眼形鉤類索具輥鍛模具設計與研究
2022-04-29 07:28:34張體學付善舉張來星秦威劉運斌山東神力索具有限公司
鍛造與沖壓 2022年9期
輥鍛是借助輥鍛機的一組或多組反向旋轉的輥鍛模具,使通過的金屬坯料擠壓產生塑性變形,從而得到所需鍛件或鍛坯的塑性成形工藝,是成形軋制(縱軋)的一種特殊形式。針對眼形鉤類產品,采用輥鍛制坯,就是充分利用輥鍛連續局部塑性變形的特點,制造預成形坯料,有效降低材料消耗、提升產成品鍛造質量,從而降低模鍛設備的噸位,進一步降低設備的功耗。
明成祖永樂四年(1406)七月,明廷于交趾(即今越南)發生了歷時一年的戰爭,朝廷派朱能、沐晟、張輔統率官軍分道平叛。劉清從征,三次立功。因“從征交趾功,升陜西都指揮使”。[2]
我公司現有各類眼形鉤類索具100 余個類別,涉及G80、G100 索具產品500 余個規格,面對公司產品規格種類眾多、生產效率低、交貨周期長、工人操作負擔大的缺點,我們通過對不同規格和類別的眼形鉤類索具進行論證和模擬分析,最終確定采用自動輥鍛機制坯替代空氣錘自由鍛制坯,有效解決了生產瓶頸。
從圖9中可以清楚地看到流向擾動速度關于方腔對角線是反對稱的, 而流向擾動渦量關于方腔對角線則是對稱的. 因此, 流場對稱性Sd在這對行波不穩定模態的臨界處也被打破了. 同樣地, 從圖9中還可以發現失穩擾動(流向速度和流向渦量)分布在對稱的兩個主渦區域, 而在對稱的二次渦區域沒有失穩擾動出現.
輥鍛成形設計原理
輥鍛是在坯料的局部區域,通過擠壓使坯料連續變形的塑性加工工藝。加工時,兩鍛輥的軸心線平行,旋轉方向相反,輥鍛后根據截面積的變化,使坯料沿徑向拔長,如圖1 所示。

肩袖撕裂是由肩關節外傷或慢性病變導致的以肩關節持續疼痛和活動功能受限為主要臨床表現的一類疾病[1],其中肩袖撕裂大小、脂肪浸潤程度以及肩袖撕裂后脂肪變性、肌腱分層改變是影響手術療效的重要因素[2-4]。隨著對肩關節解剖和生物力學研究的不斷深入,以及肩關節技術的不斷發展,關于肩袖分層撕裂的報道逐漸增多。盡管目前對于肩袖分層撕裂的原因尚不清楚,但是已有部分文獻報道分層肩袖的存在對肩袖愈合和功能恢復造成消極影響[4,5]。但是對于如何準確的理解肩袖分層撕裂的生物力學和修復方式的選擇至今尚未達成共識。因此,本文擬就肩袖分層撕裂的生物力學、治療現狀及研究進展作一綜述。
眼形鉤類索具輥鍛模具設計
模具設計步驟
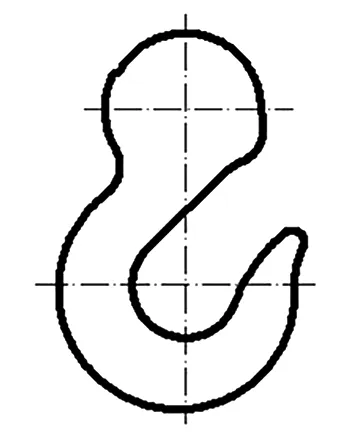
⑴設計產品毛坯圖(圖2)和坯料預制成形圖(圖3);

⑵確定輥鍛模具所需道次;
F=F
+2KF
n=lnλ
/lnλ
;λ
=F
/F
①截至2010年底,紹興市登記在冊的民營企業為65,000家。65,000×90%=58,500。資料來源:http://epaper.shaoxing.com.cn/ttsb/html/2011-02/23/contoct_488833.htm.
按照毛坯圖計算最大截面選定原始坯料尺寸后,按下式確定道次n:
⑸數控加工成形模具及裝車驗證。
設計毛坯圖和坯料預制成形圖
λ
=961.6/242.1=3.97;n=ln3.97/ln1.4 ≈ 4.1。
眼形鉤類索具是我司特色產品,普通鍛造材料利用率低,坯料在模腔放置不穩定,容易出現撕裂、缺材、斷裂等缺陷。因此,通過采用輥鍛制坯,有利于一次成形,以達到省力鍛造和提高材料利用率的目的。
然而胡塞爾始終認為:“這個共同的、客觀的世界是被設想的,它是被我與他人所意識到的,但它不是被我體驗到的,因為它隱含著對沒有真正被體驗到的和無法真正被體驗到的、而是被他人體驗到周圍世界。”(轉引自耿寧2011:10)這決定了交互主體性語境下,譯者無法像作者本人那樣領會原作的完整意義,讀者同樣也無法完整領會譯作。在翻譯的實際操作層面,所謂愛的共同體和譯者三級交互是終極目標,只是理論上的存在,但譯者交互隱形所強調的主體交互正是限制譯者過度發揮主觀能動性的無形尺度。據此,我們進一步探究譯者交互隱形對譯本呈現的尺度價值,繼而提出譯者交互隱形梯升度。
式中:F
為鍛件橫截面積(mm
),F
為飛邊槽橫截面積(mm
),K 為飛邊槽充滿系數。
2.2.4 腹部雙合診 盡管作用有限,腹部雙合診被推薦為腫瘤臨床評估的一環,除非腫瘤很小或明顯為非侵襲性[5]。雙合診通常在麻醉下、患者準備前進行,并在電切結束后重復。電切后固定或持續存在的腫塊提示腫瘤局部進展可能。電切后腹圍增大或飽滿則提示腹膜內膀胱穿孔可能。
輥鍛模具所需道次確定
⑷各道次模膛設計和縱向尺寸計算;
⑶選擇輥鍛模膛系;
式中:λ
為總延伸系數;λ
為平均延伸系數,通常為1.4 ~1.6;F
為原坯料截面積;F
為輥鍛件最小截面積。
本次采用的坯料直徑為35mm,截面積F
為961.6mm
,鍛件最小截面積為242.1mm
,代入公式可得:
兩組患者同樣采用黃體酮進行治療,(湖北葛店人福藥業有限責任公司,國藥準字H20066109)。在劑量方面兩組存在區別,觀察組病人采用高劑量:每天入睡前用藥一次,劑量為200毫克,連服10天后停止用藥,之后監測病人的出血狀況,并于月經結束后三天回院復診。對照組采用低劑量組:每天入睡前用藥一次,劑量為100毫克,連服10天后停止用藥,之后監測病人的是否出血及出血量,之后在月經結束后三天回院復診。
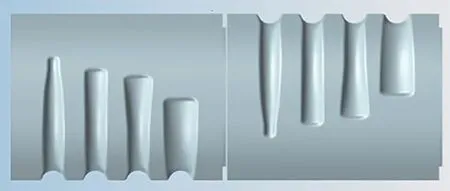
根據毛坯圖,繪制坯料預制成形圖,坯料的每個橫截面面積F 按下式確定:
通過計算,最終確定道次為4 是最適宜和最經濟的,道次排列示意圖見圖4。

選擇輥鍛模膛系
輥鍛模膛系的選擇要滿足以下要求:
⑴滿足模鍛對輥鍛件截面形狀的要求;
此次研究中,24例患者均出現軟組織腫脹,踝關節間隙狹窄與正常間隙分別為6例與18例。其中踝關節面骨質破壞6例,面骨質破壞:脛骨遠端后緣關節與距骨關節面的比例為1:3;面骨質破壞:脛骨遠端關節與距骨穹隆關節面和比例為2:3,下脛腓關節內軟組織腫塊形成共9例;24例患者中,距骨穹隆部關節軟骨大程度變薄、信號不規律且雜亂,為12例;脛骨遠端關節骨質出現變薄,為6例;合并距骨骨髓水腫發生,為8例;距骨關節軟骨下骨、脛骨遠端軟骨下骨質破壞分別為5例與3例。
⑵根據價格和供貨情況選擇截面為圓形、方形或矩形等的材料為原始坯;
⑶應保證毛坯在模膛中有良好的穩定性。
根據我公司常規采用的熱鍛用材料,基本都是圓鋼棒料,因此,決定采用圓形模膛系。
各道次模膛設計和縱向尺寸計算
根據不同產品規格所需棒料的截面積、變形量和延展系數,我們可以確定每一道次模膛的截面積和長度。形狀和尺寸確定后,基于三維造型軟件對模膛截面進行參數化設計,對各道模膛建立實體特征。通過UG 軟件做出初次模具造型,經模擬軟件對整個加工過程模擬,可以初步發現各種缺陷發生位置及失效形式,從而通過優化控制成形產品的質量。
通過坯料在輥鍛進程中模擬分析,我們發現第二道次容易出現飛邊,經分析原因,由于第二道次設計的斜度較小,坯料在灌滿模腔后出現溢出,從而形成了飛邊。通過模擬,逐項修改模具截面積和模具角度,最終輥鍛模具設計如圖5 所示。
數控加工成形模具及裝車驗證
對模擬定型的模具造型,通過數控銑加工成最終的輥鍛模具,經熱處理后安裝到自動輥鍛機上試車,見圖6。
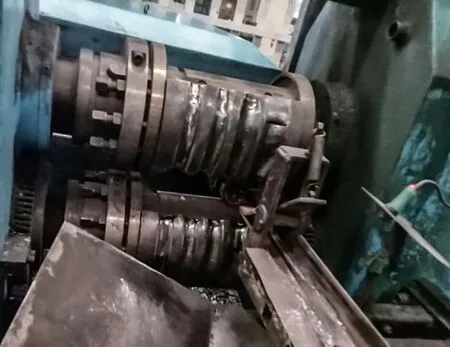
通過實踐驗證,輥鍛機制坯較為理想,坯料各尺寸符合設計要求,后續通過加工工序生產出來的產品完全符合圖紙要求,鍛件無缺材、折疊、斷裂等缺陷,同時材料利用率提升約5%,進一步降低材料成本。
結束語
通過本次眼形鉤類索具輥鍛模具設計,公司實現了輥鍛模具從無到有。實踐表明,眼形鉤類索具采用輥鍛制坯,生產效率高,輥鍛機生產頻次快,可以連續工作,能與壓力機、模鍛錘相結合,適宜大批量生產,能有效減少壓力機和模鍛錘空行時間。輥鍛制坯形狀更精確,材料利用率更高,有效降低材料消耗、減少人工成本。產成品鍛造質量好,鍛件徑向纖維組織完整,有效減少毛坯的折疊、斷裂、缺材現象。產品強度大,耐疲勞壽命高。輥鍛機采用轉動靜壓力,沖擊、振動和噪聲小,符合環境保護要求。因此,利用輥鍛生產眼形鉤類索具,是一種經濟、高效、環保的新型鍛造生產方式。
