Q890D鋼激光-電弧復(fù)合焊冷裂紋敏感性
2022-05-05 02:03:01曹瑜琦倪川皓易偉李建宇
機(jī)械制造文摘·焊接分冊 2022年2期
曹瑜琦 倪川皓 易偉 李建宇

摘要: 通過開展斜Y形坡口試驗,研究了15 mm,20 mm兩種板厚Q890D高強(qiáng)鋼在室溫和預(yù)熱150 ℃條件下激光-電弧復(fù)合焊冷裂傾向。結(jié)果表明,在3.94 kJ/cm熱輸入下,15 mm厚Q890D鋼預(yù)熱150 ℃后焊接,無冷裂紋出現(xiàn);不預(yù)熱焊接,則會產(chǎn)生表面裂紋和根部裂紋;相同的熱輸入下20 mm厚Q890D鋼預(yù)熱150 ℃和不預(yù)熱焊接,均會產(chǎn)生表面裂紋和根部裂紋。與不預(yù)熱相比,采用焊前預(yù)熱150 ℃,15 mm厚Q890D鋼熱影響區(qū)平均硬度從428 HV下降至418 HV;20 mm厚Q890D鋼熱影響區(qū)平均硬度從457 HV下降至444 HV。熱影響區(qū)存在軟化現(xiàn)象,在熱影響區(qū)靠近母材一側(cè)硬度比母材低,15 mm厚和20 mm厚Q890D鋼軟化區(qū)硬度降幅分別為6%和7%,二者基本相同。Q890D鋼焊縫組織由馬氏體組成,熱影響區(qū)組織由回火索氏體和部分馬氏體組成。與15 mm厚Q890D鋼相比,20 mm厚Q890D鋼的熱影響區(qū)中更多的組織發(fā)生了發(fā)生馬氏體轉(zhuǎn)變。
關(guān)鍵詞: Q890D; 激光-電弧復(fù)合焊; 斜Y形坡口; 冷裂紋敏感性
中圖分類號: TG 456.7
Cold crack sensitivity of Q890D steel by laser-arc hybrid welding
Cao Yuqi Ni Chuanhao Yi Wei Li Jianyu
(1. National Engineering Technology Research Center of Concrete Machinery, Changsha 410013, Hunan,China;
2. Zoomlion Heavy Industry Science & Technology Co., Ltd., Changsha 410013, Hunan,China)
Abstract: Through oblique Y-shaped groove test, cold crack sensitivity of Q890D high strength steel plates with thickness of 15 mm and 20 mm was studied by laser arc hybrid welding at room temperature and preheating 150 ℃. The results showed that at 3.94 kJ/cm heat input, there were no cold cracks in 15 mm thick Q890D steel after preheating at 150 ℃, while surface cracks and root cracks appeared without preheating. At the same heat input, there appeared surface cracks and root cracks in 20 mm thick Q890D steel at both room temperature and preheating 150 ℃. Compared with no preheating, average hardness of heat affected zone in 15 mm thick Q890D steel decreased from 428 HV to 418 HV by preheating 150 ℃ before welding, and average hardness of heat affected zone in 20 mm thick Q890D steel decreased from 457 HV to 444 HV. It existed softening phenomenon in heat-affected zone, hardness on the side near heat-affected zone was lower than that of the base metal. Hardness of softening zone in Q890D steel with thickness of 15 mm and 20 mm was 6% and 7% respectively, which was basically the same. Microstructure of weld was composed of martensite, while microstructure of heat affected zone was made up of tempered sorbite and some martensite. Compared with Q890D steel with 15 mm thickness, more microstructure underwent martensitic transformation in heat affected zone of Q890D steel with 20 mm thickness.
Key words:? ?Q890D; laser-arc hybrid welding; oblique Y groove; cold crack sensitivity
0前言
為滿足節(jié)能減排、綠色環(huán)保的需求,輕量化是工程機(jī)械的必經(jīng)之路。輕量化的主要途徑之一就是進(jìn)一步采用更高級別的高強(qiáng)鋼,以減少工程機(jī)械結(jié)構(gòu)件的重量。屈服強(qiáng)度900 MPa級別的高強(qiáng)鋼,強(qiáng)度高,塑韌性較低,通常認(rèn)為其焊接性主要有以下特點:熱影響區(qū)組織與性能的變化對焊接熱輸入較為敏感,熱影響區(qū)淬硬傾向增大,對氫致裂紋敏感性較大。為了防止冷裂紋的產(chǎn)生,通常還要采用焊前預(yù)熱工藝[1-4]。
目前,有不少研究者對弧焊工藝條件下Q890D高強(qiáng)鋼的焊接性進(jìn)行研究:通過理論計算,Q890D鋼碳當(dāng)量0.56%,冷裂紋敏感性0.35,最低預(yù)熱溫度 112 ℃[5]。斜Y形坡口試驗表明,對于Q890D鋼20 mm板厚在室溫下不預(yù)熱MAG焊會產(chǎn)生裂紋,預(yù)熱100 ℃后不會產(chǎn)生裂紋;而15 mm和10 mm板厚在室溫下焊接不會產(chǎn)生裂紋[6]。嚴(yán)格控制層間溫度,Q890D鋼焊縫主要以鐵素體和馬氏體為主,熱影響區(qū)粗晶區(qū)以板條馬氏體為主,細(xì)晶區(qū)以鐵素體和下貝氏體為主[7]。對30 mm厚Q890D鋼焊接應(yīng)避免過大的熱輸入,而較佳的熱輸入為12 kJ/cm[8]。
激光-電弧復(fù)合焊通常是指將激光束和電弧兩種物理性質(zhì)、能量傳輸機(jī)制截然不同的熱源復(fù)合在一起,同時作用在工件表面,對工件進(jìn)行加熱完成焊接的過程。國內(nèi)外學(xué)者對高強(qiáng)鋼的激光復(fù)合焊開展了許多研究工作,但主要集中在激光-電弧復(fù)合焊機(jī)理、接頭性能和組織形貌等方面[9-15],對冷裂紋敏感性的試驗研究較少。
文中通過對不同板厚的Q890D鋼采用斜Y形坡口試驗,研究其激光-電弧復(fù)合焊冷裂紋敏感性,為Q890D鋼激光-電弧復(fù)合焊工藝的擬定提供參考。
1試樣制備與試驗方法
1.1試樣材料
試驗材料為Q890D高強(qiáng)鋼,化學(xué)成分和力學(xué)性能分別見表1、表2。焊材為等強(qiáng)匹配的氣體保護(hù)焊實芯焊絲,牌號為ER120S-G,直徑為1.2 mm,化學(xué)成分和熔覆金屬的力學(xué)性能分別見表1、表3。激光-電弧復(fù)合焊過程采用富氬氣保護(hù),保護(hù)氣體為80%Ar+20%CO2。
1.2試驗設(shè)備
焊接設(shè)備包括YLS-6000激光器,雙通道,光纖直徑150 μm,以及TPS4000弧焊電源。激光焊接頭為YW52直焊接頭,焦距279 mm,光斑直徑0.205 mm。試板焊接完成后,采用BX53MRF型金相顯微鏡觀察焊接接頭的宏觀形貌和顯微組織,采用HV-1000型顯微硬度計進(jìn)行焊接接頭截面的顯微硬度試驗。
1.3試驗方法
依據(jù)標(biāo)準(zhǔn)GB/T 32260.2—2015《金屬材料焊縫的破壞性試驗 焊件的冷裂紋試驗 弧焊方法 第2部分:自拘束試驗》實施斜Y形坡口焊接裂紋試驗。共設(shè)計了不預(yù)熱和預(yù)熱到150 ℃兩組對比試驗,用于評價中厚板激光復(fù)合焊根部裂紋敏感性。
斜Y形坡口試驗件尺寸如圖1所示,焊縫分為拘束焊縫和試驗焊縫兩部分,焊前清理焊道坡口及兩側(cè)20 mm范圍內(nèi)油污鐵銹,露出金屬光澤。拘束焊縫采用人工焊接,焊材與試驗焊縫相同。拘束焊縫前預(yù)熱至150 ℃,打底焊電流為160~180 A,電弧電壓為18~20 V,焊接速度30~40 cm/min。填充焊和蓋面焊層間溫度150~250 ℃,焊接電流為250~280 A,電弧電壓26~30 V,焊接速度30~40 cm/min。
在拘束焊縫完成冷卻后,采用激光復(fù)合焊焊接試驗焊縫,激光在前引導(dǎo)形成小孔,電弧在后熔覆填充,焊接熱輸入為3.94 kJ/cm,試驗焊縫的焊接工藝參數(shù)
見表4。試驗焊縫焊完后自然冷卻,靜置48 h后,進(jìn)行裂紋檢測。
裂紋檢測分為表面裂紋檢測和根部裂紋檢測兩類,焊縫表面裂紋采用目視檢查,根部裂紋采用斷面宏觀金相觀察。按GB/T 26955—2011《金屬材料焊縫破壞性試驗 焊縫宏觀和微觀檢驗》的規(guī)定切取金相試樣,如圖2所示,以引弧處和弧坑中心之間焊道寬度均勻四等分,5個剖面與坡口平行。金相試樣采用線切割方法切取,經(jīng)過打磨、拋光后,用5%的硝酸酒精溶液腐蝕,再采用100倍顯微觀察金相剖面上焊縫金屬和熱影響區(qū)的裂紋。
對上述4組試樣,按GB/T 2654—2008《焊接接頭硬度試驗方法》要求各選擇試驗焊縫一個剖面做維氏硬度試驗。根據(jù)焊縫形貌和熱影響區(qū)特點,選擇98 N載荷進(jìn)行17個點顯微硬度檢測,具體檢測點位置如圖3所示。
2試驗結(jié)果與討論
2.1斜Y形坡口裂紋試驗
圖4為4組斜Y形坡口試驗焊縫表面狀態(tài),從圖4可發(fā)現(xiàn),除了2號試樣外,其他3個試樣均出現(xiàn)貫穿型表面裂紋。表面裂紋率按式(1)計算,計算結(jié)果見表5。
Cf=∑lf/L×100% (1)
式中:Cf為表面裂紋率,%;L為試驗焊縫長度, mm;∑lf為表面裂紋總長度,mm。
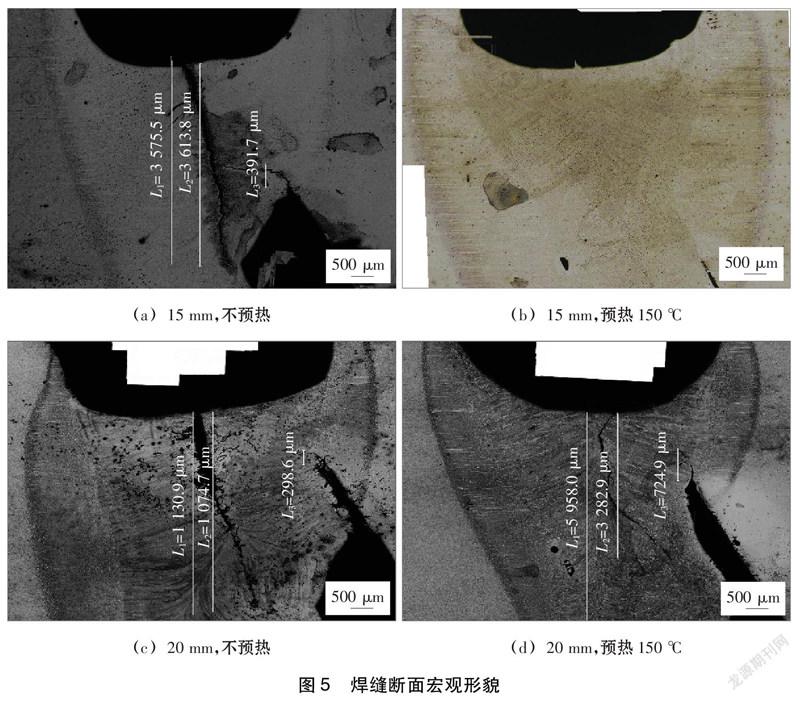
圖5為4組試樣的焊縫斷面宏觀形貌,從圖中可發(fā)現(xiàn),表面裂紋從試驗焊縫的上表面萌生,一直貫穿到焊縫底部。根部裂紋從底部萌生,擴(kuò)展延伸區(qū)域較表面裂紋更小。剖面(根部)裂紋率按照式(2)測算,計算結(jié)果見表5。
Cs=Hc/H×100% (2)
式中;Cs為剖面裂紋率,%;H為試驗焊縫最小厚度, mm;Hc為根部裂紋的高度,mm;高度小于0.5 mm的缺陷(Hc≤0.5 mm)不視為氫致裂紋。
由表5可以看出,15 mm厚Q890D鋼在室溫下焊接,表面裂紋率100%,根部裂紋率11%;在150 ℃預(yù)熱條件下焊接,表面裂紋率和根部裂紋率均為0。20 mm厚Q890D鋼在室溫下焊接,表面裂紋率100%,根部裂紋率11%;在150 ℃預(yù)熱條件下焊接,表面裂紋率為100%,根部裂紋率均為12%。分析其原因,在焊接熱輸入相同的條件下,板厚越厚,焊縫熔池的冷卻速度越快,焊縫區(qū)形成淬硬組織越多,出現(xiàn)冷裂紋的傾向越大。對板厚為15 mm的Q890D高強(qiáng)鋼,在文中焊接工藝參數(shù)條件下,可以通過焊前預(yù)熱,消除焊后冷裂紋的出現(xiàn)。但是,對于板厚20 mm的Q890D高強(qiáng)鋼,采用焊前預(yù)熱已無法消除或者減少焊后冷裂紋的出現(xiàn),需調(diào)整焊接規(guī)范,如降低焊接速度,提高焊接熱輸入,以降低焊縫熔池的冷卻速度,進(jìn)而減小焊接接頭的冷裂紋傾向。
2.2硬度試驗
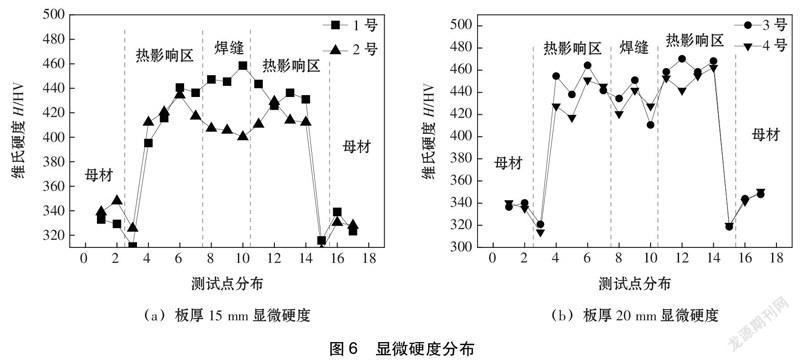
圖6為4組焊接試樣焊接接頭各測量點維氏硬度分布,從圖6a可看出,與不預(yù)熱相比,15 mm厚Q890D鋼焊前預(yù)熱150 ℃條件下,焊縫區(qū)平均硬度從450 HV下降至405 HV,熱影響區(qū)平均硬度從428 HV下降至418 HV。從圖6b可看出,與不預(yù)熱相比,20 mm厚Q890D鋼焊前預(yù)熱150 ℃,焊縫區(qū)平均硬度從432 HV下降至425 HV,熱影響區(qū)平均硬度從457 HV下降至444 HV。顯然,通過采用焊前預(yù)熱,可以在一定程度上降低焊接接頭的硬度,提高其的塑性,進(jìn)而降低Q890D的淬硬傾向。
在相同的焊接參數(shù)和外部環(huán)境下,焊后冷卻速度越快,熱影響區(qū)的淬硬傾向也越大。與15 mm厚Q890D鋼相比,20 mm厚鋼板冷速快,其熱影響區(qū)硬度也更高,最高值達(dá)到了462 HV。
從圖6還可看出,試樣熱影響區(qū)的硬度分布不均勻,且存在軟化現(xiàn)象,在熱影響區(qū)靠近母材一側(cè)硬度比母材低,此處稱為軟化區(qū)。與母材硬度相比,15 mm厚和20 mm厚Q890D鋼軟化區(qū)硬度降幅分別為6%和7%,二者化基本相同。
為明確顯微組織對硬度和性能的影響,對試樣焊接接頭顯微組織進(jìn)行了觀察和分析。圖7為2號和4號試樣的焊接接頭顯微組織,從圖中可以看出,2組試樣焊縫組織均由馬氏體組成,整體上差異不大;但2組試樣的熱影響區(qū)均發(fā)生了不完全相變,該區(qū)域組織由回火索氏體和部分馬氏體組成。顯然,同樣采用焊前預(yù)熱150 ℃,20 mm厚Q890D的熱影響區(qū)馬氏體數(shù)量比15 mm厚Q890D鋼更多,這是因為其板厚更厚,冷卻速度更快,更多的固相組織發(fā)生了發(fā)生馬氏體轉(zhuǎn)變。
3結(jié)論
(1)在3.94 kJ/cm熱輸入下,15 mm厚Q890D鋼預(yù)熱150 ℃后焊接,無冷裂紋出現(xiàn),不預(yù)熱焊接,則會產(chǎn)生表面裂紋和根部裂紋;相同的熱輸入下20 mm厚Q890D鋼預(yù)熱150 ℃和不預(yù)熱焊接,均會產(chǎn)生表面裂紋和根部裂紋。
(2)通過采用焊前預(yù)熱,可以在一定程度上降低焊接接頭的硬度,進(jìn)而降低Q890D的淬硬傾向。與焊前不預(yù)熱相比,采用焊前預(yù)熱150 ℃,15 mm厚Q890D鋼熱影響區(qū)平均硬度從428 HV下降至418 HV。20 mm厚Q890D鋼熱影響區(qū)平均硬度從457 HV下降至444 HV。
(3)熱影響區(qū)存在軟化現(xiàn)象,在熱影響區(qū)靠近母材一側(cè)硬度比母材低,15 mm厚和20 mm厚Q890D鋼軟化區(qū)硬度降幅分別為6%和7%,二者基本相同。
(4)Q890D鋼焊縫區(qū)組織均由馬氏體組成,熱影響區(qū)組織由回火索氏體和部分馬氏體組成。與15 mm厚Q890D鋼相比,20 mm厚Q890D鋼的熱影響區(qū)中更多的固相組織發(fā)生了發(fā)生馬氏體轉(zhuǎn)變。
參考文獻(xiàn)
[1]陳建國, 楊詠梅, 李俐群, 等. Ni對Q690鋼SMAW熔敷金屬組織和性能的影響[J]. 焊接, 2021(7): 29-33, 40.
[2]Qiu Rongpeng, Feng Xu. Effect of aluminium element on microstructure and properties of weld metal of 960 MPa steel [J]. China Welding, 2020, 29(4): 48-53.
[3]喬及森, 楊元莊, 高振云, 等. 焊劑片約束電弧焊接高強(qiáng)鋼T形接頭電弧形貌與熔滴過渡模式分析[J]. 焊接學(xué)報, 2021, 42(4): 28-35.
[4]Cui Bing, Yan Peipei, Du Quanbin, et al. The welding application of high strength steels used in engineering machinery [J]. China Welding, 2021, 30(1): 57-64.
[5]張鳳明, 徐楠, 付學(xué)義. 低合金高強(qiáng)鋼Q890D焊接工藝研究[J]. 包鋼科技, 2018, 44(6): 46-54.
[6]譚星, 倪川皓, 江亞平. 工程機(jī)械厚板高強(qiáng)鋼D-Arc高效焊接工藝[J]. 焊接, 2021(6): 56-60.
[7]肖紅軍, 田志凌, 崔冰. Q890D鋼焊接冷裂紋敏感性試驗研究[J]. 焊接, 2016(11): 28-33.
[8]韓振仙, 蘭志宇, 孫遠(yuǎn)方, 等. 熱輸入對Q890D低合金高強(qiáng)鋼焊接性能的影響[J]. 焊接, 2019(3): 56-64.
[9]馬彥龍,陳輝,趙旭,等. 1000 MPa級超高強(qiáng)鋼激光復(fù)合焊接頭力學(xué)性能研究[J]. 中國激光, 2021, 48(6): 163-174.
[10]Xu W, Westerbaan D, Nayak S S, et al. Microstructure and fatigue performance of single and multiple linear fiber welded DP980 dual-phase steel [J]. Materials Science and Engineering A, 2012, 553: 51-58.
[11]雷振, 王旭友, 騰彬, 等. JFE980S高強(qiáng)鋼焊接接頭軟化分析[J]. 焊接學(xué)報, 2010, 31(11): 33-37.
[12]Chen Y,F(xiàn)eng J,Li L, et al. Microstructure and mechanical properties of a thick-section high-strength steel welded joint by novel double-sided hybrid fibre laser-arc welding [J]. Materials Science and Engineering A, 2013,582:284-293.
[13]徐良, 雷振, 楊海鋒, 等. 激光——電弧復(fù)合焊接頭根部特性分析[J]. 焊接學(xué)報, 2019, 40(3): 76-79.
[14]嚴(yán)春妍, 易思, 張浩, 等. S355鋼激光-MIG復(fù)合焊接頭顯微組織和殘余應(yīng)力[J]. 焊接學(xué)報, 2020, 41(6): 12-18.
[15]黃瑞生,楊義成,蔣寶,等. 超高功率激光-電弧復(fù)合焊接特性分析[J]. 焊接學(xué)報, 2019, 40(12): 73-77.
