基于2.5D視覺技術(shù)的智能裝備系統(tǒng)設(shè)計
2022-05-07 21:17:58曹飛高云鵬王豪周江林張博
機電信息 2022年9期
曹飛 高云鵬 王豪 周江林 張博
摘 要:針對家電等行業(yè)對智能裝備的需要,介紹了一種智能涂膠系統(tǒng)的設(shè)計,以壺底工件作為研究對象,詳細(xì)描述了該系統(tǒng)的原理和硬件搭建過程。該系統(tǒng)由數(shù)字相機確定待涂膠區(qū)域中心點的X/Y坐標(biāo)值,由激光傳感器確定Z坐標(biāo)值,從而確認(rèn)工件待涂膠位置,引導(dǎo)機器人完成點膠工作。該示范線同樣適用于其他多品種工件的智能裝備系統(tǒng)。
關(guān)鍵詞:2.5D視覺技術(shù);數(shù)字相機;智能涂膠
中圖分類號:TP242.2 ?文獻標(biāo)志碼:A ?文章編號:1671-0797(2022)09-0041-04
DOI:10.19514/j.cnki.cn32-1628/tm.2022.09.011
0 ? ?引言
針對種類多、公差大且作業(yè)要求精準(zhǔn)的產(chǎn)品,其作業(yè)位置的判別非常重要。因此在工業(yè)機器人上建立一套視覺系統(tǒng),使得機器人針對外部環(huán)境的變化可及時調(diào)整,有利于機器人跟蹤、識別等一系列操作,提高工業(yè)機器人的適應(yīng)性和靈活性。本文以熱水壺壺底作為研究對象,對智能涂膠機器人進行視覺系統(tǒng)的應(yīng)用研究。本文所述智能涂膠系統(tǒng)與三維視覺系統(tǒng)、雙目視覺系統(tǒng)相比,具有性價比高的特點;其應(yīng)用不局限于涂膠行業(yè),同時基于視覺的技術(shù)還可應(yīng)用于焊接領(lǐng)域[1-3]。
1 ? ?智能涂膠系統(tǒng)技術(shù)路線
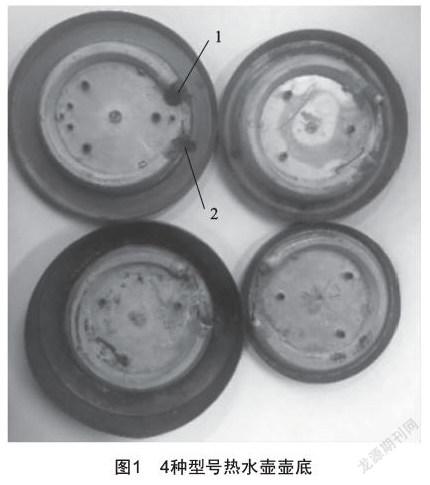
某工廠內(nèi)熱水壺壺底主要有4種型號,如圖1所示,其加熱環(huán)是人工手動放置在金屬盤上,造成各工件加熱環(huán)相對于金屬盤的軸向和徑向位置之間有一定的差異;涂膠工位需要分別在待涂膠位置(圓柱體)1、2的中心點處正上方滴膠,稀薄的膠液流動后可將整個圓柱體包裹。該膠液為防水膠液,膠量少時難以將整個圓柱體完全包裹;而膠量多時易流至加熱環(huán)外端的金屬盤(如圖1左上工件),形成廢品,因此上述操作對工人技術(shù)要求非常高。
該涂膠工藝難點在于涂膠位置的精準(zhǔn)判斷,據(jù)工廠統(tǒng)計,壺底涂膠工藝廢品率高達(dá)20%。為解決上述問題,本文進行了智能涂膠系統(tǒng)研究,設(shè)計使用視覺系統(tǒng)配合六軸機械手完成壺底的涂膠工作。
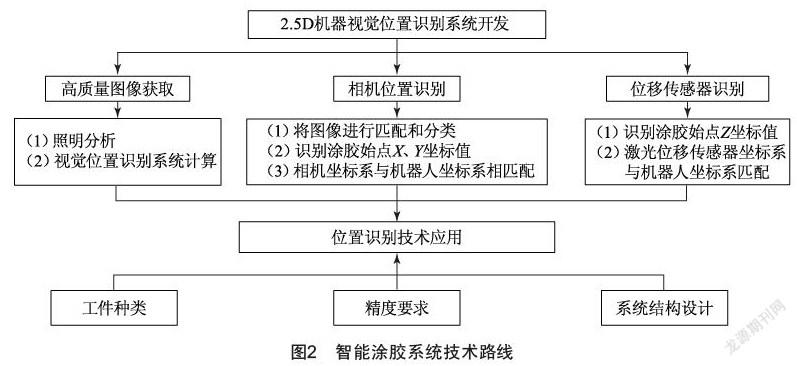
壺底加熱盤為鑄造件,待涂膠位置點的高度不盡相同,因此必須準(zhǔn)確獲取涂膠圓柱體的空間三維位置才能保證涂膠工藝順利完成。智能涂膠系統(tǒng)技術(shù)路線如圖2所示,本文使用數(shù)字相機確認(rèn)待涂膠位置中心點的平面坐標(biāo)值,使用激光傳感器確認(rèn)高度坐標(biāo)值,以上數(shù)值經(jīng)坐標(biāo)轉(zhuǎn)換后通過總線方式傳遞給機器人,引導(dǎo)機器人完成壺底點膠、涂膠工作[4-7]。
2 ? ?智能涂膠系統(tǒng)硬件設(shè)計
該系統(tǒng)由六自由度機械手、數(shù)字相機、激光傳感器、供膠系統(tǒng)和傳動系統(tǒng)組成。其中,機械手采用負(fù)載為6 kg的六自由度機械手;視覺系統(tǒng)采用數(shù)字相機和激光測距儀配合,實現(xiàn)涂膠點的空間三維測量,由于工件為圓形,因此視覺系統(tǒng)采用環(huán)形光源;供膠系統(tǒng)采用塑料膠桶、頂針式小份量閥門和針頭,按要求可進行點膠或軌跡涂膠。
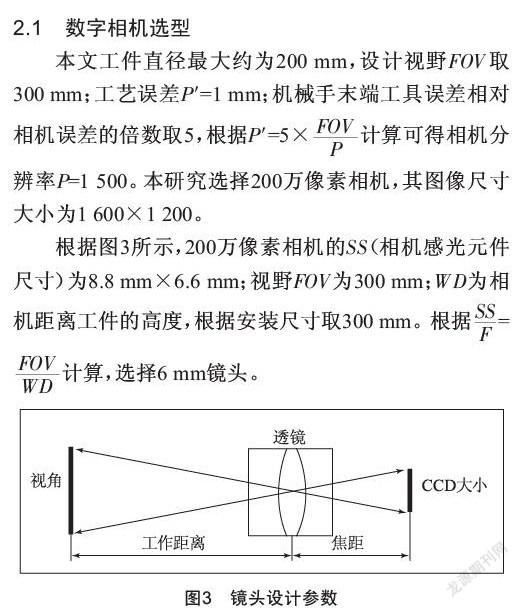
2.1 ? ?數(shù)字相機選型
?2.2 ? ?激光傳感器選型
工作時,激光傳感器距離工件約為300 mm,本系統(tǒng)選擇有效行程為300 mm的模擬量激光傳感器。
2.3 ? ?硬件系統(tǒng)搭建
相機、激光傳感器、膠槍安裝在機械手末端,三者中心點間隔120°均勻分布在以機械手末端中心點為原點、150 mm為半徑的圓上,如圖4所示。運行過程中,任意型號壺底工件隨意放置在皮帶線上,當(dāng)壺底工件運行到機器人涂膠工位時,皮帶線停止轉(zhuǎn)動,相機拍照確定待涂膠位置點。為提高本系統(tǒng)的精度,該系統(tǒng)使用二次定位,第一次拍照使相機移動到壺底工件的中心點,防止由于拍攝角度而造成對圓柱體上涂膠位置的誤判,當(dāng)相機運行至中心點的正上方時,進行第二次拍照,確認(rèn)工件的待涂膠位置。系統(tǒng)可根據(jù)工件種類、涂膠位置和涂膠高度進行調(diào)整。
硬件系統(tǒng)圖和搭建完成的壺底智能涂膠系統(tǒng)分別如圖5、圖6所示。
在實際應(yīng)用中,需注意生產(chǎn)現(xiàn)場的光線問題,恒定光源是最理想的條件。但部分實際生產(chǎn)現(xiàn)場往往靠近門窗或車間頂部含有天窗,這就導(dǎo)致生產(chǎn)光線隨著日光和天氣的變化在不停改變,影響視覺系統(tǒng)的效果,此時可以調(diào)整視覺系統(tǒng)配套的光源或者根據(jù)現(xiàn)場設(shè)計遮光裝置來保證光源穩(wěn)定[6]。
3 ? ?智能涂膠系統(tǒng)軟件設(shè)計
3.1 ? ?視覺系統(tǒng)設(shè)計
相機參數(shù)的標(biāo)定是非常關(guān)鍵的環(huán)節(jié),其標(biāo)定結(jié)果的精度直接影響最終涂膠區(qū)域中心點坐標(biāo)值的準(zhǔn)確性。系統(tǒng)采用傳統(tǒng)標(biāo)定法,通常是使用9點或12點標(biāo)定,為提高本系統(tǒng)的標(biāo)定精度,選用16點進行標(biāo)定,如圖7所示,圖中圓圈代表基準(zhǔn)位置,六角星代表測量位置,箭頭指示機器人移動方向。
通過16點標(biāo)定,可以將機器人的坐標(biāo)系與相機的坐標(biāo)系對應(yīng)起來,視覺的像素距離可以轉(zhuǎn)化成機器人在XY空間上的實際移動距離。
3.2 ? ?激光傳感器系統(tǒng)設(shè)計
本文所應(yīng)用的激光傳感器的有效感應(yīng)距離為(300±150)mm,接線如圖8所示。
傳感器正常工作時,輸出量為電流模擬量,輸出范圍為4~20 mA,距離傳感器最近距離點的輸出為20 mA,最遠(yuǎn)距離點的輸出為4 mA。根據(jù)輸出值可計算傳感器到工件待涂膠圓柱體的距離為:
?式中:I為傳感器輸出電流值;D為傳感器與測量點的距離值。
設(shè)D′為圓柱體與機器人傳感器的理論距離,當(dāng)D∈[D′-2,D′+2]時,傳感器判斷合格,并將上述數(shù)值以總線方式傳遞給機器人。傳感器與膠槍相對位置固定,與工件距離比膠槍多80 mm,因此機器人旋轉(zhuǎn)120°并豎直下降d(d=D-80)后即為待涂膠區(qū)域點膠處。
3.3 ? ?控制系統(tǒng)整體結(jié)構(gòu)
CC-Link是一種高可靠性、高性能的網(wǎng)絡(luò),本文研究了CC-Link現(xiàn)場總線的通信原理、基本通信結(jié)構(gòu)及FX系列PLC的系統(tǒng)構(gòu)成,分析了CC-Link現(xiàn)場總線的通信協(xié)議與網(wǎng)絡(luò)搭建模式,重點研究了基于CC-Link現(xiàn)場總線的PLC控制系統(tǒng)的硬件設(shè)計、軟件設(shè)計、監(jiān)控畫面設(shè)計、抗干擾設(shè)計和系統(tǒng)的調(diào)試。
本系統(tǒng)以傳送線的PLC作為主站,工業(yè)機器人作為從站設(shè)備構(gòu)成CC-Link網(wǎng)絡(luò),如圖9所示,智能相機及激光測量傳感器分別通過RS232和AD轉(zhuǎn)換模塊將數(shù)據(jù)傳送到PLC,PLC再通過CC-Link現(xiàn)場總線將數(shù)據(jù)傳送到機器人,實現(xiàn)機器人與多種外設(shè)之間的通信,減少了通信的方式和復(fù)雜程度,實現(xiàn)了系統(tǒng)的集中控制和管理。
4 ? ?試驗驗證
將不同型號的工件隨意放置于皮帶線上,經(jīng)過兩次定位,其待涂膠位置處的形狀搜索和點膠示意圖分別如圖10、圖11所示。通過在圓柱體上標(biāo)記,在實際運動過程中,測量比對實際運行位置與圓柱體上標(biāo)記點的位置,在XY坐標(biāo)平面上精度為0.3 mm,Z方向精度為0.2 mm,符合工藝要求。
5 ? ?結(jié)語
本文采用數(shù)字相機+激光傳感器的方式對智能涂膠系統(tǒng)進行了設(shè)計,分別完成硬件系統(tǒng)的選型及搭建、軟件系統(tǒng)和通信系統(tǒng)的設(shè)計。通過試驗驗證,該試驗系統(tǒng)不僅可完成多種型號壺底的點膠,還適用于其他多品種工件的點膠、涂膠工作。
[參考文獻]
[1] 唐德威,宗德祥,鄧宗全,等.涂膠機器人視覺系統(tǒng)的應(yīng)用研究[J].機器人,2006(1):1-4.
[2] 林粵科,林君鍵,張曉瑾,等.面向涂膠機器人的膠線質(zhì)量模型研究[J].機床與液壓,2014,42(3):51-53.
[3] 成世良,譚歡,楊成,等.基于IIWA機器人的涂膠系統(tǒng)設(shè)計[J].制造業(yè)自動化,2017,39(9):115-118.
[4] 任玉峰,林巨廣,王淑旺.擋風(fēng)玻璃機器人涂膠系統(tǒng)智能化技術(shù)研究[J].機床與液壓,2009,37(10):120-122.
[5] 任令章.視覺系統(tǒng)在機器人車頂涂膠手爪上的應(yīng)用[J].制造業(yè)自動化,2010,32(4):148-151.
[6] 楊志剛,安逸.基于視覺伺服的智能涂膠機器人研究[J].山西電子技術(shù),2012(6):83-85.
[7] 栗海兵.涂膠機器人控制系統(tǒng)研制及其視覺定位系統(tǒng)研究[D].哈爾濱:哈爾濱工業(yè)大學(xué),2010.
收稿日期:2022-02-16
作者簡介:曹飛(1988—),女,山東人,工程師,研究方向:智能制造裝備的開發(fā)與應(yīng)用。
猜你喜歡
工業(yè)設(shè)計(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
表面工程與再制造(2019年6期)2019-08-24 06:40:04
中國洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
文苑(2018年23期)2018-12-14 01:06:06
文苑(2018年19期)2018-11-09 01:30:14
文苑(2018年17期)2018-11-09 01:29:26
文苑(2018年21期)2018-11-09 01:22:32
