等技術實現,也有部分系統通過DCS控制實現,各大廠家也在不斷融合FCS控制方式,將更多的總線控制融入到燃料管控系統中。采用DCS和FCS的燃料管控系統結構對比如圖3所示。
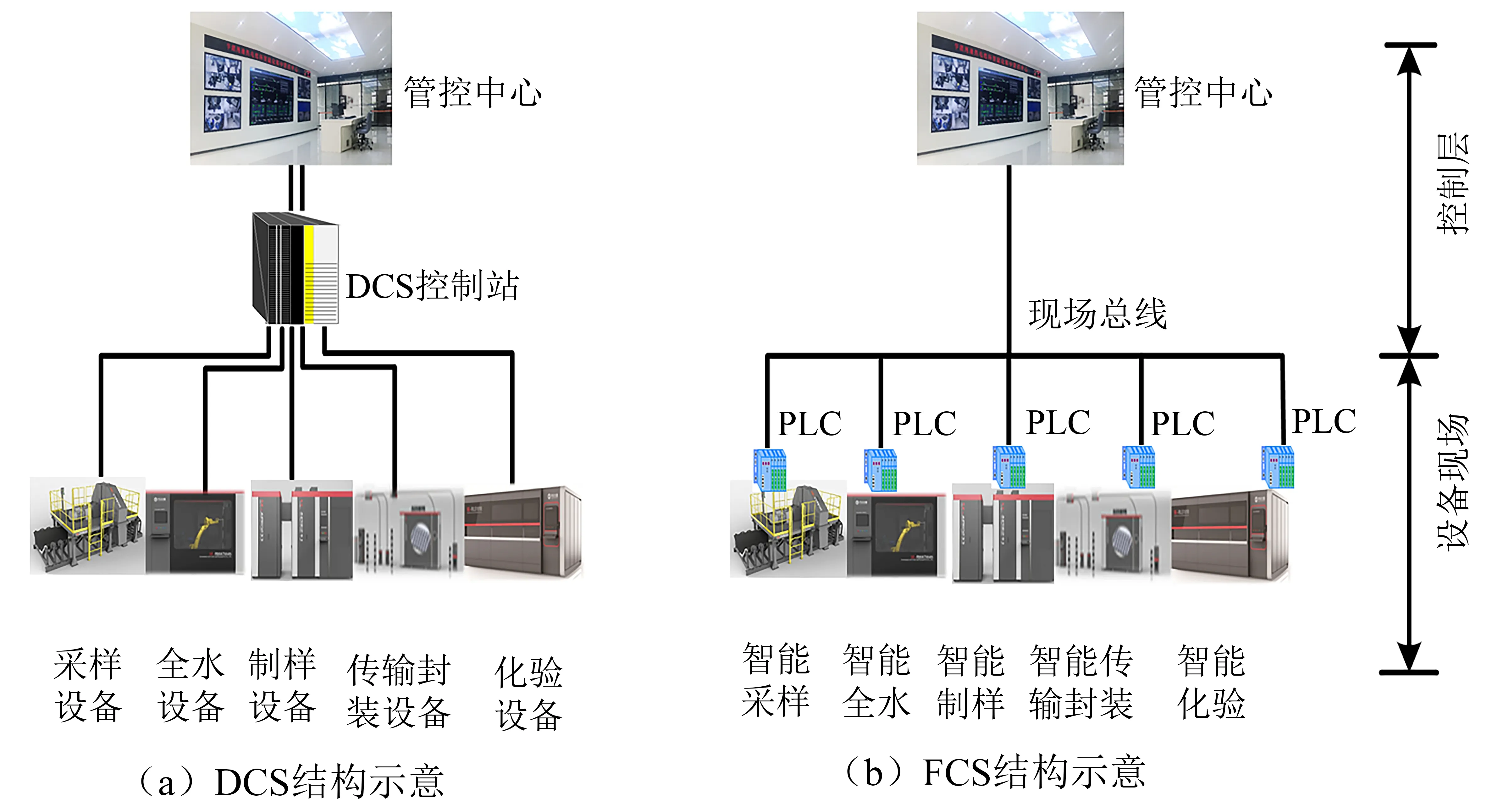
圖3 分別采用DCS和FCS的燃料管控系統結構對比Fig.3 Comparison of fuel management and control system structures using DCS and FCS respectively
5.1 燃料智能化系統功能層級架構
電廠對燃料總體控制需求基本統一,燃料智能化系統功能層級也基本一致。燃料智能化系統功能層級架構如圖4所示。
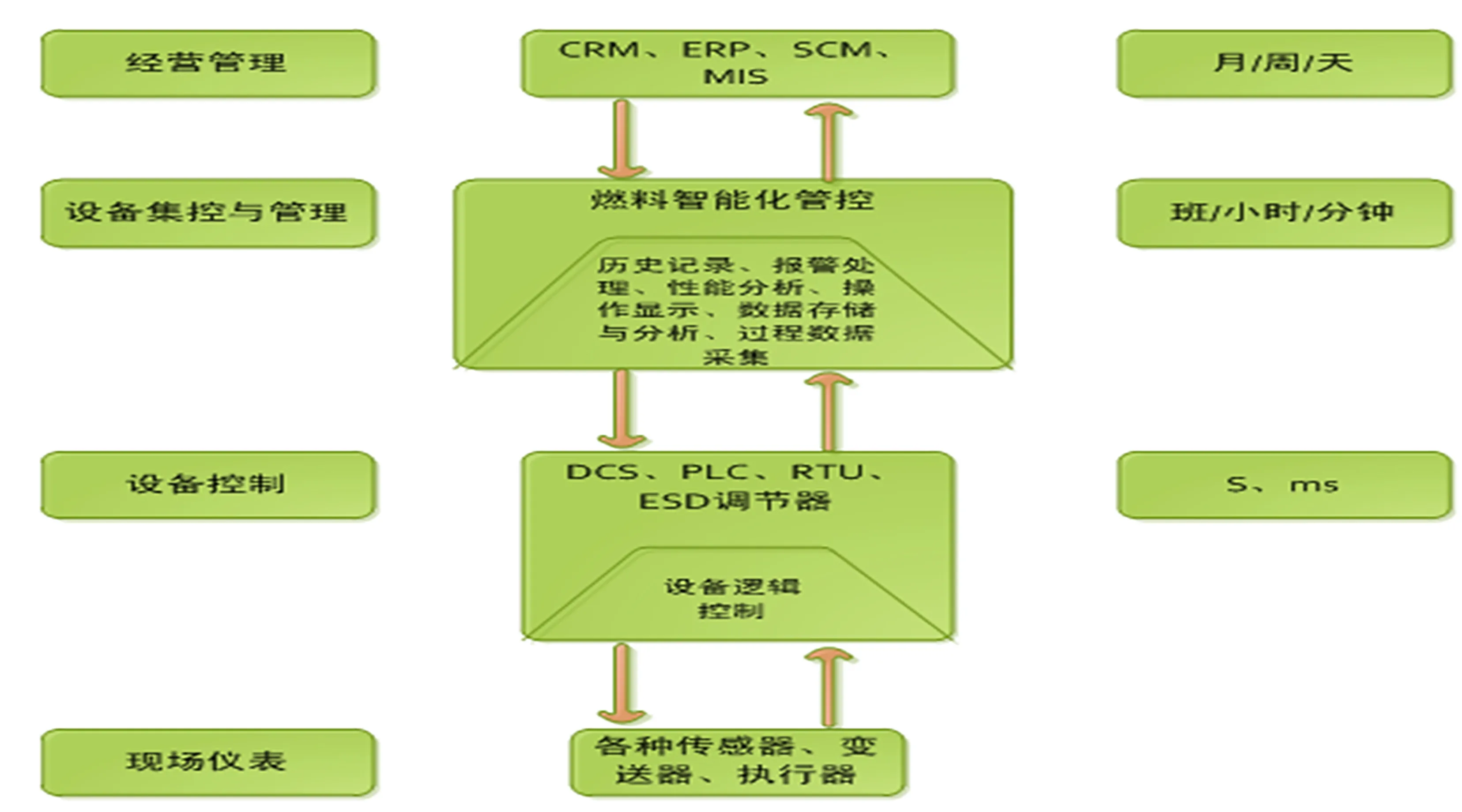
圖4 燃料智能化系統功能層級架構Fig.4 Functional hierarchy diagram of fuel intelligent system
5.2 燃料控制系統方案分析比對
針對DCS、PLC+數據庫/OPC+IPC、PLC+FCS+IPC控制系統的相應方案分析各控制系統應用到燃料管控系統中的優缺點,并從中優選1種方案。
5.2.1DCS控制系統方案
選用DCS控制器進行集中控制,將所有設備的控制集中到1個控制單元內。DCS控制系統架構如圖5所示。
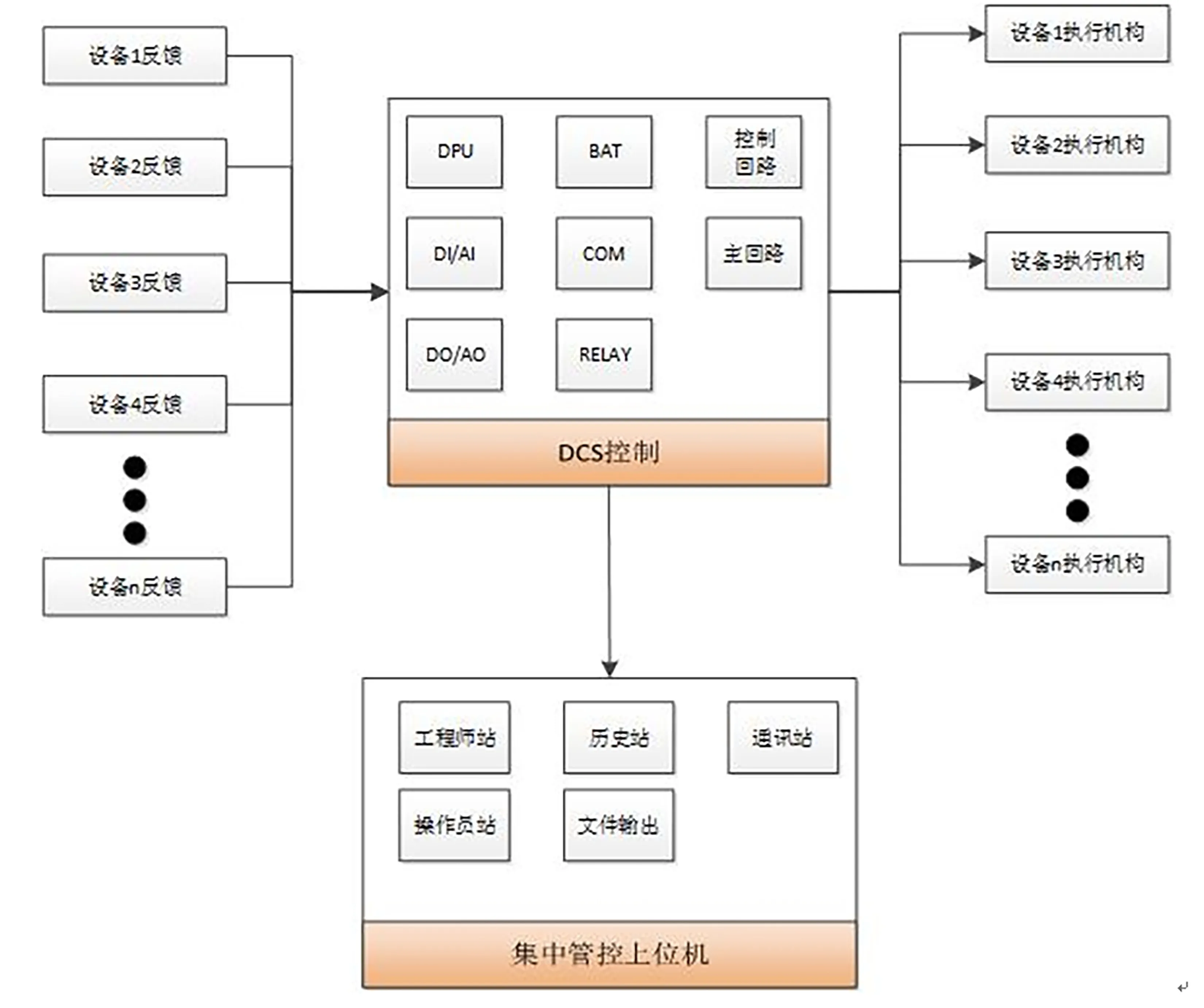
圖5 DCS控制系統架構Fig.5 DCS control system architecture
5.2.2PLC+數據庫/OPC+IPC控制系統方案
選用獨立PLC+數據庫/OPC (用于過程控制的OLE) +IPC(工業計算機)控制模式,各個設備具有獨立的控制器和控制回路以及能獨自完成一定功能的子系統,即使管控中心出現故障,各子系統仍能完成各自的功能;各子系統通過數據庫或OPC服務器的方式,實現各系統之間的聯系;各子系統獨立,有利于標準化,能靈活實現各子系統之間的組合,形成適應于現場的系統。PLC+數據庫/OPC+IPC控制系統架構如圖6所示。
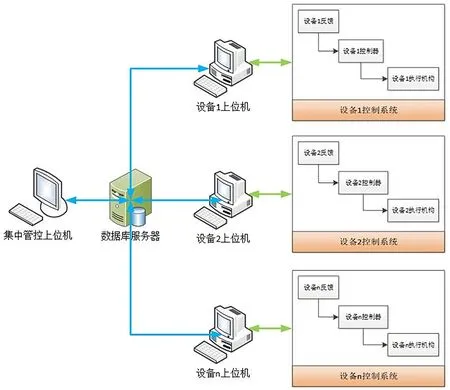
圖6 PLC+數據庫/OPC+IPC控制系統架構Fig.6 PLC + database/OPC + IPC control system architecture
5.2.3PLC+FCS+IPC控制系統方案
PLC+FCS+IPC控制系統有效利用分布式控制技術、運動控制技術、總線控制技術的結合,有效地貼合燃料智能化系統設備分散、子系統小型化、子系統組合多樣化、子系統數字化、子系統控制高速要求等特點,從根本上解決燃料智能化設備控制系統遇到的問題,既能解決各制造商的標準化訴求,又能實現使用方要求的集中管控需求。
此方案系統由管控中心上位機、中心控制器(冗余PLC)、各子系統控制器(PLC)、統一的工業以太網、現場智能執行機構和信息采集器等組成。利用中心控制器管理總流程,銜接各子系統間控制流轉,使用標準統一的工業以太網實現網絡統一,一網到底,高速安全。管控中心上位機接收信息系統業務數據,輔助中心控制器控制,根據中心控制器提供的控制信息,各子系統獨立完成系統內功能,同時將執行結果和過程狀態提供給中心控制器,管控中心上位機將采集到中心控制器的信息展示給監控者,實現對燃料智能化過程管控。采用PLC+FCS+IPC控制系統架構如圖7所示。
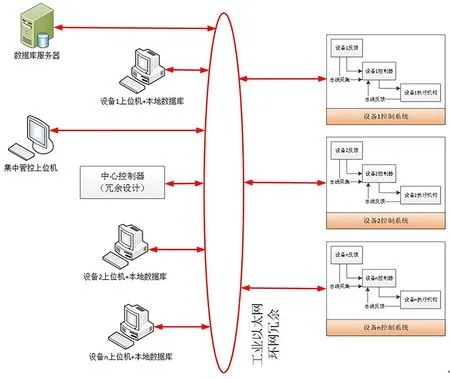
圖7 PLC+FCS+IPC控制系統架構Fig.7 PLC + FCS + IPC control system architecture
5.2.4方案優缺點比較
DCS控制系統方案、PLC+數據庫/OPC+IPC控制系統方案、PLC+FCS+IPC控制系統方案的優缺點對比匯總于表2。
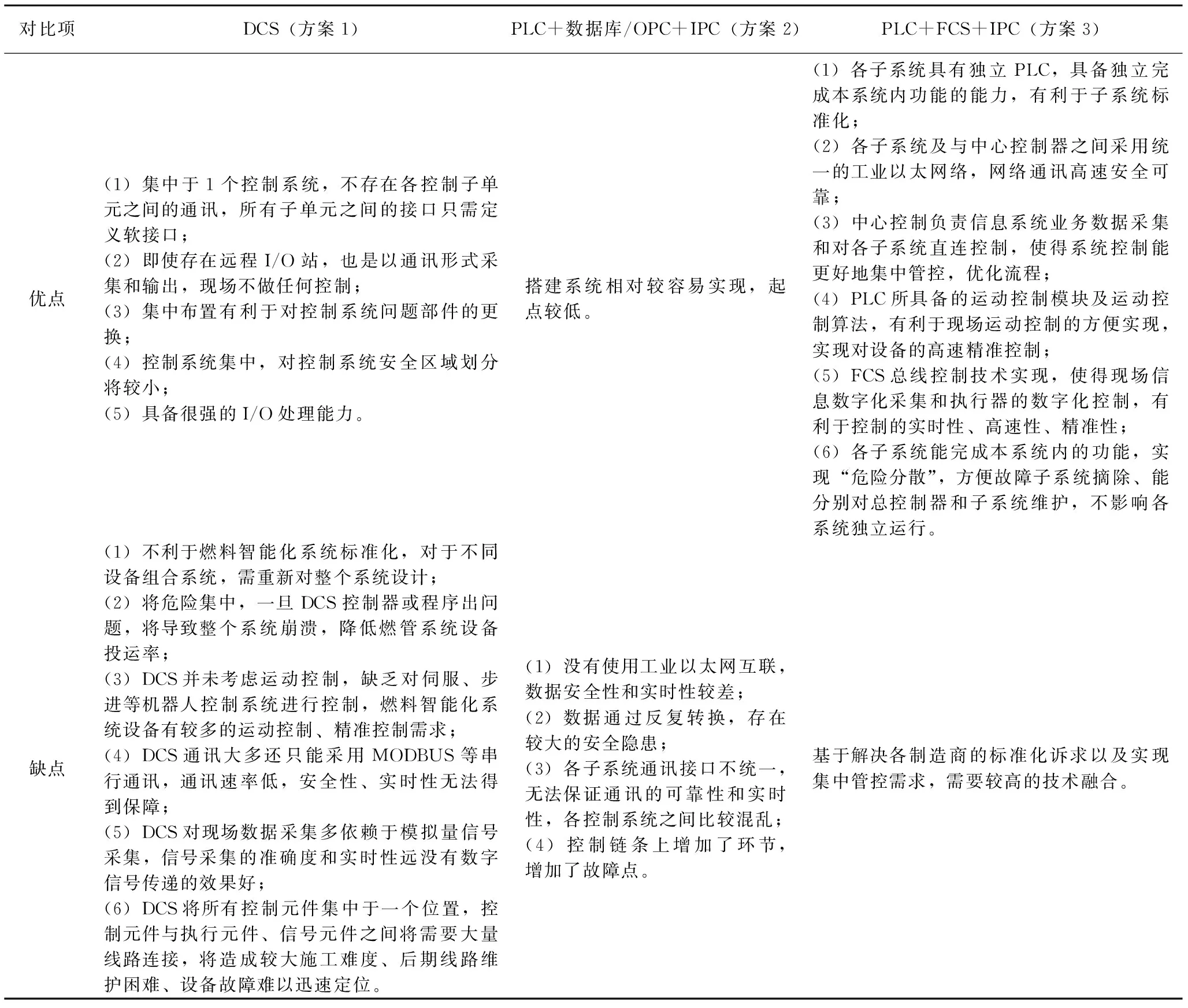
表2 3種控制系統方案的優缺點對比Table 2 Comparison of three control system schemes’s advantages and disadvantages
智能化的實現離不開1套最貼合燃料智能化系統的控制系統,結合描述的特點,可認為PLC+FCS+數據庫+IPC+工業以太網將是1個最優組合。筆者一直致力于方案的深入研究,以期燃料智能化系統更加先進可靠,從而實現更高層次的智能化。綜上所述,推薦優先采用方案3(PLC+FCS+IPC)燃料智能化系統的控制系統方案。
6 燃料智能管控系統改造與自主研發
盡管前文中闡述了現場總線技術與工業以太網的大量優點,但任何新技術的出現均為對原有技術的繼承和發展,而非徹底否定原來的技術。由DCS向FCS的過渡是1個漸進的過程,而目前正處于過渡階段,大多數用戶更傾向于對其現有的控制系統進行逐步的增添和替換。在開發新系統時,既要考慮現有設備的基礎,又需兼顧系統的開放性和兼容性。因此,在許多電廠的燃料管控項目中大多使用FCS、PLC和DCS混合的系統。
很多電廠已有的自動化控制系統屬于DCS系統,在此種情況下仍有多種可采取的方案:① 將現場總線集成于DCS系統:比如將現場總線在DCS系統的I/O總線上集成,或現場總線通過網關與DCS系統集成;② 將現有的DCS系統集成至FCS中:如將規模較小的DCS工程師站加裝1塊支持現場總線的網卡,將DCS系統變成FCS上的1個站點;③ 利用OPC技術將DCS與FCS集成。
以自主研發的燃料智能化管控系統為例,該系統屬于FCS+PLC的控制系統,設備之間統一采用工業以太網Profinet環網形式組網,采用全雙工通訊。該系統由管控中心上位機、中心控制器(冗余PLC)、各子系統控制器(PLC)、工業以太網、現場智能執行機構和信息采集器等組成。利用中心控制器管理總流程,銜接各子系統間控制流轉,使用標準統一的工業以太網。管控中心上位機接收信息系統業務數據,輔助中心控制器控制,根據中心控制器提供的控制信息,各子系統獨立完成系統內功能,同時將執行結果和過程狀態提供給中心控制器,管控中心上位機將采集到中心控制器的信息展示給監控者,實現對燃料智能化過程管控。各子系統之間數據傳遞實時、網絡抗干擾穩定、數據“不落地”,完全實現了人閉環、信息流閉環、設備動作閉環、煤樣閉環。
自主研發的FCS+PLC管控系統及智能化設備如圖8所示。
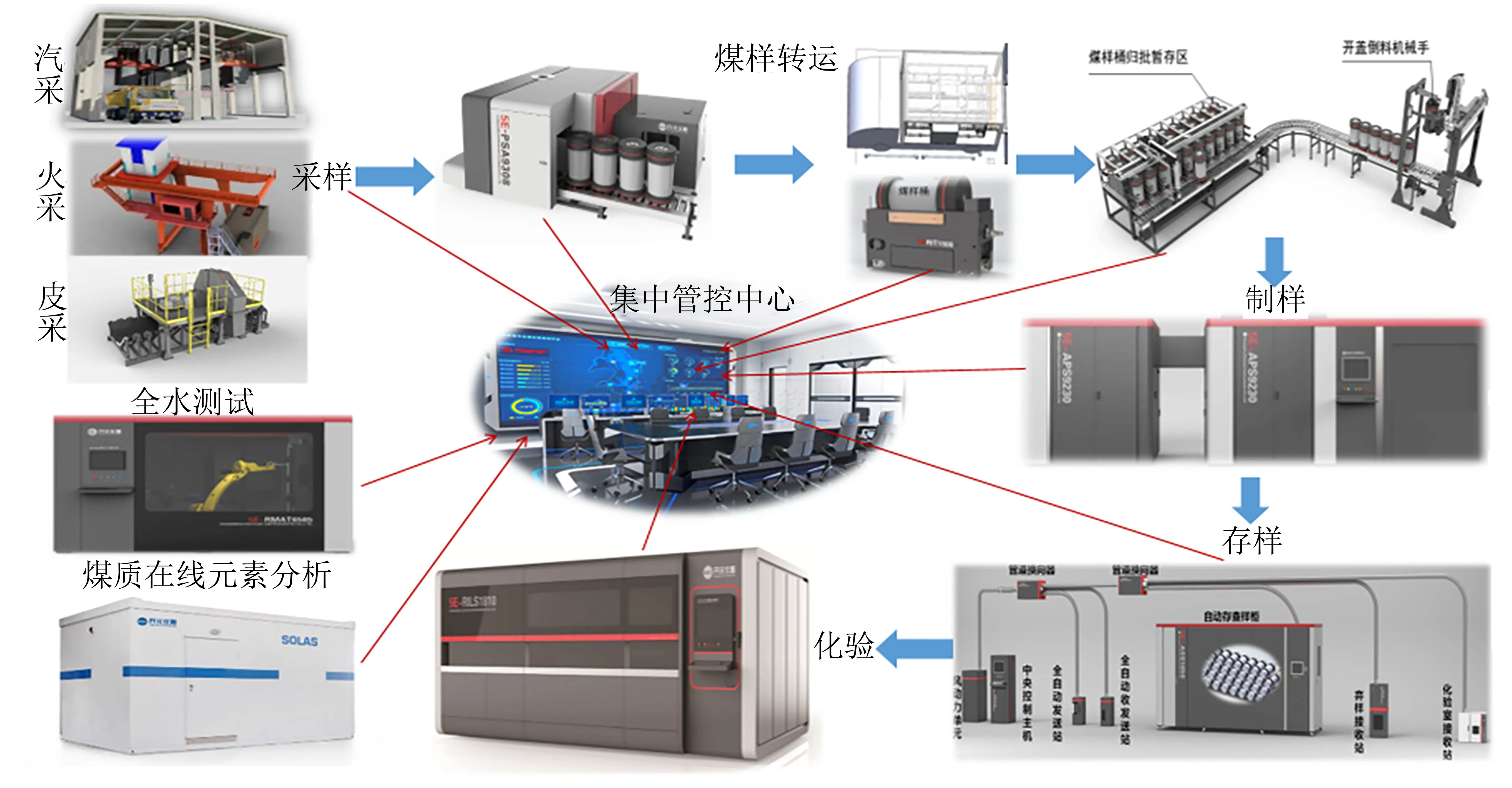
圖8 自主研發的FCS+PLC管控系統及智能化設備Fig.8 FCS + PLC control system and intelligent equipment developed independently
7 結 語
隨著《中國制造2025》戰略的推進以及“工業4.0”技術的實施推廣,工業智能化的概念越來越深入人心。為了實現發電行業燃料管控進一步的智能優化,大數據、工業互聯網、云計算等技術會日益成為各電力集團重點考慮的方向。在上述背景下,現場總線技術和以太網相結合的技術優勢將會更加突顯。智能優化決策采用工業云來實現,現場設備通過工業以太網與工業云連接,提供智能優化決策所需要的數據,實現遠程監控和宏觀決策。現場總線技術與以太網的結合能為發電企業跨入“工業4.0”時代提供最為可靠和有力的技術實現平臺。
猜你喜歡
軍事文摘(2022年19期)2022-10-18 02:41:14
中國特種設備安全(2022年6期)2022-09-20 02:52:28
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
印刷工業(2020年4期)2020-10-27 02:45:52
電子制作(2018年11期)2018-08-04 03:26:08
家庭影院技術(2017年9期)2017-09-26 03:41:45
中國交通信息化(2017年4期)2017-06-06 07:21:52
工業設計(2016年12期)2016-04-16 02:52:00