熔體直紡半消光/大有光滌綸POY的轉(zhuǎn)產(chǎn)工藝優(yōu)化
2022-05-06 04:14:10陳士良邱中南王春燕陸建偉
合成纖維工業(yè) 2022年2期
關(guān)鍵詞:生產(chǎn)
陳士良,邱中南,王春燕,3,陸建偉
(1.桐昆集團股份有限公司,浙江 桐鄉(xiāng) 314500; 2.桐昆集團浙江恒通化纖有限公司,浙江 桐鄉(xiāng) 314500; 3.浙江省桐昆恒通新纖維研究院,浙江 桐鄉(xiāng) 314500)
滌綸預(yù)取向絲(POY)熔體直紡產(chǎn)能大、效率高、能耗低、成本低,是當(dāng)前國際最先進(jìn)的主導(dǎo)工藝,但存在著工藝調(diào)節(jié)影響面廣、品質(zhì)控制難等問題。尤其是為了滿足目前多變的市場需求,滌綸POY生產(chǎn)企業(yè)需要頻繁轉(zhuǎn)產(chǎn),如何優(yōu)化轉(zhuǎn)產(chǎn)操作,減少轉(zhuǎn)產(chǎn)切換時間及轉(zhuǎn)產(chǎn)過程產(chǎn)生的過渡產(chǎn)品,提高轉(zhuǎn)產(chǎn)產(chǎn)品品質(zhì),以此提升企業(yè)的經(jīng)濟效益,是滌綸POY生產(chǎn)企業(yè)最關(guān)心的問題[1]。
目前,行業(yè)內(nèi)滌綸POY生產(chǎn)裝置轉(zhuǎn)產(chǎn)主要是先停產(chǎn)、清洗系統(tǒng)后再進(jìn)行轉(zhuǎn)產(chǎn)[2]。以400 kt/a滌綸POY裝置為例,裝置日產(chǎn)量約1 100 t,采用此方式轉(zhuǎn)產(chǎn)需耗用10 d左右的時間過渡,不但影響產(chǎn)量11 000 t,而且還會產(chǎn)生大量的停、開車過渡產(chǎn)品,損失效益近千萬元;同時,如果整套裝置全部切換轉(zhuǎn)產(chǎn)為同一系列產(chǎn)品(半消光或大有光產(chǎn)品),會導(dǎo)致單類產(chǎn)品產(chǎn)能過剩。
為此,作者在400 kt/a “一頭兩尾”聚合裝置的基礎(chǔ)上(“一頭兩尾”即第一酯化反應(yīng)釜和第二酯化反應(yīng)釜分別為一套設(shè)備,但從第二酯化釜反應(yīng)系統(tǒng)出料開始分兩條線路,并聯(lián)生產(chǎn)半消光及大有光滌綸POY),對2條線(72個紡位)進(jìn)行設(shè)備改造,由半消光滌綸POY轉(zhuǎn)產(chǎn)大有光滌綸POY,通過對生產(chǎn)工藝進(jìn)行優(yōu)化,生產(chǎn)出質(zhì)量穩(wěn)定的大有光滌綸POY。該方法可以切換生產(chǎn)大有光滌綸POY和半消光滌綸POY,切換時間短,可為同行業(yè)裝置的柔性化技術(shù)改造提供借鑒。
1 試驗
1.1 原料
聚對苯二甲酸乙二醇酯(PET)大有光熔體:特性黏數(shù)為(0.622±0.010)dL/g,端羧基含量為(40±3)mol/t,二甘醇質(zhì)量分?jǐn)?shù)為(1.30±0.05)%,桐昆集團浙江恒通化纖有限公司生產(chǎn)。
1.2 主要設(shè)備及儀器
WINGS高速卷繞機及環(huán)吹冷卻設(shè)備:德國巴馬格公司制;PVS6型自動特性黏數(shù)測定儀:德國LAUDA公司制;YG023B-11型全自動單紗強力機:常州紡織儀器廠有限公司制;YG367熱應(yīng)力測試儀:常州紡織儀器廠有限公司制;MQC23-10型核磁共振含油率分析儀:英國牛津公司制;USTER 5型條干均勻度儀:瑞士Uster公司制。
1.3 半消光滌綸POY生產(chǎn)工藝流程
技術(shù)改造前,400 kt/a“一頭兩尾”四釜聚合裝置并聯(lián)差別生產(chǎn)半消光滌綸POY及大有光滌綸POY。其中,半消光滌綸POY生產(chǎn)工藝流程依次為:漿料配制、第一酯化、第二酯化、添加消光劑、預(yù)縮聚、終縮聚、熔體分配、增壓輸送、靜態(tài)混合、熔體分配、熔體擠出、冷卻、油嘴上油、卷繞成型。
1.4 轉(zhuǎn)產(chǎn)大有光滌綸POY技術(shù)改造
為應(yīng)對多變的市場需求,將2條半消光滌綸POY生產(chǎn)線進(jìn)行改造,轉(zhuǎn)產(chǎn)生產(chǎn)大有光滌綸POY。通過裝置大有光滌綸POY生產(chǎn)線預(yù)留一個管道開口,加裝輸送管道連接原2條半消光滌綸POY生產(chǎn)線,同時在接口處加裝三通閥,使這2條線前端熔體管路既有半消光熔體管路,又有大有光熔體管路,可通過三通閥的開關(guān)進(jìn)行切換生產(chǎn)大有光滌綸POY和半消光滌綸POY產(chǎn)品,轉(zhuǎn)產(chǎn)工藝技術(shù)路線見圖1。

圖1 半消光/大有光滌綸POY轉(zhuǎn)產(chǎn)工藝技術(shù)路線Fig.1 Technical route of semi-dull/bright polyester POY production conversion
1.5 分析與測試
力學(xué)性能:依據(jù)GB/T 14344—2008《化學(xué)纖維 長絲拉伸性能試驗方法》,采用YG023B-11型全自動單紗強力機進(jìn)行測試。纖維試樣在溫度(20±2) ℃和相對濕度(65±5)%環(huán)境下調(diào)濕4 h,夾持長度(250.0±1.0) mm,預(yù)加張力(0.050±0.005) cN/dtex,拉伸速度1 000 mm/min。
熱應(yīng)力:根據(jù)FZ/T 50051—2020《滌綸預(yù)取向絲動態(tài)熱應(yīng)力試驗方法》,采用YG367熱應(yīng)力測試儀進(jìn)行測試。試樣調(diào)濕后以一定速度和預(yù)加張力通過加熱裝置和拉伸裝置,測試試樣受熱條件下拉伸產(chǎn)生的拉伸應(yīng)力。其中,加熱溫度為170~185 ℃,預(yù)加張力為(0.050±0.005) cN/dtex,速度為100 m/min,拉伸比為1.65。
條干不勻率:根據(jù)GB/T 14346—2015《化學(xué)纖維 長絲條干不勻率試驗方法 電容法》,采用USTER5條干儀進(jìn)行測試,速度為200 m/min,時間2.5 min。
含油率:根據(jù)GB/T 6504—2017《化學(xué)纖維 含油率試驗方法》,采用MQC23-10型核磁共振含油率分析儀測試。
2 結(jié)果與討論
2.1 轉(zhuǎn)產(chǎn)前后生產(chǎn)工況對比
在相同生產(chǎn)工藝條件下,2條半消光滌綸POY生產(chǎn)線(72紡位)轉(zhuǎn)產(chǎn)大有光滌綸POY,12 h生產(chǎn)中的異常情況如斷頭、飄絲餅、松圈絲餅、注頭絲餅、成型不良絲餅等見表1。從表1可知,直接采用半消光滌綸POY生產(chǎn)工藝轉(zhuǎn)產(chǎn)大有光滌綸POY,生產(chǎn)中斷頭、飄絲、絲餅質(zhì)量異常(松圈絲、注頭絲、成型不良)等均大幅度增加。因此,為了生產(chǎn)出質(zhì)量穩(wěn)定的大有光滌綸POY,需在半消光滌綸POY生產(chǎn)工藝基礎(chǔ)上進(jìn)一步優(yōu)化生產(chǎn)工藝。
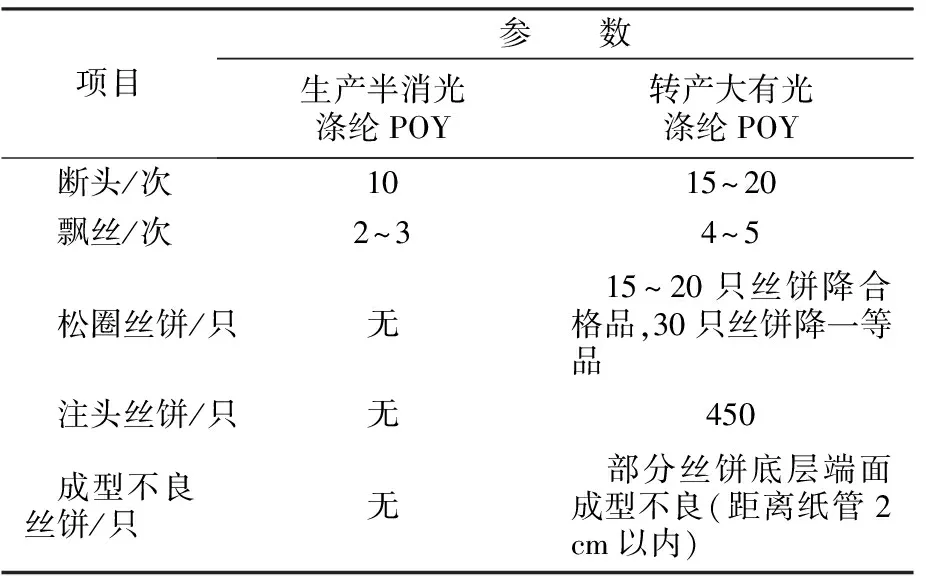
表1 轉(zhuǎn)產(chǎn)前后生產(chǎn)工況對比Tab.1 Comparison of production conditions before and after production conversion
2.2 轉(zhuǎn)產(chǎn)工藝優(yōu)化措施
2.2.1 調(diào)整紡絲箱體溫度
2條半消光滌綸POY生產(chǎn)線轉(zhuǎn)產(chǎn)后,主要生產(chǎn) “三葉”形和“一”字形扁平大有光滌綸POY,而生產(chǎn)2種異形截面纖維均需采用較低的紡絲箱體溫度[3]。因為異形截面纖維的異形度會隨紡絲溫度的增加而降低,當(dāng)紡絲箱體溫度升高時,初生纖維的凝固點下移,紡絲冷卻時間和絲的變形時間增加,導(dǎo)致纖維截面更易向圓形截面方向變化[4];但當(dāng)紡絲箱體溫度過低時,熔體黏度高,流動不暢、阻力大,易出現(xiàn)熔體破裂現(xiàn)象,生產(chǎn)中會出現(xiàn)注頭絲、斷頭等。因此,轉(zhuǎn)產(chǎn)大有光滌綸POY后,選擇紡絲箱體溫度292~298 ℃進(jìn)行了優(yōu)化試驗。從表2可知:紡絲箱體溫度由292 ℃提高到296 ℃后,斷頭、注頭絲明顯減少;但紡絲箱體溫度達(dá)298 ℃時,斷頭、注頭絲有所增加。綜合考慮選擇紡絲箱體溫度296 ℃較為合適。同時,為改善冷卻效果,經(jīng)多次試驗,將環(huán)吹風(fēng)溫度由22 ℃降低到21 ℃,集束位置由800 mm提高到850 mm,生產(chǎn)工況較好。

表2 紡絲箱體溫度對大有光滌綸POY生產(chǎn)工況的影響Tab.2 Effect of spinning box temperature on production conditions of bright polyester POY
2.2.2 優(yōu)化卷繞工藝
(1)預(yù)網(wǎng)絡(luò)氣壓
2條半消光滌綸POY生產(chǎn)線轉(zhuǎn)產(chǎn)異形大有光滌綸POY后,出現(xiàn)較多松圈絲,松圈絲過多會造成后加工容易斷頭。生產(chǎn)實踐表明,松圈絲的產(chǎn)生主要是由含油率、預(yù)網(wǎng)絡(luò)氣壓等引起。因該品種含油率為0.35%(已屬偏高),因而試驗時未對含油率進(jìn)行調(diào)整,通過將預(yù)網(wǎng)絡(luò)氣壓由0.80 MPa提高到0.85 MPa,優(yōu)化預(yù)網(wǎng)絡(luò)器的位置,生產(chǎn)中松圈絲餅由原來的50只(12 h)減少到6只(12 h)。這是由于絲束通過預(yù)網(wǎng)絡(luò)器合理設(shè)計的絲道及氣流噴孔,經(jīng)網(wǎng)絡(luò)氣壓后可在預(yù)網(wǎng)絡(luò)器內(nèi)部絲束經(jīng)過區(qū)域產(chǎn)生“渦流”,從而促進(jìn)絲束表面的油劑成分向絲束內(nèi)部“滲透”,且使紡絲油劑均勻分布在各單絲表面,使單絲具有更好的集束性[5],從而減少松圈絲的產(chǎn)生。
(2)卷繞角
卷繞角是指卷繞中絲條徑向卷取運動與橫向?qū)Ыz運動的夾角,直接影響絲餅的成型質(zhì)量。當(dāng)卷繞角過小時,絲束之間會形成平行疊加,在適宜的接觸壓力作用下,絲束逐漸向兩端滑移,導(dǎo)致絲餅成型不良,甚至出現(xiàn)塌邊現(xiàn)象;當(dāng)卷繞角過大時,絲束容易在卷繞過程中甩出端面,形成蛛網(wǎng)絲[6]。為此,在實際生產(chǎn)中,根據(jù)纖維線密度和絲餅底層異常情況優(yōu)化卷繞角。多次試驗表明,將底層卷繞角由5.3°上調(diào)至5.5°~5.6°,絲餅底層端面成型不良現(xiàn)象得到了解決。
2.2.3 縮短停位鏟板時間
當(dāng)紡絲組件上機使用一段時間后,噴絲板面及噴絲孔周圍會有升華物,容易造成斷頭或毛絲等問題。通過定期硅油鏟板,將噴絲板面和噴絲孔鏟干凈,可使熔體細(xì)流噴出順暢,避免絲條劃傷[7]。但是生產(chǎn)多孔異形纖維時通常采用停位鏟板,而停位時間長短對產(chǎn)品性能存在一定的影響。為此,在同一錠位上對停位鏟板時間進(jìn)行了優(yōu)化試驗,試驗結(jié)果見表3。

表3 停位鏟板時間對產(chǎn)品性能的影響Tab.3 Effect of stopping shovel time on product properties
由表3可知:鏟板前產(chǎn)品的物理性能指標(biāo)基本一致,但停位鏟板時間越長,產(chǎn)品的斷裂伸長率、熱應(yīng)力差異較大,且停位時間越長,斷裂伸長率越小,熱應(yīng)力越大;而不停位鏟板時,產(chǎn)品的物理性能指標(biāo)波動不大。因此,轉(zhuǎn)產(chǎn)異形大有光滌綸POY時,盡量采用不停位鏟板或縮短停位鏟板時間,從而保證產(chǎn)品性能的均一性。
2.3 產(chǎn)品質(zhì)量
通過設(shè)備改造,優(yōu)化轉(zhuǎn)產(chǎn)工藝參數(shù),可生產(chǎn)出質(zhì)量較佳的大有光滌綸POY產(chǎn)品。以轉(zhuǎn)產(chǎn)133 dtex/144 f“一”字形扁平大有光滌綸POY產(chǎn)品為例,在生產(chǎn)半消光滌綸POY生產(chǎn)工藝基礎(chǔ)上,調(diào)整紡絲箱體溫度為296 ℃、環(huán)吹溫度為21 ℃、集束位置為850 mm、預(yù)網(wǎng)絡(luò)氣壓為0.85 MPa、底層卷繞角為5.5°~5.6°,生產(chǎn)的產(chǎn)品質(zhì)量指標(biāo)(見表4)達(dá)到了AA級標(biāo)準(zhǔn)。

表4 133 dtex/144 f扁平大有光滌綸POY的質(zhì)量指標(biāo)Tab.4 Quality index of 133 dtex/144 f flat bright polyester POY
3 結(jié)論
a.在400 kt/a “一頭兩尾”四釜聚合裝置的基礎(chǔ)上,對2條半消光滌綸POY生產(chǎn)線(72個紡位)進(jìn)行設(shè)備改造,通過加裝熔體管道和在接口處加裝三通閥,優(yōu)化轉(zhuǎn)產(chǎn)工藝參數(shù),轉(zhuǎn)產(chǎn)大有光滌綸POY,產(chǎn)品質(zhì)量穩(wěn)定。
b.以轉(zhuǎn)產(chǎn)133 dtex/144 f“一”字形扁平大有光滌綸POY產(chǎn)品為例,在生產(chǎn)半消光滌綸POY生產(chǎn)工藝基礎(chǔ)上,調(diào)整紡絲箱體溫度為296 ℃、環(huán)吹溫度為21 ℃、集束位置為850 mm、預(yù)網(wǎng)絡(luò)氣壓為0.85 MPa、底層卷繞角為5.5°~5.6°,生產(chǎn)的產(chǎn)品質(zhì)量達(dá)到了AA級標(biāo)準(zhǔn)。
c.采用該技術(shù)切換生產(chǎn)半消光滌綸POY和大有光滌綸POY產(chǎn)品,可縮短轉(zhuǎn)產(chǎn)過渡時間,提升裝置效益。
猜你喜歡
江蘇安全生產(chǎn)(2022年9期)2022-11-02 07:01:24
中國化肥信息(2022年7期)2022-08-31 01:28:54
山東冶金(2022年2期)2022-08-08 01:50:42
小學(xué)科學(xué)(學(xué)生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉(zhuǎn)民(2017年6期)2018-01-31 02:22:28
消費導(dǎo)刊(2017年24期)2018-01-31 01:29:23
中國制筆(2017年2期)2017-07-18 10:53:09
現(xiàn)代企業(yè)(2015年4期)2015-02-28 18:48:06
汽車零部件(2014年11期)2014-09-18 11:57:16
