特殊醫學用途配方食品干法工藝中混合機最佳參數的試驗研究
2022-05-06 02:55:28劉寶華
中國乳業 2022年4期
關鍵詞:用途
劉寶華
青島圣桐營養食品有限公司北京技術中心,北京101100
0 引言
特殊醫學用途配方食品是為了滿足進食受限、消化吸收障礙、代謝紊亂或特定疾病狀態人群對營養素或膳食的特殊需求,專門加工配制而成的配方食品[1]。截止到2022年1月統計發現已批準注冊的特殊醫學用途配方食品多為粉劑,依據《GB 29923—2013 食品安全國家標準 特殊醫學用途配方食品良好生產規范》[2]粉末狀產品的生產工藝包括濕法、干法及干濕混合工藝。濕法工藝的特點是能耗大,產品均勻性相對較好,但是生產過程中部分營養素損失較大;干法工藝的特點是能耗低、工藝設備簡單,生產過程營養素基本不損失,但其缺點是某些微量元素不易在產品中混勻,影響產品的質量;干濕混合工藝是結合濕法工序步驟將非熱敏性物料與水混勻,然后噴霧干燥,對于熱敏性的營養組分則通過干混方式加入,最終加工成粉狀[3,4]。其中,干法混合即粉粒體混合,是指把兩種或兩種以上不同物性的粉粒體在外力影響下發生運動方向和速度的改變,使各組分的濃度分布得以均勻化的一種操作[5,6],是國內特殊醫學用途配方食品的常用工藝。
特殊醫學用途配方食品在生產過程中會添加不同的營養強化劑,其中維生素、礦物質在產品中的含量為毫克級甚至微克級,同時由于原料物性差別較大,如果混合不均勻將會影響產品的質量,進而影響產品的營養充足性及安全性。因此,營養素強化劑在食物載體中的均勻分布就成為強化食品的重要質量指標[7]。我國和國際上評價混合質量的指標是混合均勻度,變異系數被用于表示混合均勻度,變異系數表示樣本的標準差相對于平均值的偏離程度,是一個相對值[8,9]。
原國家食品藥品總局2017年第108號公告《特殊醫學用途配方食品注冊申請材料項目與要求(試行)(2017修訂版)》要求特殊醫學用途配方食品注冊材料中提供工藝研究材料(包括工藝參數確定和工藝驗證等)。《特殊醫學用途配方食品生產許可審查細則(2019年 第5號)》粉狀特殊醫學用途配方食品干法工藝中混合工序為生產關鍵控制環節,其中混合機工藝參數為生產關鍵控制點,因此,混合機的工藝參數對于特殊醫學用途配方食品干法工藝生產至關重要。本文以通過變異系數確認實驗室混合機參數為例,旨在為使用干法混合工藝生產特殊醫學用途配方食品的企業提供混合機參數確認的思路。
1 試驗方法
混合機的主要參數為混料量、混合時間及混合頻率,本試驗中混合機的參數確認采取單因素試驗的方式以變異系數為指標,分別確定混合機的混合時間、混合頻率及混料量。
1.1 代表營養成分的確定及檢測方法
混合均勻度代表性指標的確定一般遵循以下原則[10]:①屬于營養強化劑強化;②檢測方法穩定且準確性高;③產品中含量較低且控制范圍較窄;④物性差異較大;⑤相似產品或配方在相同生產線上已表現出混合均勻性不太理想的指標。本試驗選取的代表性項目及其檢測方法見表1。
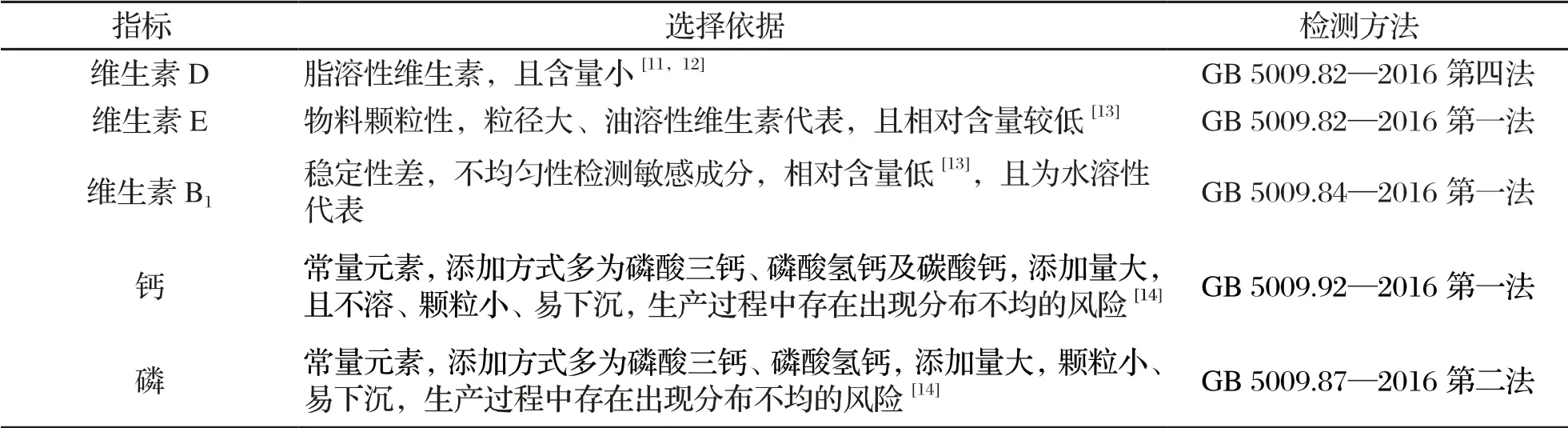
表1 代表營養成分及檢測方法
1.2 材料及設備
麥芽糊精,山東保齡寶生物股份有限公司;復合維生素,北京金康普食品科技有限公司;磷酸三鈣,連云港市德邦精細化工有限公司。
三維混合機(NSZ-10L),上海尼爾機械制造有限公司;電子天平,梅特勒-托利多公司;高效液相色譜儀,沃特世科技有限公司;分光光度計,島津儀器有限公司;原子吸收光譜儀,賽默飛世爾科技公司。
1.3 物料組成
依據原國家食品藥品監督管理總局《嬰幼兒配方乳粉生產許可審查細則(2013年第49號)》中“干法生產混合設備應至少保障1:1000的兩種物料混合均勻”,以麥芽糊精為基料,按1:1000的比例分別添加復合維生素及磷酸三鈣,并按照麥芽糊精、復合維生素、麥芽糊精、磷酸三鈣和麥芽糊精的順序依次投料,各代表營養素的含量見表2。
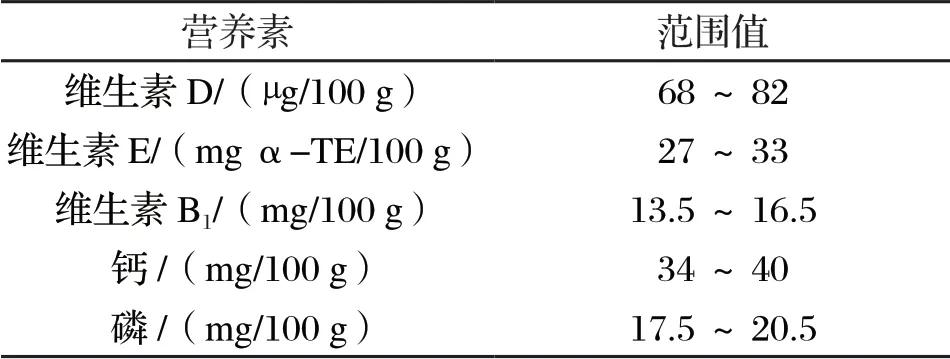
表2 理論含量
1.4 取樣方法
依據《CNAS—GL03 能力驗證樣品均勻性和穩定性評價指南》[15]《GB/T 10649—2008 微量元素預混合飼料混合均勻度的測定》[16]《GB/T 21122—2007 營養強化小麥粉》[17]《藥品GMP指南:口服固體制劑》[18]及相關文獻[7],在混合機出口抽取10 個代表性的原始樣品(既包括產品的表層,又包括內部),且首尾兩個樣品應在開始出料和最后粉尾時取樣,每個點取樣量相對適中,取樣時不允許有任何翻動或再混合。
1.5 計算方法
對所取樣產品進行檢測,參考GB/T 5918—2008[19]中混合均勻度的計算方法,混合均勻度值以變異系數(CV)表示,CV(%)=標準偏差(S)/平均值(),變異系數越小表明混合均勻度越好,理想混合狀態下的變異系數應為零[8]。《GB/T 21122—2007營養強化小麥粉》中強化營養素的混合均勻度變異系數≤10%[17],原國家食品藥品監督管理局藥品認證管理中心編寫的《藥品GMP指南:口服固體制劑》中混合均勻度變異系數的接受標準≤5%[18],美國食品藥品監督管理局(FDA)《混合均勻性取樣和評價指南》中混合設備可接受標準為混合均勻度的變異系數不大于5%[20]。
1.6 混合時間確認
依據設備說明書,選取混合機有效參數,固定混合頻率30 Hz,以3 kg(有效容積)的混料量分別進行5 min、10 min、15 min、20 min、25 min、30 min的混合試驗,每個混合時間結束后均在混合機下粉口抽取10 個樣品,分別檢測各樣品維生素D、維生素E、維生素B1、鈣及磷的含量并計算變異系數以確定最優混合時間。
1.7 混合頻率確認
在最優混合時間下,以3 kg(有效容積)的混料量分別進行10 Hz、20 Hz、30 Hz、40 Hz、50 Hz的混合試驗,每個混合參數結束后均在混合機下粉口抽取10 個樣品,進行各樣品中維生素D、維生素E、維生素B1、鈣及磷的檢測,計算變異系數,確定最佳混合頻率。
1.8 混料量確認
依據相關研究,混合機裝填系數為0.3~0.6[21,22],實驗室三維混合機的最大裝載量為5 kg,確定混料量分別為1.5 kg、2 kg、2.5 kg、3 kg、3.5 kg,因此在最優混合時間和混合頻率下分別進行混合,并檢測各樣品中維生素D、維生素E、維生素B1、鈣及磷的含量以分析變異系數,確定最佳混料量。
2 結果與分析
2.1 混合時間確認
固定混合機的混合頻率30 Hz、混料量3 kg時,各營養素不同混合時間的變異系數見表3,變異系數曲線如圖1。
從表3可知,各營養素檢測值的平均值均在表2的范圍值內。在混合機的混料量為3 kg、混合頻率為30 Hz時,由圖1可以明顯看出,維生素D和維生素E變異系數曲線圖隨時間呈現先升再降的變化,在混合時間為20 min和25 min時,混合均勻度變異系數較低,主要是維生素D和維生素E為脂溶性維生素,其在特殊醫學用途配方食品中的添加形式為包埋顆粒,以及物料的自動分級性和混合過程中內部破壞力等原因,因此隨著混合時間的變化,維生素D和維生素E的變異系數曲線圖呈現“凸”型;維生素B1為的曲線為“凹”型,主要原因為維生素B1為水溶性維生素,其顆粒小且隨著混合時間延長,混合均勻性發生改變,即說明混合時間過短和過長產品的混合均勻性均不好;鈣和磷主要來源于磷酸三鈣,由于其粒度小會因為靜電發生聚集導致物料局部居中,因此混合時間過短,其變異系數較大,隨著混合的繼續進行物料產生離析,從而使混合均勻度發生變化。結合圖1中所有曲線發現,在混合時間20 min、25 min和30 min時維生素D、維生素E、維生素B1、鈣和磷的變異系數均在5%以下,但是從節能及曲線的走勢確定,該實驗室三維混合機的最佳混合時間為20 min。
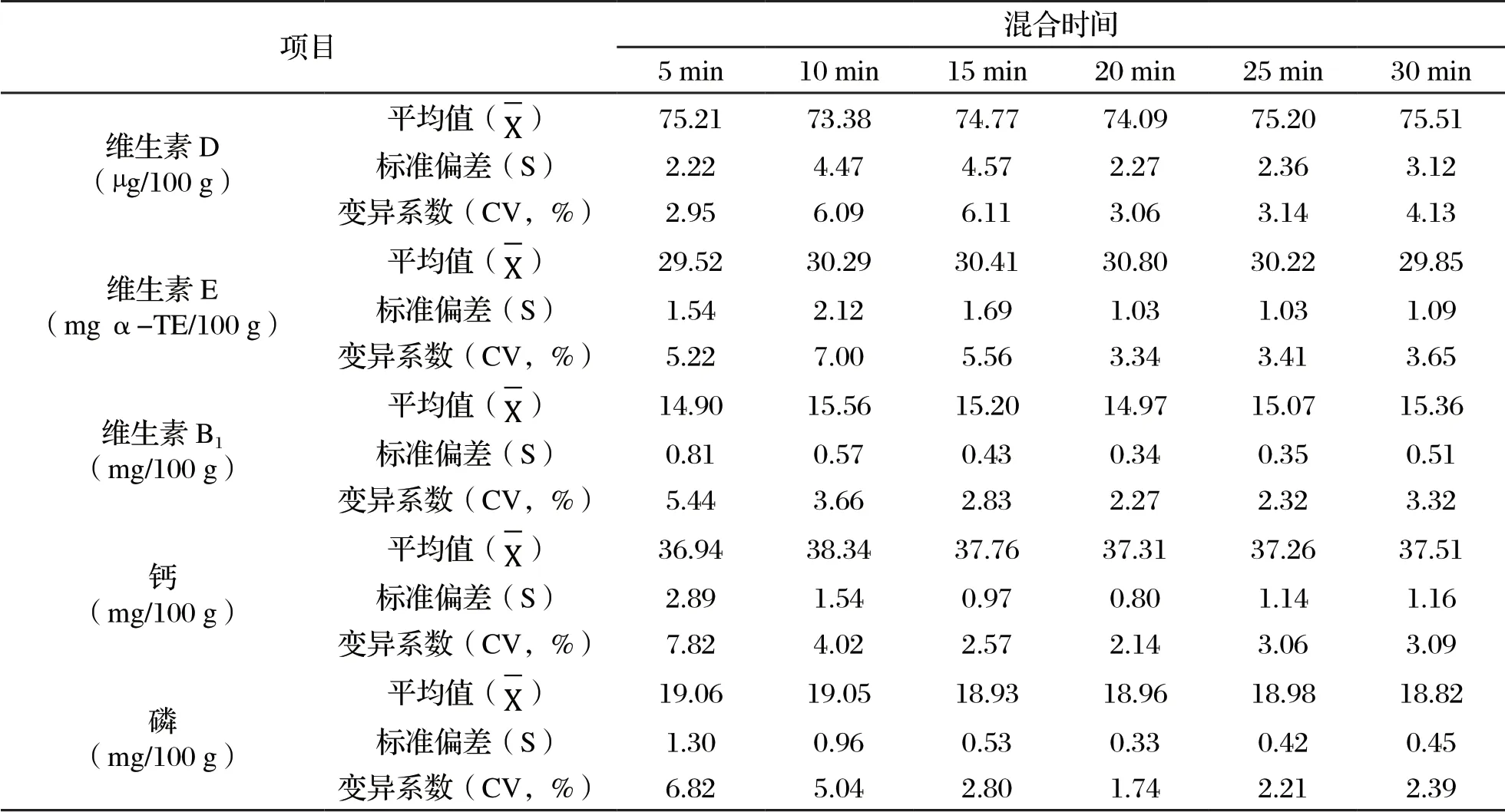
表3 不同混合時間的變異系數統計
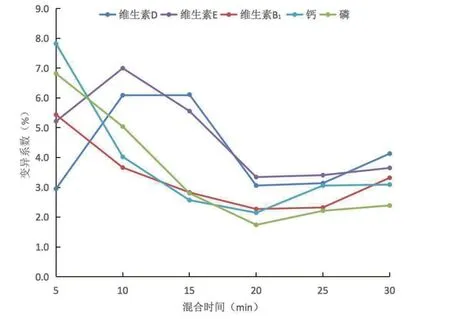
圖1 不同混合時間的變異系數曲線圖
2.2 混合頻率確認
混合機的混合時間20 min、混料量3 kg時,各營養素在不同混合頻率的變異系數見表4,曲線如圖2。
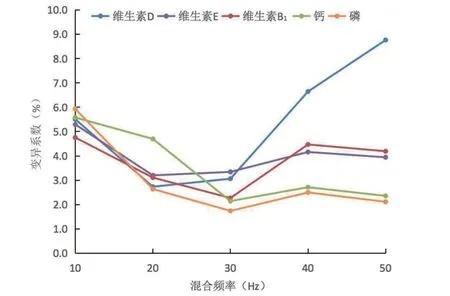
圖2 不同混合頻率的變異系數曲線圖
從表4可知,各營養素檢測值的平均值均滿足表2的要求。在混合機的混合時間為20 min、混料量為3 kg情況下,從圖2可以看出,所有代表性營養素均呈現先降后升的趨勢,主要原因為物料的自動分級性以及混合過程中內部破壞力,因此可以確定混合頻率過大會影響混合內部力,進而影響混合均勻度。依據美國食品藥品監督管理局《混合均勻性取樣和評價指南》中混合設備的可接受標準,可以確定混合機的混合頻率為20 Hz和30 Hz,但是在20 Hz時鈣的變異系數為4.70%,接近可接受標準(≤5%),因此確定最優混合頻率為30 Hz。
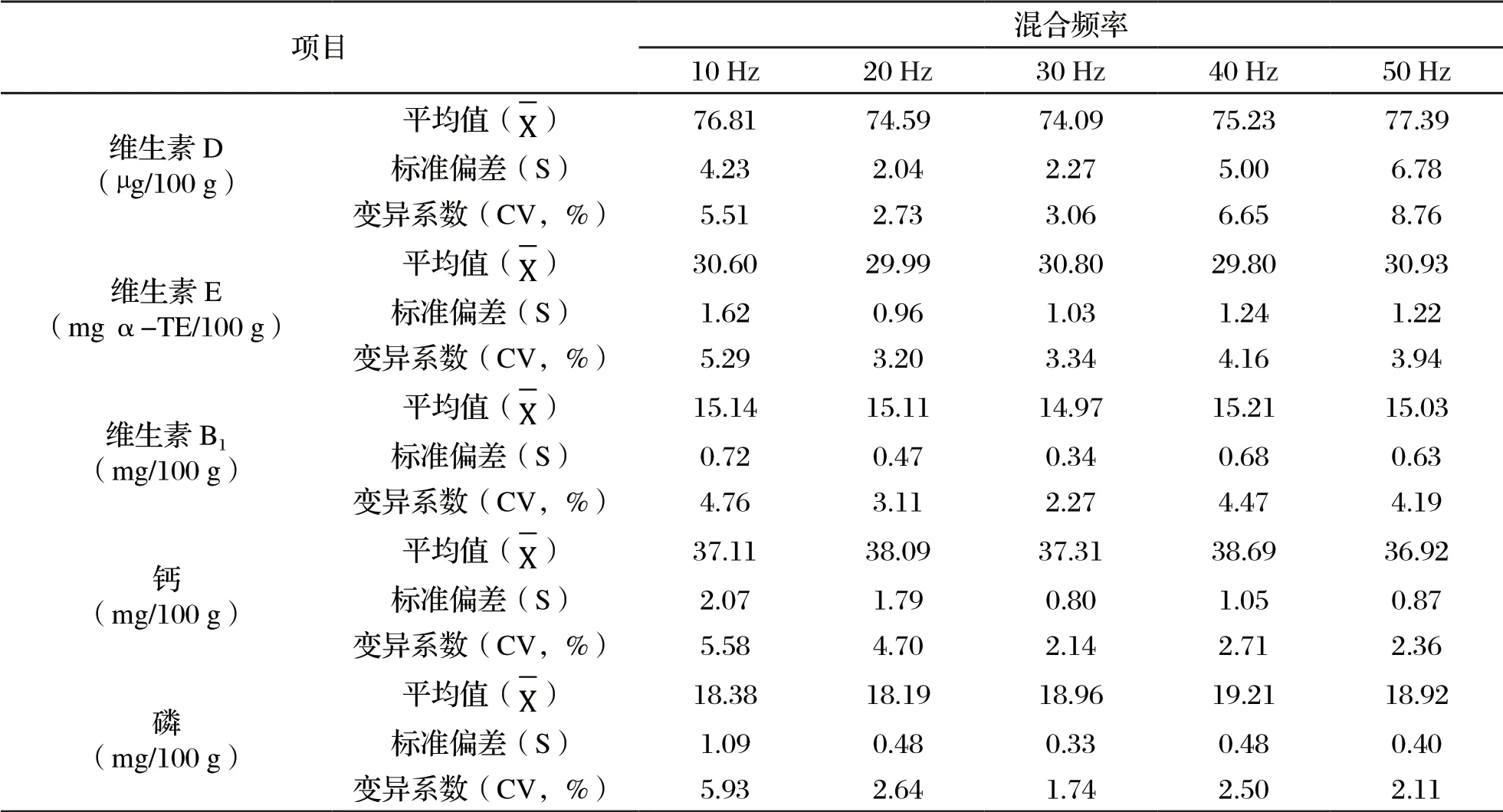
表4 不同混合頻率的變異系數統計
2.3 混料量確認
在混合機的混合時間為20 min、混合頻率為30 Hz時,各營養素在不同混料量條件下的變異系數見表5,變異系數曲線如圖3。
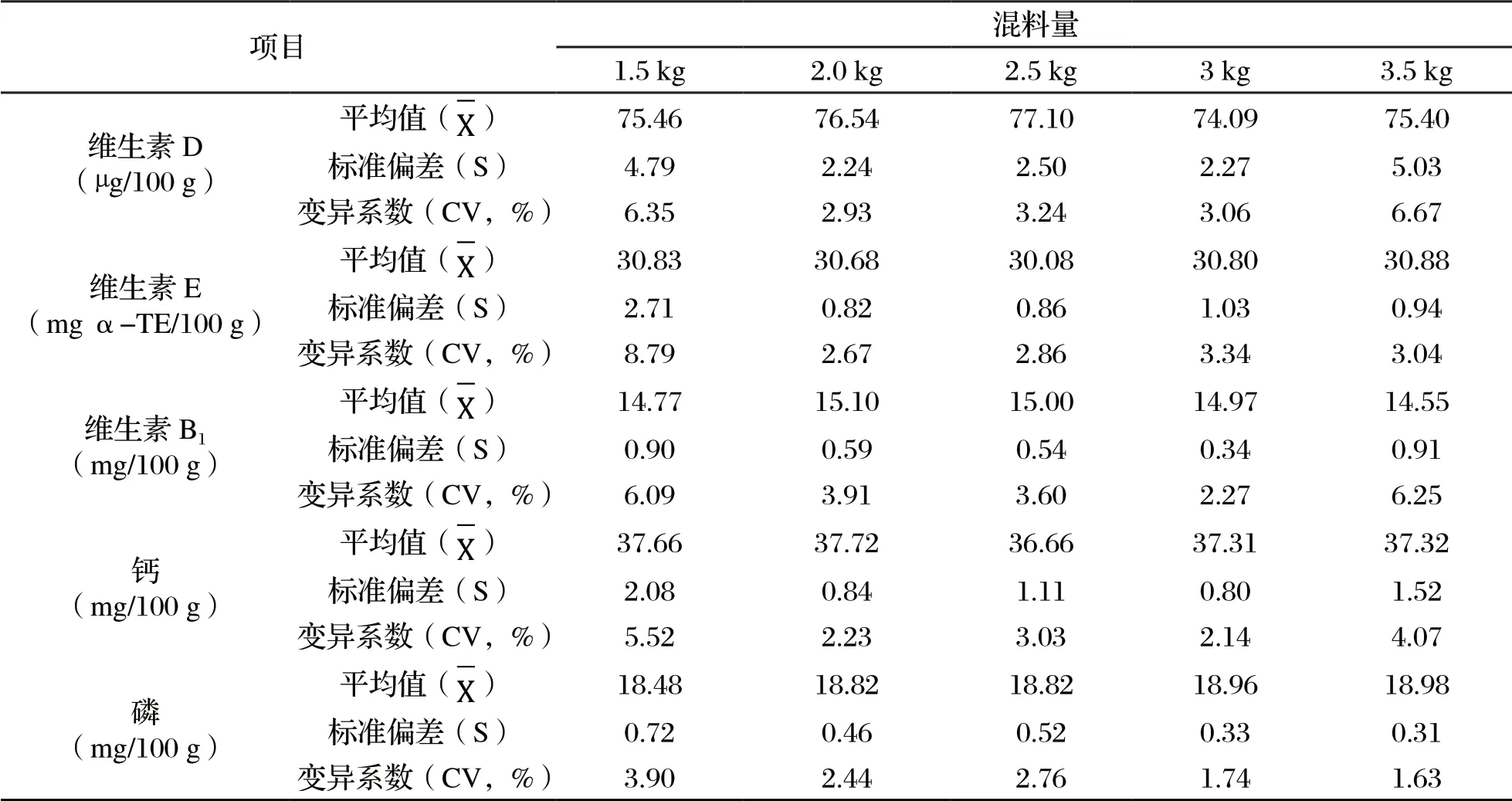
表5 不同混料量的變異系數
從表5可知,各營養素檢測值的平均值均在表2的范圍值內。從圖3中可以發現所有代表營養素在不同混料量的變異系數均小于10%,符合GB/T 21122—2007中對混合均勻度的要求,但是在混料量為1.5 kg和3.5 kg時存在部分營養素的變異系數大于5%,因此,說明混合剩余空間過大或過小均會影響產品的混合效果;在混料量為2 kg、2.5 kg和3 kg時變異系數出現無規律波動,但各營養素的變異系數均小于5%,因此可以確定該實驗室三維混合機的最適混料量為2~3 kg。
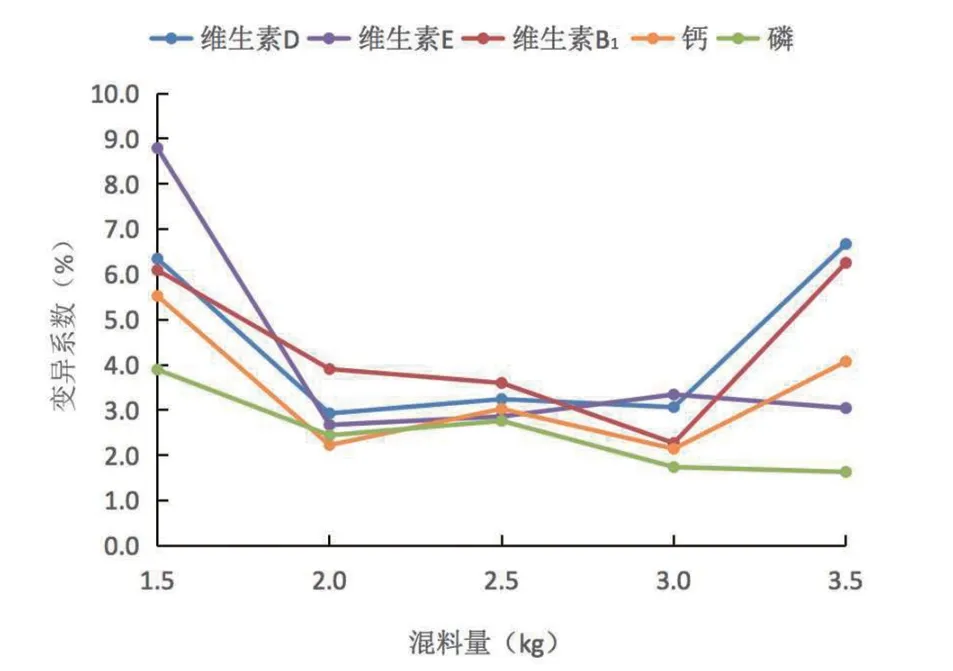
圖3 不同混料量的變異系數曲線圖
3 結論
通過單因素試驗確定三維混合機(NSZ-10L)在混合時間20 min、混合頻率30 Hz、混料量2~3 kg時維生素D、維生素E、維生素B1、鈣和磷的變異系數均<5%,同時符合《GB/T 21122—2007營養強化小麥粉》[17]《藥品GMP指南:口服固體制劑》[18]和FDA《混合均勻性取樣和評價指南》[20]中對混合設備混合均勻度的可接受標準。因此,該設備在混合時間20 min、混合頻率30 Hz、混料量2~3 kg的參數下可生產符合《GB 29922—2013食品安全國家標準特殊醫學用途配方食品通則》技術要求的產品,并可保證產品的穩定。C
猜你喜歡
軍事文摘(2021年18期)2021-12-02 01:28:36
幽默大師(2020年6期)2020-06-22 08:24:28
小聰仔(科普版)(2020年7期)2020-02-01 07:09:18
學生天地(2019年33期)2019-08-25 08:56:02
中學生數理化·八年級物理人教版(2019年4期)2019-05-20 10:02:40
小學生導刊(2018年16期)2018-07-02 09:20:58
小學生導刊(2018年13期)2018-06-29 03:48:50
小雪花·初中高分作文(2016年5期)2016-05-14 07:38:26
中學生數理化(高中版.高二數學)(2016年10期)2016-03-01 03:46:36
作文評點報·低幼版(2014年32期)2014-09-18 14:24:21