大跨度V型墩連續剛構橋轉體施工關鍵技術研究
2022-04-29 05:43:34李慶
科技創新與應用 2022年10期
李 慶
(山東省高速養護集團有限公司,山東 濟南 250001)
隨著時代的發展,道路橋梁施工也得以發展,其施工技術得到快速更新。我國道路橋梁施工要想提高施工質量和施工效率,應積極應用新技術,轉體施工技術就是近年來迅猛發展的新技術,目前在我國已得到廣泛應用。轉體施工技術就是將半橋結構澆注成形,然后通過轉體達到指定位置,該技術可提高施工質量和施工效率,但該技術的應用難度較高,需要做好橋梁轉體各方面的準備工作,才能滿足橋梁最終線形和結構內力狀態。
1 項目概述
本文研究的項目工程為一個跨度較大的“V”字型橋墩剛構橋,該橋的長度多達140 m,寬為33.7 m。該項目大量應用轉體技術施工,轉體的半橋長度為130 m。本文研究的剛構橋是先利用鉆孔澆筑樁作為橋梁的基底,然后搭建承臺,其承臺還分為上下兩層,上層為V形,下層為矩形。對于轉體施工技術而言最重要的是轉體結構,本文利用環道和中心支承實現轉動施工。
2 球鉸的制造和安裝
在本文項目發揮轉動功能中最重要的結構就是球鉸,是項目轉動結構的核心。本文的球鉸為上、下兩片。上下兩片的球鉸表面平整度要求較高,需要在工廠中統一生產,相比于上球鉸表面,下球鉸更為特殊,具有銑鉆四氟板鑲嵌孔和振搗孔,在應用中發揮重要功能。在施工過程中,下球鉸澆筑完畢后在下轉盤的預埋套筒處放置轉動中心軸。隨后清潔頂面,保證表面潔凈,按照編號將滑動片安裝到銑鉆四氟板鑲嵌孔中,待檢測安裝無誤后,對其安裝位置進行檢查,保證其安裝部位處于同一球面,且誤差≯1 mm。待確定好滑動片安裝位置正確后,在其四周涂抹黃油聚四氟乙烯粉。最后安裝上球鉸,按照一定方法進行精確定位將其固定密封。
3 下承臺槽口中轉體系統的安裝
在針對下承臺進行初次混凝土澆筑后,應該先對下承臺進行定位,安裝定位的鋼骨架,然后對鋼骨架進行調平,將其焊接在承臺的鋼筋上,最后將下球鉸吊裝在鋼骨架上,通過精調將下球鉸的平面位置和標高調整到0.5 mm以內,再分塊吊裝、安裝滑道骨架型鋼,如圖1所示。

圖1 粗調下球鉸骨架
3.1 下轉盤球鉸安裝
為保證下轉盤球鉸能夠順利安裝,會在下承臺中預留槽口,待轉盤球鉸完成固定后再進行澆筑。首先清理預留的槽口,根據施工設計進行測量和放樣,對不合格的部分進行處理,之后再拼裝下轉盤的球鉸。在進行拼裝前先對球鉸進行檢查,主要測量表面橢圓度及結構是否符合需求。檢查完畢后,安裝錨固鋼筋和調整螺栓,確定球鉸的中線。之后主要利用錨固螺栓和球鉸骨架對其進行定位及粗調,使其到達初步定位點,再進行精確定位和固定。測量會根據設計方案采用全站儀這一器材對下轉盤進行中心定位,下轉盤安裝完畢后,利用調整架、水準儀等輔助球鉸的精確定位,對定位進行精確復查。下轉盤利用全站儀檢查安裝中心,利用電子水平儀測試標高,待檢查合格后進行加固,確保下轉盤球鉸不會發生移位。
3.2 下承臺滑道及槽口混凝土澆筑施工
在下轉盤頂面采用分段式澆筑的方式安裝滑道,并通過調整螺栓調整滑道的定位,施工完畢后要讓滑道面處于同一水平面。下承臺槽口混凝土澆筑前,按照排氣孔分塊,由中心向四周單獨澆筑,待澆筑完畢后,冷卻凝固,后敲擊混凝土邊緣觀察澆筑效果,如因混凝土收縮而產生的縫隙可用鉆孔壓漿的方式處理。
4 上承臺轉體系統的安裝
4.1 上球鉸、聚四氟乙烯滑動片安裝
安裝上球鉸之前先處理中心銷軸套管,再清潔球鉸頂面,確保表面無雜質,后根據滑動動片的編號確認安放順序,將其依次安裝在鑲嵌孔內。
待檢查滑片位置安裝正確后,在滑片的四周涂抹黃油聚四氟乙烯粉,并確保均勻涂抹。上球鉸有兩段銷軸套管,需要借助螺栓讓其固定,后在上部球鉸的凸表面涂抹聚四氟乙烯粉,完畢后對準中心銷軸,讓其輕輕下落至下球鉸位置,下落后調整球鉸位置,使上球鉸的外圈間隙與下球鉸外圈間隙一致。安裝完畢后輕轉上球鉸,確保其運轉正常,去除多余雜質后對其邊緣進行密封,防止雜質進入摩擦部,如圖2所示。

圖2 上球鉸安裝
4.2 上轉盤撐腳安裝
上轉盤有很多組撐腳,每組撐腳都由鋼管和混凝土構成,在鋼管的下部會安裝走板,鋼管內部有澆筑完畢的混凝土。安裝后可利用鋼板填補,在其與下滑道之間將撐腳固定。在轉體結構未開始轉動前,需要利用不銹鋼板將滑道固定,避免發生移位。
4.3 上轉盤臨時固定措施
為進一步保證在進行上部施工時,轉盤和球鉸的結構不移動,可對上轉盤進行臨時加固,采用鋼楔將鋼管混凝土撐腳與環道間空隙塞死,并且在下承臺建筑前預埋I25工字鋼,在上下承臺間設置連接,待進行轉體施工前再進行切斷,解除連接。
4.4 上承臺混凝土澆筑
上承臺內設置對拉預埋件,用于桁架及基礎,應與主墩承臺用精軋螺紋鋼設對拉措施。在對上承臺進行混凝土澆筑時應保證分料均勻。在混凝土澆筑完畢并檢查其強度符合設計標準后,對上承臺的邊膜和底膜進行拆除。其中撐腳和滑道間存在鋼板,等待轉體時就可對其拆除。
5 V型墩施工方案
支架基礎:V型墩支架基礎主要是利用承臺,其他部位下設30 cm三七灰土、30 cm碎石墊層,其上為1 m×1 m鋼筋混凝土條形基礎。該結構為鋼桁架支撐結構,橋梁的立桿布置間距設定為150 cm,橫桿步距設定為150 cm,V型墩支架設計圖如圖3所示。
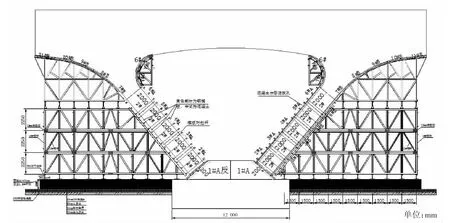
圖3 V型墩支架設計圖
5.1 測量放樣
在進行墩身施工時,為了達到對其平面位置的精準控制,需要考慮墩身的平面位置和豎直度2個因素。在進行墩身的平面位置控制時應該準確檢測墩身的平面位置是否準確,該位置的準確性會直接影響整個墩身平面位置的準確度。在日常施工之中,對其位置的計算會用全站儀進行測量放樣,并且需要經過多人對測量結果進行復核,待結果準確后再安裝模板。在模板安裝完畢后需要對其位置安裝的正確性進行檢測,會利用全站儀對模板的縱、橫、豎、直度進行檢查,并且還會調整模板位置,精確到允許的誤差范圍內。
5.2 鋼筋加工及安裝
(1)確保V型墩勁性骨架安裝與其余骨架安裝的穩定性,并且保證其豎直度符合技術標準。當V型墩勁性骨架全部安裝完畢后,應該對其安裝的質量進行檢查,待檢查合格后再進行下步的操作,避免出現返工現象。由于本項目的橋梁墩柱主筋主要采用直螺紋連接,所以先按照要求對進場的鋼筋進行性能測試,判斷鋼筋的質量是否符合標準,并且還要對不同型號、不同規格的鋼筋進行分類管理。待鋼筋材料性能檢驗合格后開始施工。
(2)對鋼筋進行檢驗,合格后將鋼筋合理保存,在需要施工時將鋼筋運輸到指定場地,并將其按照圖紙設計的形狀進行制作,按照設計圖紙標準的尺寸在操作平臺上精準定位。為避免彎曲鋼筋大批量制作出現失誤造成巨大的經濟損失,在大批量制作之前會先試作,按照圖紙施工后對成品進行檢測,待制作的鋼筋成品的尺寸、性能與設計人員的圖紙完全相符后再大量制作。每次施工都需要大量制作不同類型的鋼筋,在保存時應對不同類型的鋼筋進行分類管理,對同一類型的鋼筋進行標號處理,做好標識后再有序堆放,并做好保存工作避免銹蝕、污染。
(3)鋼筋加工和安裝施工要求。本項目全部的鋼筋都會按照施工設計圖準確安裝,并且還要保證安裝完畢后的鋼筋在進行混凝土建筑時不會出現移位變形現象。在道路橋梁項目施工中,鋼筋必須緊緊系在一起,不可再在進行混凝土澆筑時臨時加設。
(4)焊接要求。在焊接鋼筋時,應該及時清除在焊接表面位置的雜質,與電極接觸的部位也應該保持潔凈,避免出現灰塵、銹蝕。工作人員在進行焊接時應時刻觀察電源電壓變化,根據電源電壓的變化情況進行操作,避免出現失誤。當電源電壓在5%~8%時調節焊接變壓器,提高級數;當電源變化大于或等于8%時立刻停止焊接。在焊接鋼筋時,應選擇合適的焊條型號。在一般施工中,通常采用E506焊條完成鋼筋焊接,且焊接方法最好利用雙面焊。除此之外,對焊接的工藝也有要求,焊接接頭的焊縫厚度不得小于主筋直徑的0.3倍,寬度不應小于主筋直徑的0.8倍。
5.3 墩身模板加工及安裝
通常采用鋼模較大的材料完成墩身模板的加工,在設計圖紙中,其模板的高度高達2.0 m,面板采用6 mm厚度的鋼板制作,模板的背梢主肋采用[10槽鋼制作,背梢次肋采用L63×63×5 mm角鋼材料制作完成,模板的接頭采用Φ22型號的螺栓完成連結,模板縱橫向間距1.5 m設置對稱的水平拉桿,以提高模板整體性。模板設置混凝土分層澆筑孔,在外層澆筑后對其進行檢查,確保制作加工后的模板表面光滑平整,尺寸嚴格按照圖紙標注施工,并且接頭緊密。
5.4 混凝土澆筑
墩柱設計為C50混凝土,在進行混凝土澆筑時應先對基面進行鑿毛處理,并在灑水保持濕潤后再進行澆注,混凝土需一次澆筑完成,防止形成施工冷縫。在澆筑混凝土的過程中振搗可有效避免振動器與墩身模板、鋼筋結構及其他預埋件發生碰撞。并且為提升澆筑的效果,避免因灌注速度不佳影響工程質量,應控制好施工速度,如果施工速度過快,容易導致混凝土振搗不實、漏振,混凝土不斷振搗,直至澆筑的表面平整、泛漿。如在澆筑過程中因施工速率影響振搗效果,出現不實、漏振以及過振的現象,會對其表面的平整度造成影響,出現蜂窩、麻面現象。在進行混凝土澆筑時,應采取措施避免模板、鋼筋和預埋件受到影響出現松動、形變以及移位的現象,應采取專人對其進行監督,按照圖紙施工。在施工過程中出現移位、形變等問題,應及時修正處理,避免其影響施工質量和施工效率,在完成混凝土的澆筑之后會檢查混凝土表面是否平整。
5.5 模板拆除及混凝土養護
待混凝土強度達到設計要求后進行拆模,在拆模時應松螺桿,利用吊車或塔吊等工具進行拆除,遵循先支后拆的順序,避免發生碰撞,對混凝土造成損傷。將模板拆除后應該即可清理,然后將其放置在硬化場地上。在完成混凝土澆筑這一工序后,應在收漿時對其進行合理養護,如在混凝土表面覆蓋薄膜及灑水保持濕潤,在進行薄膜覆蓋時應時刻注意保證混凝土表面的平整性,不可以對其表面造成破壞和污染。當利用模板覆蓋養護時,應對模板進行灑水保持濕潤。當環境溫度指標低于5℃時,利用塑料薄膜覆蓋模板進行保溫,此時不在混凝土面上灑水。
6 結束語
V型橋墩連續剛構橋轉體的施工難點有二:一是轉體系統的施工與安裝,二是V型橋墩的施工與控制。
本項目通過施工前的精心準備和嚴控組織,積極引進先進的施工人才和技術,整個項目的轉體施工及球鉸安裝等關鍵工序都安排專業的技術人員到達現場進行指導,在施工之前舉辦技術研討會,對施工要點和注意事項進行交底,避免出現技術失誤。
除此之外,還邀請監測單位進行施工,對施工過程進行模擬計算,并且根據計算結果進行施工,使橋梁轉體后的各項技術指標達到設計及規范要求的精度,合攏精度達到毫米級。
猜你喜歡
現代裝飾(2022年5期)2022-10-13 08:48:04
建材發展導向(2022年10期)2022-07-28 03:04:36
建材發展導向(2022年10期)2022-07-28 03:04:00
建材發展導向(2021年18期)2021-11-05 09:19:50
建材發展導向(2021年9期)2021-07-16 07:11:36
建材發展導向(2021年7期)2021-07-16 07:08:04
水利規劃與設計(2020年1期)2020-05-25 08:01:30
小哥白尼(趣味科學)(2019年3期)2019-06-17 11:57:44
中國房地產業(2016年2期)2016-03-01 01:25:48
河南電力(2016年5期)2016-02-06 02:11:34