增材制件內部缺陷埋藏深度的激光超聲定量檢測
2022-05-09 02:14:02田雪雪趙紀元盧秉恒
中國機械工程 2022年8期
田雪雪 趙紀元 盧秉恒 王 磊
西安交通大學先進制造技術研究所,西安,710049
0 引言
電弧增材制造(wire and arc additive manufacturing,WAAM)作為一種金屬增材制造技術,因其沉積效率高、制造成本低、可制造大尺寸構件而引起國內外學者的廣泛關注[1-4]。金屬增材制造成形過程中,由于溫度梯度大、熔池凝固快等原因,制件內部易出現氣孔、裂紋等冶金缺陷[5],嚴重影響制件的力學性能和可靠性。因此,對增材制件內部缺陷的檢測是無損檢測領域迫切需要解決的問題。
激光超聲檢測技術是一種新型的非接觸、高靈敏度、高檢測精度的超聲無損檢測技術[6],適用于高溫、高壓等惡劣的工作環境[7],是增材制造零件內部缺陷在線檢測的有利工具。目前國內外已經開展了各種激光超聲內部缺陷檢測工作,以及在增材制造領域的應用研究。YASHIRO等[8]采用激光超聲檢測方法檢測90°彎管的內部腐蝕缺陷,通過表面波和縱波傳播過程中的散射來檢測缺陷。TANAKA等[9]利用搭建的激光超聲檢測系統,采用對超聲信號與內部缺陷作用后的反射率關系進行反演的方法檢測到碳鋼內部直徑0.1 mm的圓柱缺陷。DAVIS等[10]采用激光超聲系統對SLM工藝加工的試塊進行檢測,但C掃測量只能對缺陷形狀進行可視化顯示,不能定量測量缺陷的尺寸和埋藏深度。EVERTON等[11]通過對經過缺陷和未經過缺陷的B掃圖像分析,實現了對激光粉末床熔合成形樣品多個亞表面缺陷的檢測識別,但未實現缺陷的定量測量。張進朋等[12]對激光超聲檢測中與內部缺陷作用的橫波進行研究,利用橫波在缺陷處的衍射實現內部缺陷的檢測,但激光超聲激勵的超聲橫波信號微弱,所以在信噪比低的增材制件的應用難度較大。何翔等[13]采用磁光成像的技術對WAAM的成形表面缺陷進行檢測,用BP神經網絡對磁光成形圖片進行缺陷的識別和分類。綜上所述,對于增材制造件內部缺陷的檢測,國外可實現內部缺陷尺寸的定量檢測,而國內只能實現內部缺陷的定性檢測。內部缺陷的定量檢測對保證試塊的力學性能,以及工件的安全性和可靠性都具有深遠的意義,所以有必要進行深入研究。
筆者提出一種增材制件的內部缺陷埋藏深度的定量檢測方法,先采用激光超聲檢測技術掃描缺陷試塊,然后通過分析超聲縱波在有無缺陷的到達時間來定量計算缺陷的埋藏深度。
1 定量檢測方法
1.1 激光超聲的原理
激光超聲檢測技術作為一種新型的超聲檢測技術,可以激勵出各種模式的超聲波用于內部缺陷的檢測。由脈沖激光器和采用干涉儀接收原理的超聲接收系統組成的激光超聲檢測系統的檢測原理見圖1。
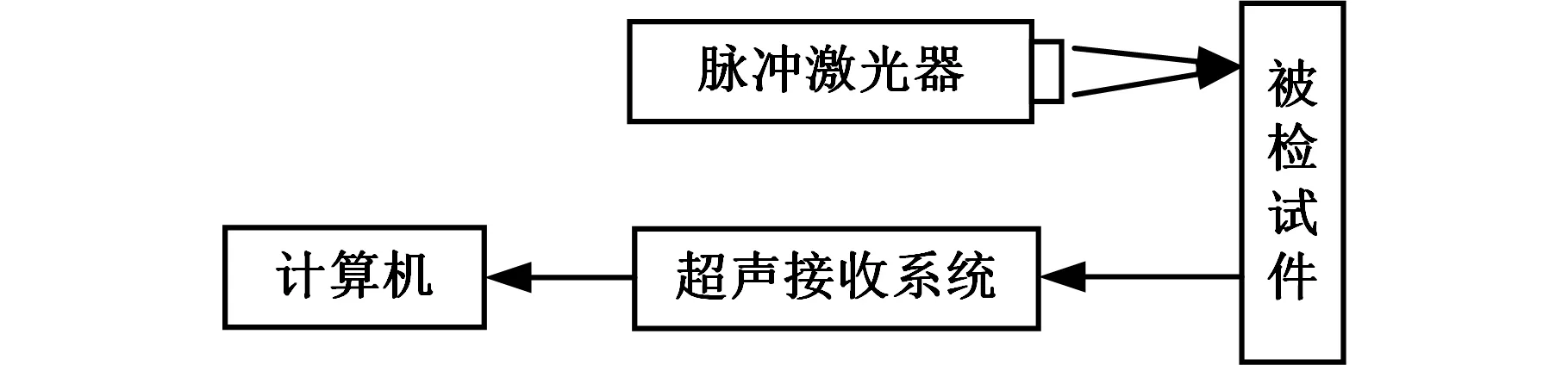
圖1 激光超聲檢測原理圖
如圖1所示,將激勵激光器產生的激光束作用于被檢試塊,根據熱彈效應原理,一部分能量被試塊吸收轉化為熱能,使激光照射點急劇熱膨脹,產生熱彈性波。熱膨脹使被檢試塊表面產生切向壓力,被檢試塊內部產生橫波、縱波及表面波等多種模式的超聲波信號[14]。
超聲接收系統中的接收激光器發射的激光束入射到工件上,在工件表面發生反射,成為帶有工件表面振動信息的信號光束,并返回超聲接收系統。信號光束經接收器的光干涉處理后,可得攜有工件表面振動信息且與表面位移成比例的光電流信號。通過對光電流信號的分析,可獲取到工件的振動信息。
1.2 埋藏深度檢測方法原理
激光超聲激勵的縱波在材料中傳播時,會在內部缺陷處發生反射,對缺陷處的反射縱波進行分析,即可得出缺陷的特征信息。
掃查過程中,激光超聲檢測系統經過無缺陷位置時,縱波會在試塊的底面反射,如圖2所示,其中,紅色箭線表示激勵激光器激勵的超聲波,箭頭為激光激勵點位置;藍色箭線表示超聲接收系統的接收信號,箭線尾部為信號的接收點,x為激光激勵點和超聲接收點的距離,d為被檢測件的厚度,θ為激勵點與接收點連線的中垂線與縱波傳播路徑的夾角,橙色箭線表示的傳播路徑即為無缺陷處縱波聲程。
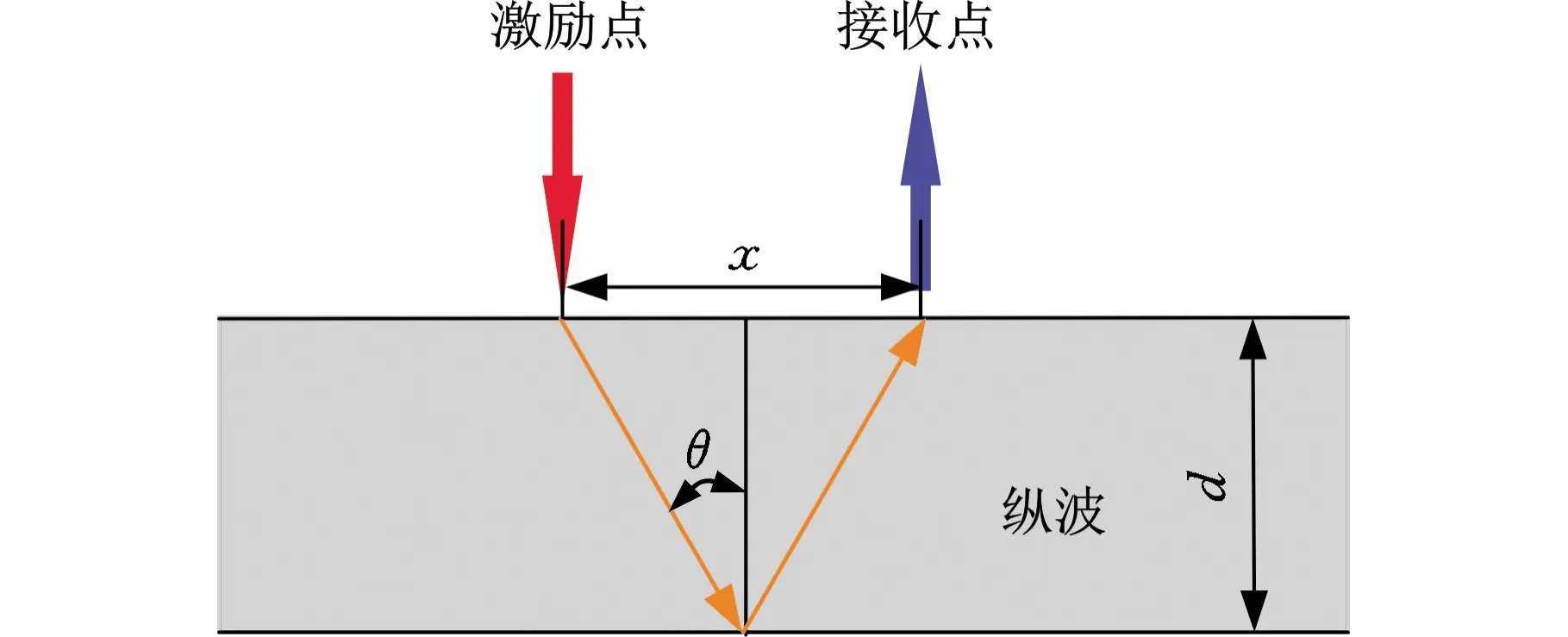
圖2 無缺陷處的縱波聲程圖
掃查過程中,激光超聲無損檢測系統經過內部缺陷時,縱波會在缺陷的上表面反射,形成反射回波,如圖3所示,其中,L為缺陷的埋藏深度,θ′為激勵點與接收點連線的中垂線與縱波傳播路徑的夾角。
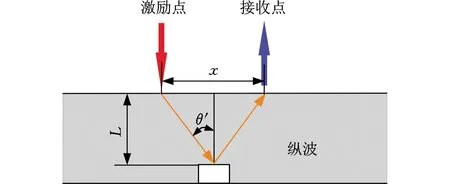
圖3 有缺陷處的縱波聲程圖
由圖3可以看出,當激勵點與接收點的距離x一定時,缺陷的埋藏深度為
(1)
式中,S2為經過缺陷處時的縱波聲程。

1.3 小波包分解技術
小波包分解技術能把一個振動信號映射到一個相互正交的小波函數構成的子空間,形成信號在不同尺度、不同頻段的分解序列,并保留信號在各尺度上的時域特征。小波包分解技術算法如下[15]。
設正交共軛濾波器H和G滿足
(2)
其中,Hn-2k、Hn-2l、Hn為矩陣H的元素;δk.l為矩陣δ的元素;Gk為矩陣G的元素;n,k,l∈Z。
為實現離散序列{sp|p∈Z}的小波包分解展開,定義如下算子:
(3)
設f0,0為接收到的原始超聲波信號,則根據小波包分解理論有
(4)
式中,J為分解層數;nJ為J層分解層數下的頻帶序號;j為J+1層分解得到的信號序列的序號。
重構與分解的算法相似:存在一組濾波器H*和G*,其中,H*是H的對偶算子,G*是G的對偶算子,用這組濾波器對得到的小波包分解序列進行逆運算即可實現信號的重構。
小波包分解是一種具有良好時頻特性的信號處理方法。針對超聲波信號復雜、多模態、寬頻帶、低信噪比等特點,研究超聲波信號中不同模態信號的頻域特征,結合小波包分解技術的時頻特性,實現激光超聲信號的前處理。先采用激光超聲檢測系統對試塊進行掃查,采集相應的超聲波信號。然后采用小波包分解技術對信號進行前處理,提取縱波信號,最后提取信號中超聲縱波的第一次到達時間,將有缺陷和無缺陷處的到達時間代入式(1)即可得到缺陷的埋藏深度。
2 實驗驗證
2.1 實驗設備
如圖4a所示,激光超聲檢測系統主要包括脈沖激光器、接收激光器、接收器(型號AIR-1550-TWM)、計算機和控制激光頭移動的控制器(具有6個自由度的機械臂)。實驗采用的接收器包括光纖激光器、分光器和解碼器等幾個部分。
圖4b為激光超聲系統實物圖。激勵激光頭和接收激光頭固定在一塊光學平板上,光學平板固定連接在機械臂上。在控制器的作用下,激勵激光頭和接收激光頭以一定的相對距離共同移動。激勵激光器為波長1064 nm的Nd:YAG脈沖激光器(重復頻率20 Hz,最大脈沖能量50 mJ)。接收器的激光波長為1550 nm,檢測帶寬為125 MHz,光斑尺寸為0.1~0.2 mm。為在檢測增材制造內部缺陷時能得到信噪比高的縱波,將激勵激光器的能量設為42.3 mJ。
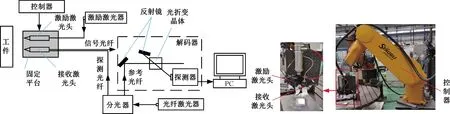
(a)系統示意圖 (b)系統實物圖
2.2 實驗試塊
(1)鋁合金精鍛試塊。試塊的長、寬、高分別為90 mm、70 mm和10 mm,表面粗糙度Ra為0.4 μm,試塊的表面有長10 mm、寬2 mm、深4 mm的凹槽缺陷。
(2)WAAM加工試塊。WAAM工藝加工試塊的長、寬、高分別為90 mm、70 mm和10 mm,表面粗糙度Ra為0.4 μm,試塊的表面有長10 mm、寬2 mm、深4 mm的凹槽缺陷。
實驗過程中,激光超聲檢測系統在試塊沒有表面缺陷的一側進行掃查,有缺陷的一側為試塊底面,則試塊底面的缺陷在無缺陷表面掃查過程中成為內部缺陷。
2.3 實驗方案
圖5為實驗的掃查路徑示意圖,其中,藍色色塊表示缺陷位置,虛線表示缺陷為內部缺陷,紅點為掃查點,紅色箭線為掃描路徑。激光激勵點和信號接收點距離一定,且兩點連線與Y軸平行,掃描路徑與缺陷的長邊垂直,如圖6所示。激勵點和接收點的距離為6 mm,掃描步長為0.1 mm,掃查點數為300,采樣頻率為125 MHz,每個超聲波信號的采樣時間為20 μs。對每個采集點處采集到的16個激光信號進行時域平均處理,以減小實驗隨機噪聲的干擾。

圖5 實驗掃查示意圖
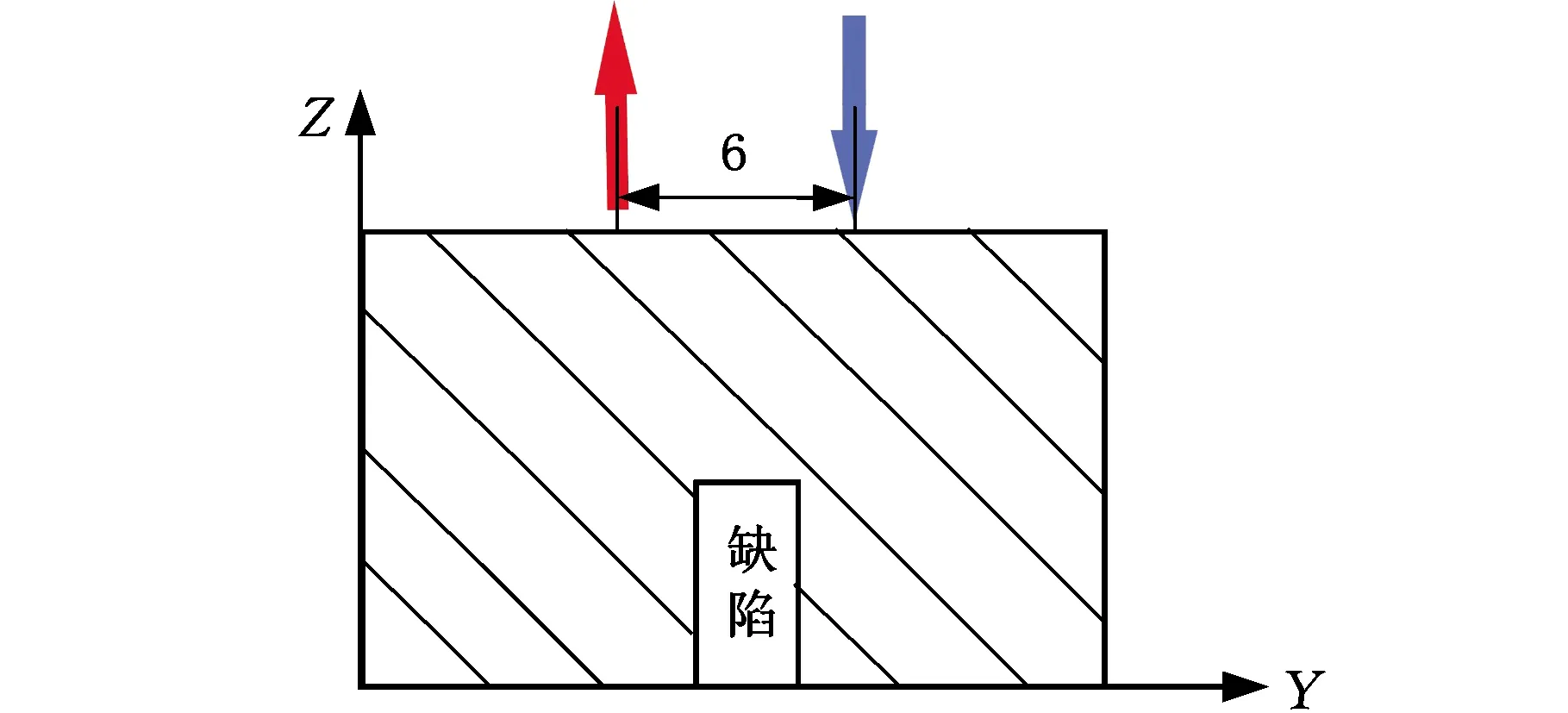
圖6 激勵點與接收點的位置關系示意圖
3 實驗結果與討論
3.1 信號前處理
如圖7所示,實驗信號存在超聲表面波和縱波的耦合,影響了表面波和縱波的時域特征提取。表面波和縱波的反射回波的到達時間相近,故表面波和縱波在時域上出現耦合,無法直接讀取縱波的到達時間,因此對表面波和縱波的頻域分布進行分析研究,發現二者的區別。
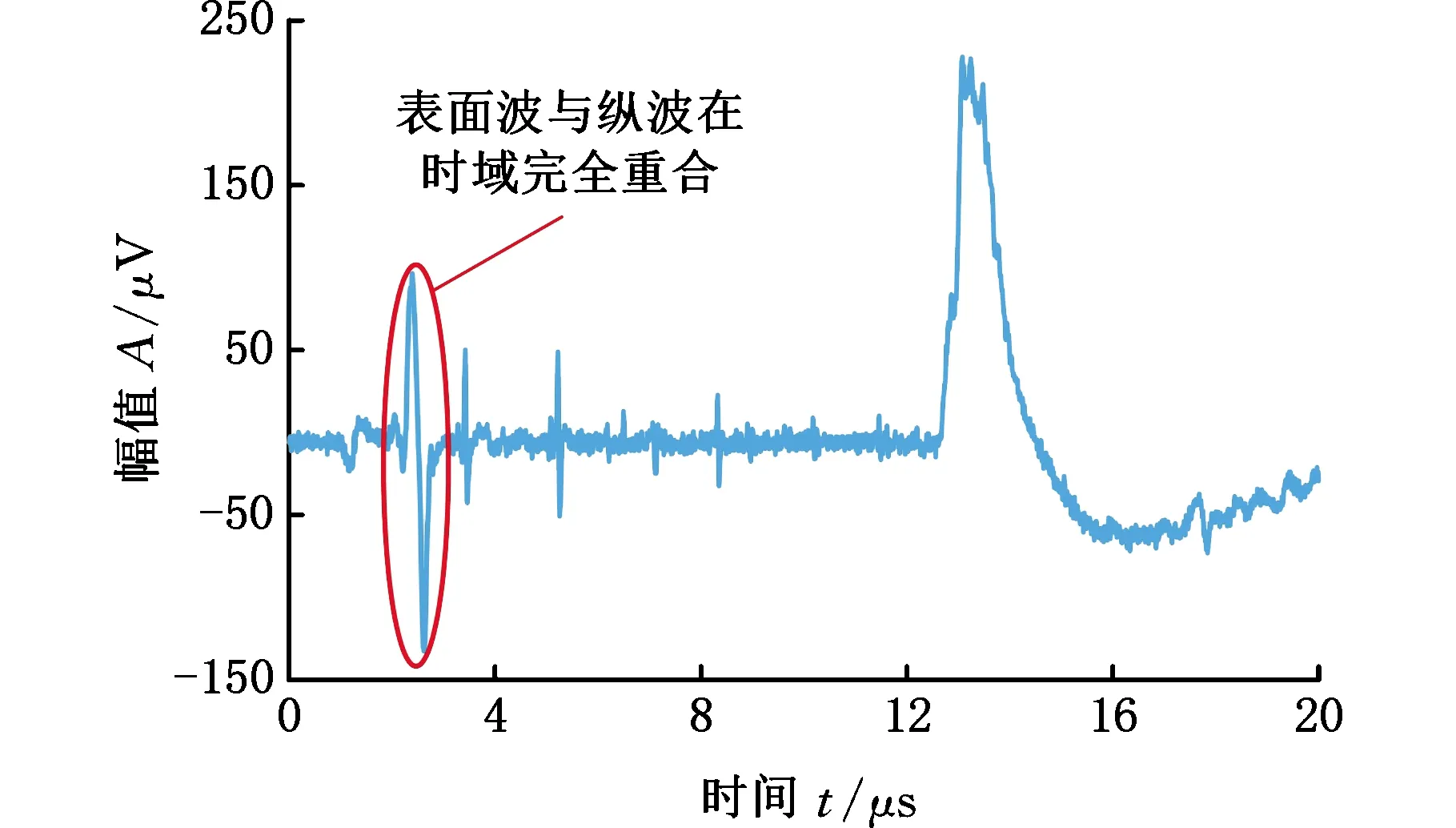
圖7 存在超聲表面波和縱波耦合的原始信號
截取實驗信號中的超聲表面波和縱波信號,并對其進行去趨勢、補零和快速傅里葉變換,得到的頻譜如圖8所示,可以看出,超聲表面波和縱波的頻率在頻譜圖上的分布不同,表面波頻率主要分布在1.3 MHz附近,縱波頻率主要分布在7.5 MHz附近。用小波包分解的方法將原始信號分解展開到不同的頻帶,再選取表面波和縱波所在的頻帶進行重構,從而實現超聲表面波和縱波的分離和提取。

圖8 表面波和縱波頻譜圖
原始信號的采樣頻率為125 MHz,且表面波和縱波的頻率存在交疊部分,所以要盡量避免選取重疊部分的頻帶,故選取低于3.91 MHz的頻帶為表面波所在頻帶、5.86~15.63 MHz的頻帶為縱波所在頻帶進行表面波和縱波的提取。信號分離的小波包分解層數為6。根據超聲表面波和縱波的波形特征,選用與超聲波波形相似、可從原始信號中提取到更多超聲信號能量的dmey小波基函數。
將存在耦合的原始信號(圖7)進行小波包分解,并截去處理所得信號中的空氣振蕩波。由圖9、圖10可以看出,超聲表面波和縱波在時域得到分離,有利于從信號圖中直接讀取在缺陷處反射的超聲縱波的時域特征。
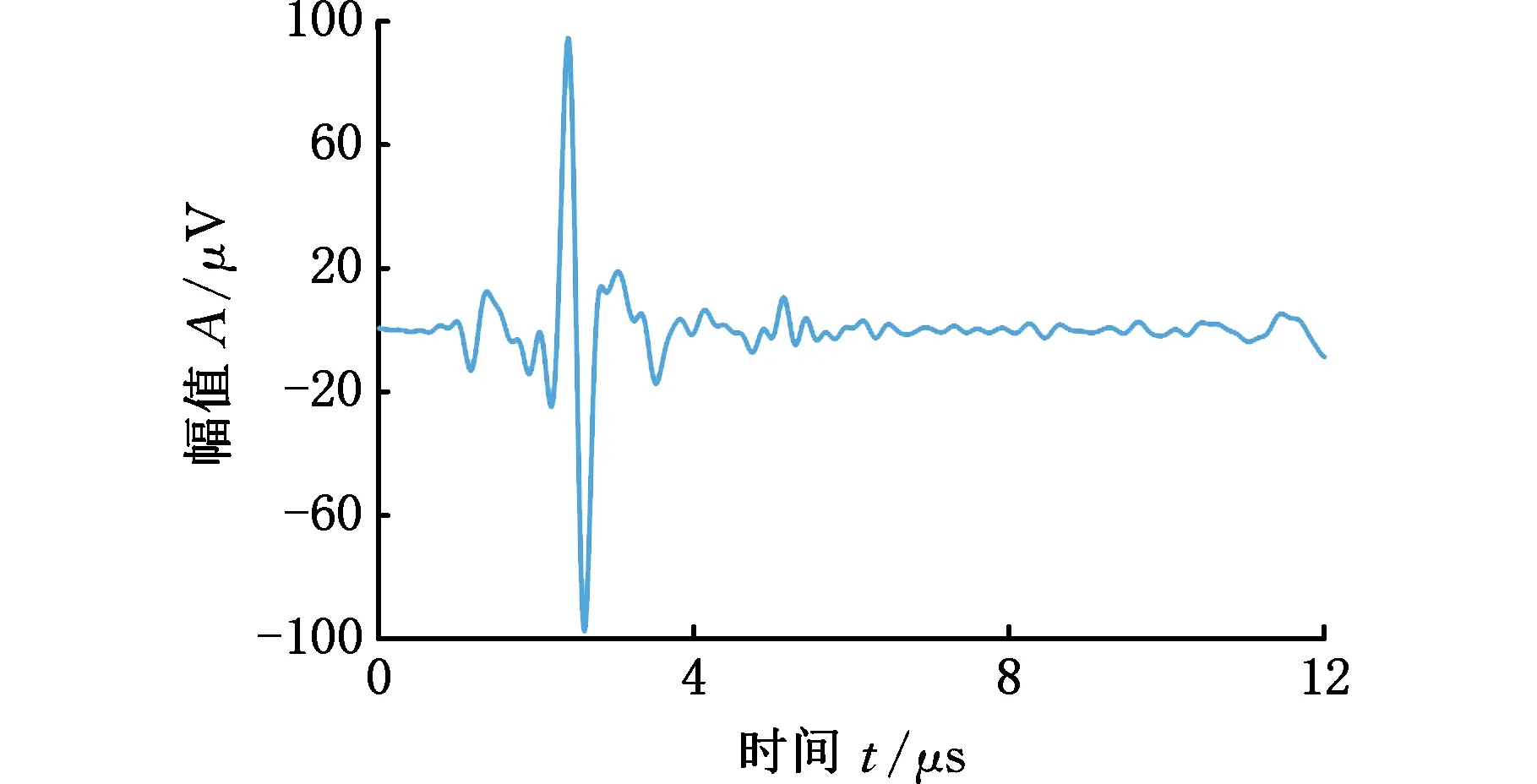
圖9 分離得到的超聲表面波
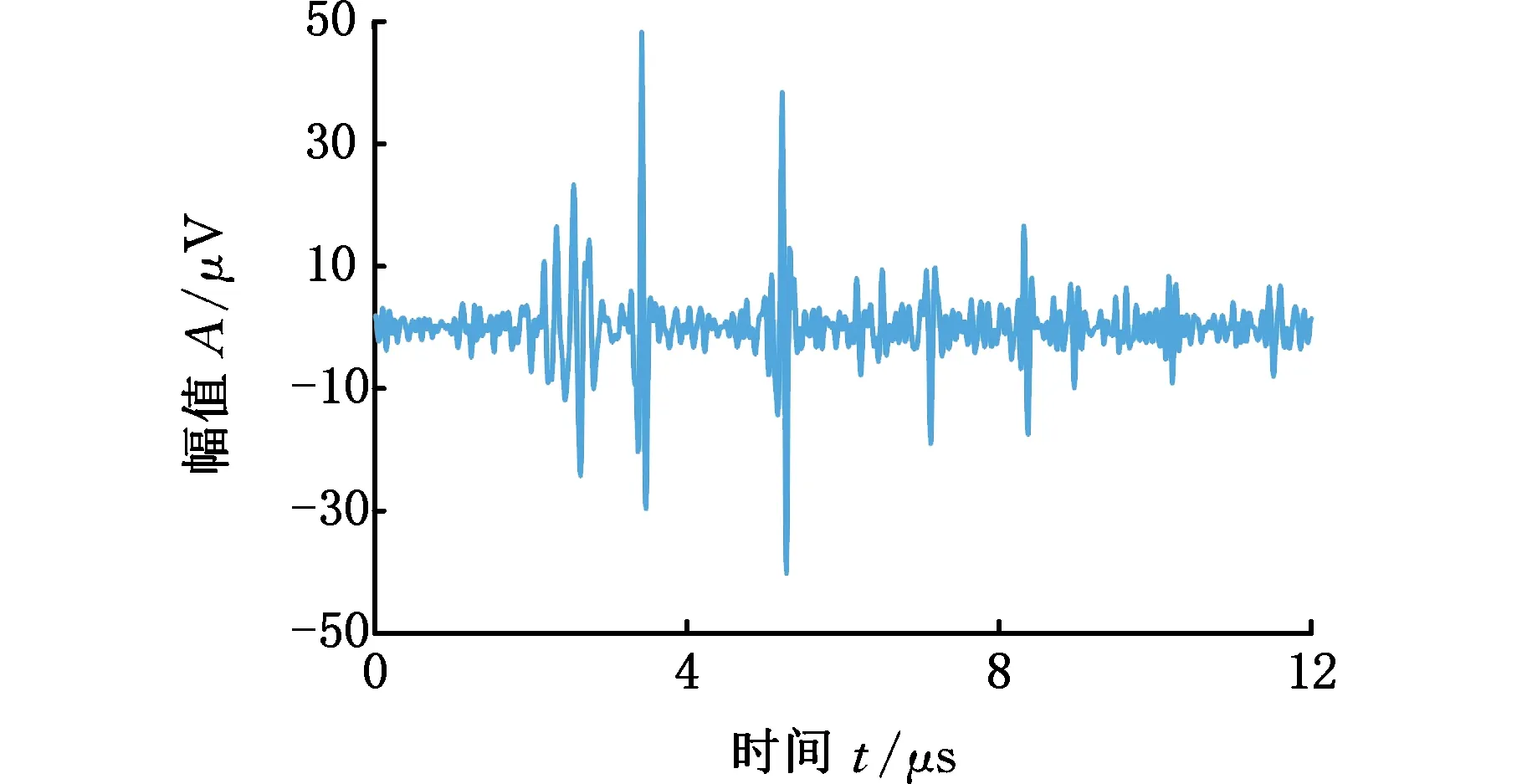
圖10 分離得到的超聲縱波
3.2 精鍛加工試塊結果分析
圖11為采用2.3節實驗方案在精鍛試塊中得到的原始信號的B掃圖,可以看出,原始信號在時域內存在表面波和縱波的耦合,采用3.1的方法對原始信號進行信號前處理,提取到的縱波信號如圖12所示。

圖11 精鍛試塊B掃信號圖
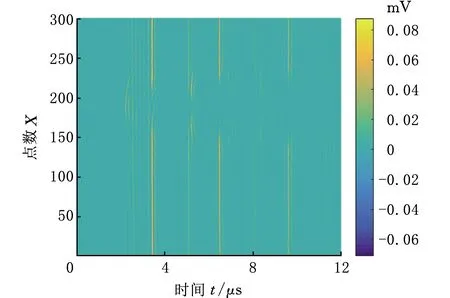
圖12 精鍛試塊提取的縱波信號圖
由圖12可以看出,影響縱波時域特征提取的表面波信號被濾除,缺陷處反射的縱波信號更加明顯。信號中第一次接收到的反射縱波的到達時間如圖13所示,可以看出,當掃查不經過缺陷位置時,由于實驗試塊的板厚固定,所以縱波的傳播時間相同,到達時間表現為一條平行于橫軸的直線。掃查經過缺陷位置時,缺陷導致縱波的聲程減小、到達時間變短。加工的試塊缺陷底面為平面,掃查經過此處的縱波聲程一定,故缺陷處的縱波到達時間也存在一個保持不變的穩定過程。縱波經過缺陷邊緣時會產生衍射。衍射縱波的干擾使反射縱波的到達時間先縮短、后延長。

圖13 反射縱波到達時間圖(精鍛試塊)
t2取信號中經過缺陷處的縱波到達時間的眾數。試塊厚度一定時,縱波的底面反射回波到達時間也一定,故取未經過缺陷時縱波到達時間的眾數為底面反射縱波到達時間t1進行計算。
由圖13可知,掃查不經過缺陷位置時,縱波的到達時間t1=3.424 μs;掃查經過缺陷位置時,縱波的到達時間t2=2.232 μs。試塊厚度d=10 mm,根據式(1)可得缺陷的埋藏深度L=6.109 mm。由表面缺陷深度4 mm可得缺陷的實際埋藏深度Lt=6 mm,則本次測量的絕對誤差為0.109 mm,相對誤差為1.81%。
3.3 WAAM加工試塊結果分析
采用2.3節的實驗方案在WAAM試塊掃查230個點,得到原始信號的B掃圖(圖14)。與傳統試塊相比,增材制造零件內部存在大量微小氣孔,超聲縱波在試塊內部的傳播過程中會多次反射和衍射,故信號圖(圖14)中只能清楚觀察到第一次底面反射的縱波,不能清楚觀察到縱波在底面多次反射的回波,且缺陷處的反射回波幅值較小,所以到達時間相比精鍛件更難提取。

圖14 WAAM試塊B掃信號圖
兩種不同類型試塊的未經過缺陷處的原始A掃信號如圖15、圖16所示。WAAM試塊反射縱波的信號幅值相對較小、信噪比較低。縱波在試塊內部傳播時,增材試塊內部組織的微小氣孔使得縱波在傳播過程中的幅值衰減大,縱波信號極易湮沒在高頻噪聲中。
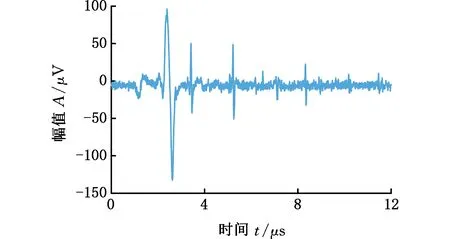
圖15 精鍛試塊原始信號圖

圖16 WAAM試塊原始信號圖
經過缺陷時,縱波的反射波與表面波在時域內耦合,采用3.1節的方法對原始信號進行信號前處理,提取到的縱波信號如圖17所示。
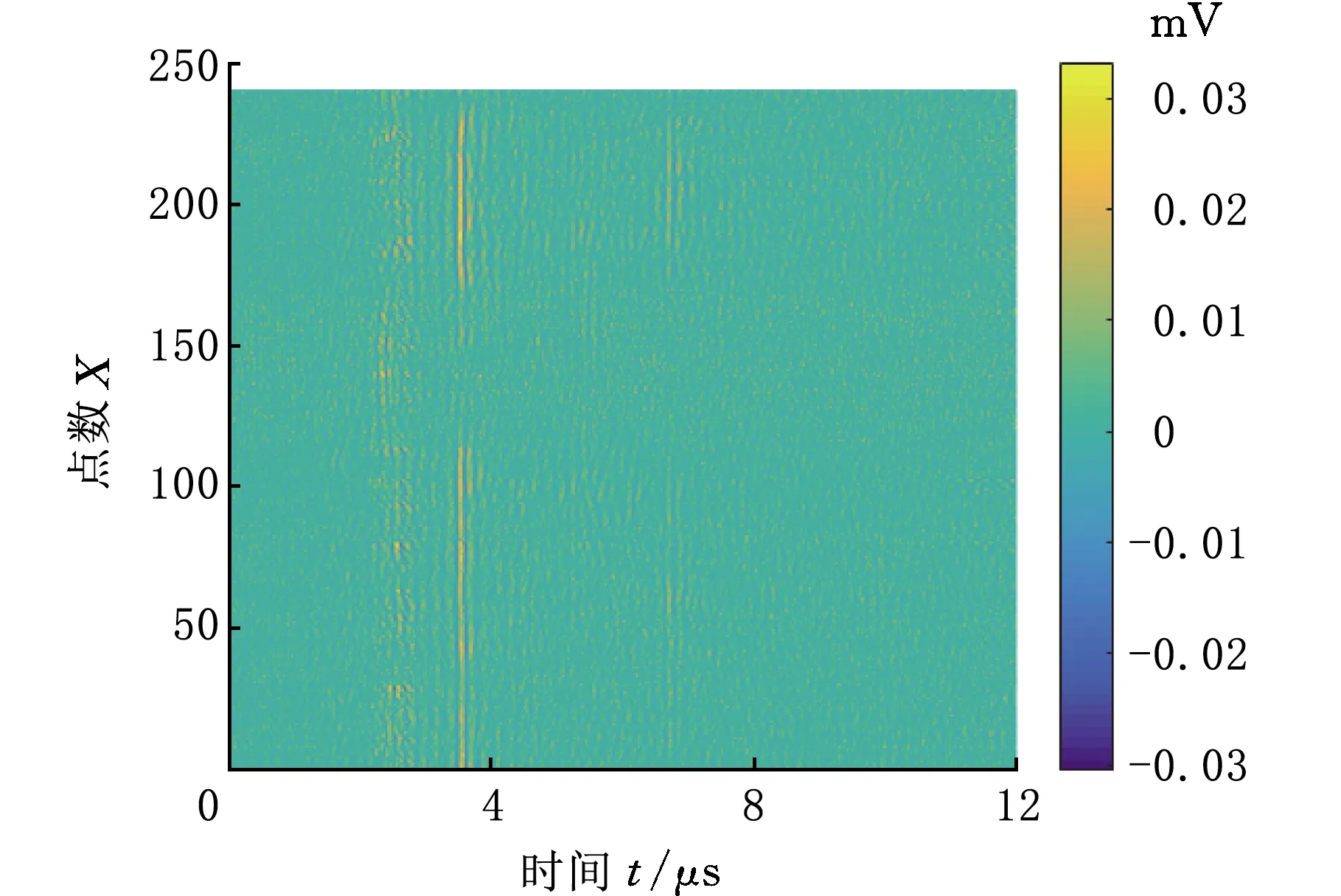
圖17 WAAM試塊提取的縱波信號圖
由圖17可以看出,信號前處理后,縱波反射波幅值明顯增大,且可觀測到缺陷處的反射縱波。表面波信號雖得到濾除,但由于缺陷處縱波反射回波幅值偏低,殘余的表面波信號仍會對縱波時域特征的提取造成影響。提取信號中的一次反射縱波的到達時間特征如圖18所示。
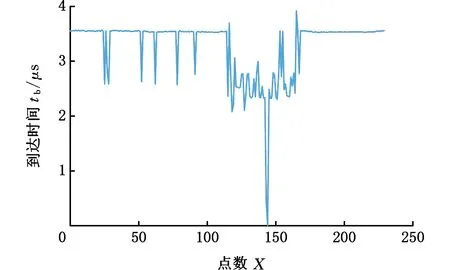
圖18 反射縱波到達時間圖(WAAM試塊)
由圖18可以看出,掃查經過缺陷時,縱波的聲程變短,導致縱波的到達時間縮短。增材制造試塊內部存在較多微小氣孔,因此縱波在傳播過程中會多次反射和衍射,信號時域特征的穩定性較差、信噪比較小,難以從提取到的縱波到達時間圖中讀取缺陷處的縱波到達時間。
通過分析反射縱波到達時間的規律,對提取的到達時間進行處理。由于未經過缺陷或經過缺陷的到達時間曲線均平行于橫軸,故可以根據兩個掃查點到達時間連線的斜率進行異常點的濾除。掃查無缺陷位置和缺陷位置時,縱波聲程一定,縱波到達時間一定,縱波對應到達時間的連線斜率為0。當前后兩點到達時間的連線斜率大于一定值(多次試驗后,將斜率范圍設定為-10~10)時,則后一個點被認為是異常點,將后一個點的到達時間修正為前一個到達時間,即斜率改為0。處理后的反射縱波到達時間如圖19所示,可以看出,處理后,原反射縱波到達時間圖中的信號毛刺被去除,可以精準快速地提取缺陷處反射縱波的到達時間。

圖19 反射縱波到達時間處理圖
取處理后的到達時間最小值為缺陷處反射縱波的到達時間t2;與精鍛試塊信號的處理相同,取縱波到達時間的眾數為底面反射縱波到達時間t1。掃查不經過缺陷時,t1=3.536 μs;掃查經過缺陷時,t2=2.304 μs。試塊厚度為10 mm,則根據式(1)可得缺陷的埋藏深度L=6.106 mm。缺陷實際的埋藏深度Lt=6 mm,則計算得到本次測量的絕對誤差為0.106 mm,相對誤差為1.76%。
4 結論
(1)激光超聲檢測系統采集到的含有多種模式的超聲波信號中,超聲表面波和縱波在頻域內存在差異。
(2)依據表面波和縱波的頻率差異,采用小波包分解的方法,將超聲表面波和縱波分解到不同的頻帶內,實現二者的分離。
(3)激光超聲掃查路徑存在內部缺陷時,根據超聲縱波在試塊中傳播路徑的不同,提出缺陷埋藏深度的定量檢測方法。精鍛加工試塊實驗檢測結果的相對誤差為1.81%。
(4)將內部缺陷埋藏深度定量檢測方法用于WAAM加工的增材試塊,采用異常點濾除算法處理縱波到達時間特征,實現了增材制造試塊內部缺陷埋藏深度的定量檢測,檢測結果的相對誤差為1.76%。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
鴨綠江(2021年35期)2021-04-19 12:24:18
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
中國生殖健康(2019年3期)2019-02-01 06:12:26
海峽科技與產業(2016年3期)2016-05-17 04:32:12
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25