便攜式鋰電池點(diǎn)焊機(jī)研究
2022-05-10 10:26:22吳凌燕郭維波吳天靜
電子設(shè)計工程 2022年9期
吳凌燕,郭維波,吳天靜
(海軍航空大學(xué)青島校區(qū),山東青島 266041)
目前,機(jī)場飛機(jī)牽引車、航空檢測手持設(shè)備、民用電動自行車、踏板車、汽車等都需要采用大量的串并聯(lián)鋰電池組來供電。
鋰電池組主要采用“鎳帶”焊接的方式來進(jìn)行級聯(lián),在鎳帶焊接時,大中型工業(yè)場所一般采用低電壓、大電流(數(shù)百安培)的直流點(diǎn)焊方式進(jìn)行焊接,可以達(dá)到焊接牢靠、美觀的目的,這種方式也稱為電阻點(diǎn)焊。
電阻點(diǎn)焊焊接方式因成本較低、能量集中、焊接變形小、不需要添加焊料、無污染、加工過程簡單而得以推廣。同時鎳帶焊接的質(zhì)量非常重要,直接關(guān)系到了鋰電池組輸出電壓、電流的穩(wěn)定與否,也影響到了電池的安全性[1]。
電阻點(diǎn)焊機(jī)在國內(nèi)市場上以工頻變壓器類型的機(jī)器為主,且趨向于自動化和智能化[2]發(fā)展,常規(guī)的電阻點(diǎn)焊機(jī)體積較大、移動不方便、需市電220 V 供電等,并不宜在航空維護(hù)、室外、野外對動力設(shè)備的鋰電池組進(jìn)行維修,為解決用戶在戶外能夠及時、即時維修的需要,設(shè)計了該款不用市電的便攜式鋰電池點(diǎn)焊機(jī),以解決上述問題。
1 點(diǎn)焊機(jī)整機(jī)電路設(shè)計
目前在市面上,還沒有類似的便攜式鋰電池組點(diǎn)焊機(jī),某些相近似的實(shí)現(xiàn)方法只有在大學(xué)實(shí)驗室中進(jìn)行相關(guān)的驗證。主要有以下兩種實(shí)施措施:
1)將工業(yè)用點(diǎn)焊機(jī)按照減小一定功率的方式,將內(nèi)部變壓器、時間控制器的體積成比例地減小,以達(dá)到便攜的效果。
2)采用多級移動電源串聯(lián)后,提升焊接電壓,并存儲至大容量極性電容中。這種方法應(yīng)用得比較多,很多實(shí)驗室在調(diào)試、維護(hù)動力電源時,會采用鉛酸電池或數(shù)十節(jié)18650鋰電池來進(jìn)行充電電壓提升[3-7]。
以上兩種方式都能實(shí)現(xiàn)鋰電池組點(diǎn)焊的功能,但是又各有一些不足之處:
1)按比例減小工業(yè)用點(diǎn)焊機(jī)至便攜體積。這種方案在設(shè)計之初就是以市電供電為原型的點(diǎn)焊機(jī)來進(jìn)行改進(jìn)的,經(jīng)該方法改進(jìn)的小型點(diǎn)焊機(jī)仍脫離不了220 V 交流市電,在野外使用時,仍需要外附逆變器將中小型電瓶的直流電轉(zhuǎn)換為交流電再供該型點(diǎn)焊機(jī)工作。同時,減小功率后的點(diǎn)焊機(jī),在焊接性能上大大縮水,不能完全覆蓋鋰電池鎳帶點(diǎn)焊的范圍。
2)采用多級移動電源串聯(lián)提升焊接電壓,并存儲至大容量極性電容中。這種方案對外部供電電源種類沒有特殊要求,可以采用多種小型電源。但是為了提升電壓,必須讓各類供電電源在串聯(lián)的數(shù)量上達(dá)到可以焊接的程度,才能保證焊點(diǎn)的可靠性,所以這種方案也不利于點(diǎn)焊機(jī)小型化的改進(jìn)。
以上方案各有優(yōu)缺點(diǎn),使用時各有不便之處[8-10]。在使用便攜式點(diǎn)焊機(jī)的過程中,如果其體積能像普通手持20 W 電烙鐵那樣,并且只采用一顆18650 電池供電,可方便攜帶至室外或野外,同時也不降低其工作性能,這將給動力電源的維護(hù)帶來很大的方便。為了實(shí)現(xiàn)這個目的,提出以下技術(shù)方案。
該文設(shè)計的便攜式鋰電池點(diǎn)焊機(jī)硬件電路包括以下幾個模塊:電池電源、自激升壓電路、倍壓整流儲能電路、焊點(diǎn)溫度調(diào)控電路與點(diǎn)焊控制電路模塊。整部點(diǎn)焊機(jī)電路連接關(guān)系如圖1 所示。

圖1 便攜式鋰電池點(diǎn)焊機(jī)
2 點(diǎn)焊機(jī)工作原理
現(xiàn)代鋰電池的焊接主要分為電阻焊和激光點(diǎn)焊,其中電阻焊可分為點(diǎn)焊、縫焊和對焊。在鋰電池生產(chǎn)制造中,主要采用點(diǎn)焊,其原理是利用工件自身電阻,通過電極對工件加壓力和導(dǎo)通大電流,在工作接觸面產(chǎn)生高熱,進(jìn)行熔融金屬的連接[11]。
電阻點(diǎn)焊的焊接過程:首先對焊件施加適當(dāng)?shù)膲毫Σ⒕S持一定時間,使得工件被緊壓于電極之間,從而使焊件表面形成一個穩(wěn)定的極低的接觸電阻,然后使電流流過工件,產(chǎn)生熱量使焊接表面熔化,從而連接在一起[12]。
該文設(shè)計的便攜式鋰電池點(diǎn)焊機(jī)的主要工作原理:在自激升壓電路接通直流電壓源后,可以通過單管自激原理,由電感線圈構(gòu)成變壓器正反饋電路,大功率晶體管以高頻速度進(jìn)行開關(guān)切換,電感線圈不斷地儲能、放能,從而在次級線圈上感應(yīng)出一個較高的脈沖電壓,該電壓由倍壓整流儲能電路進(jìn)行二倍壓整流,生成大約30 V 的直流電壓,電荷存儲于倍壓整流儲能的電容器中,在焊接鋰離子電池時,通過控制電路可在鎳帶上釋放大量電荷,產(chǎn)生大電流及高熱量,瞬間熔化焊點(diǎn)間焊面,實(shí)現(xiàn)焊接的目的[13-14]。
鋰電池一般都采用鍍鎳不銹鋼作外殼,用鎳帶作電池組的連接片,焊接就是將不銹鋼外殼與鎳帶連接起來[3]。
2.1 自激升壓電路
自激升壓電路的作用是利用變壓器正反饋原理,將18650 鋰電池電壓升至大約30 V 左右。自激升壓電路如圖2 所示。

圖2 自激升壓電路
圖2 中,自激升壓電路的核心器件為繞在同一鐵氧體磁芯上的三組線圈和大功率低頻三極管T1。繞組標(biāo)號分別為L1、L2、L3,其中L2為反饋繞組。初級繞組L1與反饋繞組L2匝數(shù)相同,次級繞組L3的匝數(shù)遠(yuǎn)大于初級繞組L1;三極管T1 是大功率NPN 三極管,該電路由一節(jié)18650 標(biāo)準(zhǔn)的3.7 V 鋰電池供電。
自激升壓電路的自激過程如下:
當(dāng)電源接通時,L1、L2同時流過導(dǎo)通電流,其中L1為儲能狀態(tài),反饋繞組L2同名端為感應(yīng)正電壓,三極管基極上疊加了感應(yīng)正電壓與電源電壓,三極管T1飽和導(dǎo)通,初級繞組L1回路電流繼續(xù)增加。
當(dāng)L1中電流充至飽和,感應(yīng)正電壓下降產(chǎn)生的感應(yīng)電動勢疊加在反饋繞組L2上,導(dǎo)致基極電壓偏低,飽和程度下降,此時L1中電流減小,從而在反饋繞組L2上產(chǎn)生負(fù)的感應(yīng)電動勢,由此對三極管T1 造成雪崩式的截止,初級繞組L1上所存儲的能量在次級繞組L3上瞬間釋放,引發(fā)高電壓。
當(dāng)能量釋放到一定程度時,當(dāng)初級繞組L1所產(chǎn)生的感應(yīng)電動勢不能繼續(xù)阻止基極與發(fā)射極截止時,三極管T1 再次導(dǎo)通,進(jìn)入下一個自激循環(huán)。
由楞次定律可知,次級繞組L3瞬間釋放的時間極短,將會感應(yīng)出一個較高的脈沖電壓。次級繞組L3上的自激感應(yīng)電壓經(jīng)倍壓整流儲能電路進(jìn)行整流后存儲。
2.2 倍壓整流儲能電路
倍壓整流儲能電路如圖3 所示,C1為薄膜電容,耐壓值為50 V;D1、D2 是1N4007 整流二極管;Cn為多個電解電容并聯(lián)的電容陣列,容量為4 400 μF×4,主要用來提高儲能電容的耐壓值。

圖3 倍壓整流儲能電路
對該倍壓整流儲能電路進(jìn)行二倍壓整流,生成的高壓約30 V,送入蓄能模塊Cn中進(jìn)行存儲。
2.3 焊點(diǎn)溫度調(diào)控電路
鎳帶焊接過程中,若焊接處強(qiáng)度達(dá)不到,會導(dǎo)致電池組內(nèi)阻變大,供電時自身消耗太多,從而無法正常給外電路供電,較為嚴(yán)重的情況是,鎳帶因不牢靠而脫落,電池供電功能失效;同樣的道理,若熱量太高,焊接過度,則可能導(dǎo)致電極蓋穿透,電池漏液,電池組短路,造成使用安全隱患[15-16]。
由于待焊的鋰電池鎳帶厚度不同,為了能夠?qū)Σ煌穸鹊逆噹нM(jìn)行精準(zhǔn)焊接,點(diǎn)焊機(jī)還包括了一套焊點(diǎn)溫度調(diào)控電路,如圖4 所示。

圖4 焊點(diǎn)溫度調(diào)控電路
一般來說,鎳帶越厚所需要的焊點(diǎn)溫度就越高,相應(yīng)焊點(diǎn)兩端電壓也就越高。而焊點(diǎn)溫度調(diào)控電路是通過調(diào)節(jié)焊點(diǎn)兩端的電壓,來實(shí)現(xiàn)焊點(diǎn)溫度的調(diào)節(jié),以適應(yīng)不同厚度的鎳帶對象。
焊點(diǎn)溫度調(diào)控電路并聯(lián)在儲能電路的電容兩端,它包括采樣電阻R2、可調(diào)電阻R3及開關(guān)電路。可調(diào)電阻R3與電阻R2串聯(lián);通過可調(diào)電阻R3連入電路的阻值,最終實(shí)現(xiàn)焊點(diǎn)兩端電壓的調(diào)節(jié)。
開關(guān)電路包括三極管T2 和T3,當(dāng)可調(diào)電阻R3動觸點(diǎn)向上方移動時,R3獲得的分壓增大,T2 基極的電壓升高,在電容兩端電壓不高的時候,就能讓T2 快速飽和,T3 基極電流增大,其集電極電壓下降,將自激電路的T1 基極鉗位至0.3 V 左右,變壓器自激升壓部分停振,線圈L3輸出電壓降低,調(diào)整焊接電壓即達(dá)到控制焊接溫度的目的。
2.4 點(diǎn)焊控制電路
在焊接時需要進(jìn)行焊接時機(jī)的控制,由于儲能電容內(nèi)部釋放的電流非常大,一般的機(jī)械觸點(diǎn)開關(guān)會被燒毀,所以只能用MOS 管或IGBT 的軟開關(guān)來進(jìn)行控制。
如圖5 所示,點(diǎn)焊控制電路包括IGBT 開關(guān)T4、分壓電路以及微動開關(guān)K1。當(dāng)操作焊接人員按下微動開關(guān)K1 后,給IGBT 開關(guān)T4 一個控制電壓,觸發(fā)T4 導(dǎo)通,將倍壓整流儲能電路中存儲的直流電能釋放到點(diǎn)焊機(jī)的兩個焊頭上,實(shí)現(xiàn)焊接。
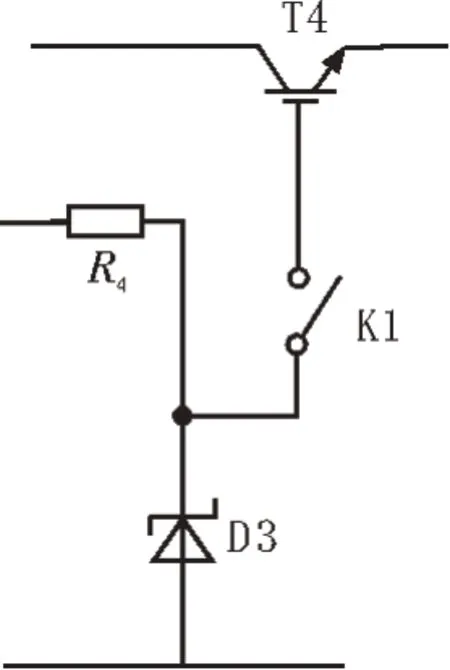
圖5 點(diǎn)焊控制電路
分壓電路包括電阻R4和穩(wěn)壓二極管D3。R4和D3 起分壓及穩(wěn)壓作用,按下開關(guān)K1 后,為T4 提供一個穩(wěn)定的5.1 V 控制電壓,觸發(fā)T4 導(dǎo)通。
將各模塊連接后,調(diào)試各元器件參數(shù),可結(jié)合仿真軟件校對參數(shù),以達(dá)到電路的最佳工作狀態(tài),目前整機(jī)電路已安裝調(diào)制,工作正常。
3 結(jié)論
該設(shè)計制作出來的便攜式鋰電池點(diǎn)焊機(jī),方案原理簡單,結(jié)構(gòu)緊湊,性價比高,已申請實(shí)用新型專利。相比較傳統(tǒng)的鋰電池點(diǎn)焊機(jī),該文點(diǎn)焊機(jī)成品尺寸小、重量輕、方便攜帶,實(shí)用場景較多,具有推廣的價值和意義。具體總結(jié)如下:
1)該文設(shè)計用分立元件實(shí)現(xiàn)了點(diǎn)焊機(jī)的功能,性價比極高。
2)供電方便,無需交流電,一節(jié)鋰電池即可續(xù)航。
3)設(shè)計了溫度可調(diào)功能,可根據(jù)需要調(diào)整、調(diào)控焊頭溫度。
4)解決了鋰離子電池組用戶戶外故障及時修復(fù)的問題。
