基于干涉曲線的高速沖壓生產線數字化樣機技術
2022-05-11 07:02:54楊龍成魏慶磊趙先進
鍛壓裝備與制造技術 2022年2期
趙 兵,楊龍成,魏慶磊,趙先進
(濟南二機床集團有限公司,山東 濟南 250022)
1 沖壓行業發展概述
汽車產業在國民經濟中占有重要地位。汽車產業發展的同時能夠帶動鋼鐵、石化、機械電子和數控機床等相關產業的發展,為國民經濟持續健康發展提供動力。隨著國家“碳達峰”、“碳中和”目標的提出,新能源汽車與燃油汽車的競爭日益激烈,加速了汽車產品的更新換代。
目前我國汽車行業生產制造四大工藝中,僅有沖壓工藝可以實現國產設備替代。經過多年的技術開發與市場耕耘,以濟南二機床集團有限公司為代表的沖壓設備已占據國內高端沖壓市場近80%的份額。但與此同時,相關沖壓自動線運動規劃及虛擬仿真技術,與德國、日本相關公司相比,技術差距已然存在,市場推廣存在較大差距[1]。
對主機廠而言,沖壓技術主要具有工藝要求高、沖壓設備復雜、周期長、規模大等特點。沖壓成形工件的干涉分析貫穿于工藝設計、模具設計等過程,鑒于模具設計與沖壓線設計具有同時性,在相應設計和制造階段就能評估沖壓自動線的生產能力,成為沖壓設備商首要解決的技術問題。由此,需要在沖壓線設計、工藝設計等過程充分采用計算機輔助技術,如過程仿真優化、虛擬仿真技術等[2],以滿足主機廠對相應技術的需求。
2 干涉曲線基礎知識及應用簡介
2.1 整線規劃基礎知識
整線運動規劃所涉及的整線運動模型范圍,包括各壓機沖壓工位,以及操作成形工件的上、下料送料臂,也包括其間的成形工件流動。由于成形工件屬于被操作對象,或者從屬于壓機(下模/滑塊/拉伸墊),或者與送料的端拾器作為一體而被傳送,所以工件運動是一種附屬運動,整線運動規劃涉及的主動運動體僅為各送料系統及壓機。
2.2 干涉曲線基礎知識
通過整線運動規劃,獲得橫桿旋轉中心相對于滑塊(包含上模)、相對于移動工作臺(下模)的相對軌跡線,這樣就獲得了如圖1 所示的干涉曲線。干涉曲線可以分為標準干涉曲線與非標準干涉曲線,標準干涉曲線是指在主機廠確定相關壓力機主參數后,由設備商根據相應標準,提供通用化的干涉曲線,用于指導前期模具設計;非標準干涉曲線是指在完成模具初步設計后,主機廠通過設備商提供的曲線規劃軟件,輸入特定模具的相應參數,針對性的獲得對應此模具的干涉曲線,以期針對性的優化相應模具,以達到理想節拍的目的。

圖1 某用戶某規格的標準干涉曲線
2.3 干涉曲線使用方法
標準干涉曲線的使用方法如圖2 所示。由圖可知,標準干涉曲線是在模具初始設計時在合模狀態下使用的。在使用標準干涉曲線時,通過將標準干涉曲線依據相應的放置方式(不同送料裝置,相應要求略有不同),一般規定,在物流方向,干涉曲線的零點放置在模具/移動工作所在的中心位置,此時為便于端拾器的設置,允許干涉曲線在此位置,沿物流方向移動±100mm;在豎直方向,干涉曲線的零點位置,放置在下模中心區域最高點以上約150mm 位置。此時的位置考慮了相關的端拾器設置及相應橫桿尺寸。
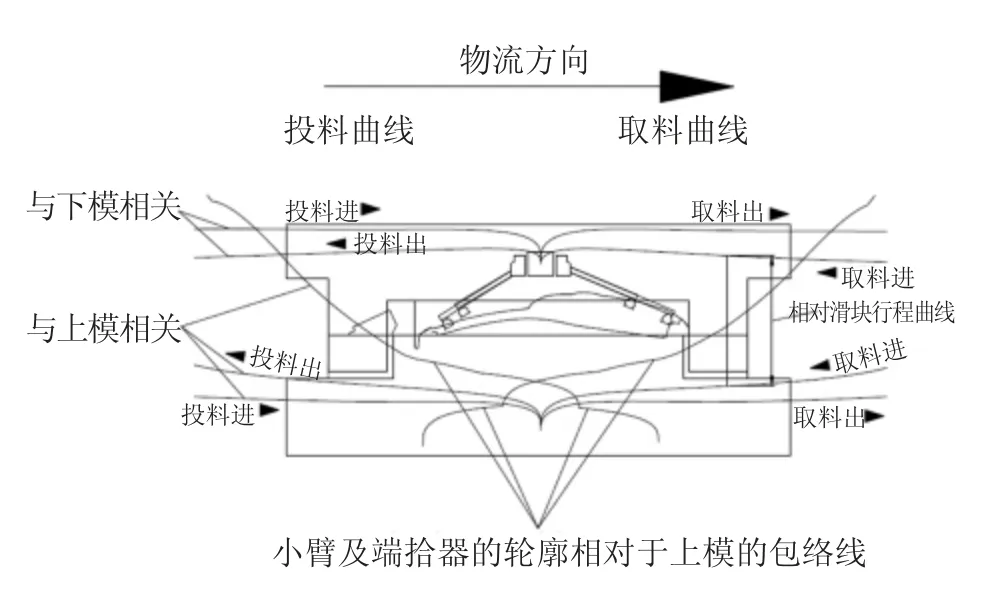
圖2 標準干涉曲線的使用方法
在檢查下模時,通常隱藏上模,調整干涉曲線放置位置,使橫桿攜帶板料,橫桿旋轉中心在上方兩條線(T 線)進行全行程移動,檢查整個移動過程中板料/端拾器與下模的干涉情況,以判斷與下模的干涉情況。如未干涉且安全距離較大,通常可調整放置點,以期在檢查上模時,獲得較大的安全距離;如發生干涉,則需調整放置點或更換標準干涉曲線規格。
在檢查上模時,通常隱藏下模,使橫桿攜帶板料,橫桿旋轉中心在下方兩條線(RT 線)進行全行程移動,檢查整個移動過程中,橫桿與上模的干涉情況,整個運動過程中,因滑塊/上模處于上行或下行過程,此時的安全距離均為動態,為便于實際生產,此時的安全距離要求,均大于100mm。具體的使用方法如圖3 所示。
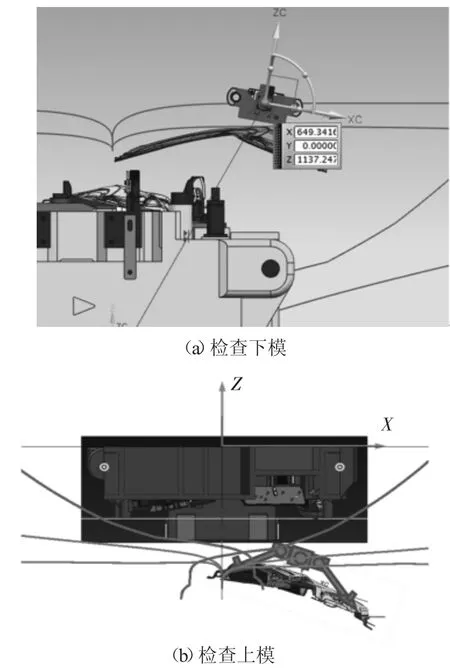
圖3 干涉曲線用于檢查模具的方法
3 整線數字化樣機技術
3.1 數字化樣機技術簡介
數字化樣機運動仿真技術是指利用計算機輔助技術,在計算機中搭建產品的三維模型,按照產品的實際運行情況進行參數設置,并進行虛擬試驗,對其運行情況進行研究分析,進而對產品進行優化的一種技術手段。作為一種全新的產品研發方法,數字化樣機運動仿真技術可以在虛擬環境中模擬真實的產品,涉及建模、運動控制、機構學、運動學、動力學和多體系統運動學等一系列學科,并能支持并行工程方法學。此外,數字化樣機運動仿真技術還支持信息傳遞、決策制定、產品和流程,可提供用于產品設計、制造以及維護的虛擬環境,并應用于產品從概念設計到維護服務的全生命周期。從產品的設計、制造到產品的后期維護,數字化樣機運動仿真技術為整個生命周期中的產品開發流程提供一個決策和交流的平臺。
3.2 數字化樣機技術實現途徑
PLS(Press Line Simulation)是由Siemens PLM Software 推出的一款沖壓自動化行業專用于沖壓線仿真的平臺軟件,集沖壓自動線整線規劃、模型建立、干涉檢查、送料曲線分析、生成分析結果等功能于一體,具有強大的計算分析仿真能力,應用主要面向汽車外覆蓋件的數字化制造。
3.3 數字化樣機技術實現基礎插件
基于PLS 仿真軟件平臺,針對性的研發機械手曲線規劃插件JAMP(JIER Automation transfer system Motion Planning toolkit),該插件的界面如圖4所示。其中圖4a 為二維干涉檢查模塊,該模塊可根據輸入的模具、送料手參數,初步判斷出瓶頸工位及各工位的干涉曲線,用于初步干涉檢查;圖4b 為二維動態干涉檢查模塊,該模塊根據前面輸入參數,展示二維動態仿真界面,在此界面上,可根據需求,獲得各序安全距離最小時的相位,各序壓機間的相位差,實現送料手與上模下料的動態仿真。

圖4 JAMP 軟件
JAMP 插件是用于濟南二機床集團有限公司開發的單臂快速送料線的整線規劃軟件,該插件可實現整線運動規劃以及送料工藝優化,并對整線運動進行分析及優化。
JAMP 插件主要目的是幫助主機廠工藝技術人員檢驗和改進規劃算法,并進行相關曲線的輸出,支持PLS 仿真環境下的帶件模擬,用于檢驗規劃方法的效率與有效性。
3.4 數字化樣機技術應用于干涉曲線
SIEMENS PLS 是一款專門用于沖壓線仿真的專用型軟件,設備商建立對應產品的沖壓線數模,并對整線的運動進行嚴格定義,對模具(包含板料)的輕量化簡化予以指導,使主機廠工藝人員,快速掌握相應的使用技巧,可快速定義相關設備的參數,導入初版模具數據。
JAMP 插件為整線各軸運動規劃軟件,包括壓機間相位差、自動化相位差、自動化各軸運動設置、取料點放料點等參數,由程序自動規劃出最優整線節拍,將相關的曲線輸出到指定文件夾,對整線數模的運動進行驅動。
主機廠工藝技術人員,將模具導入PLS 軟件中,如圖5 所示,將下模固定在移動工作臺之上;上模固定在滑塊之上;板料的歸屬可分為三類:在前序沖壓過程中,板料隸屬前序壓機;在送料手搬運過程中,板料隸屬于送料手;在送料手放置下序壓機后,板料隸屬下序壓機。將所有數模導入成功后,點擊整線運動按鈕,即可獲得該套/該序模具的特定干涉曲線,將該數模輸出成輕量化的JT 模型,即可達到樣機的二次應用。
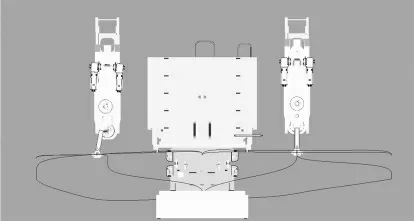
圖5 數字化樣機的干涉曲線界面
在仿真過程中的干涉檢查,可有軟件內部模塊自主實現,在整線運動過程中,如出現干涉,則會有顏色變化提示,以實現快速方便地判斷干涉情況,如圖6 所示。
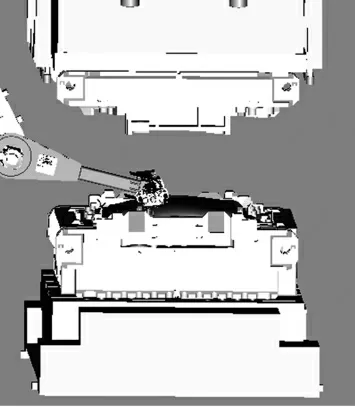
圖6 數字化樣機的干涉提示界面
由JAMP 生成的配方,經過PLS 仿真軟件驗證后,可導入現場控制程序內,進行下載,經同步微速驗證,以期快速實現高速生產。
4 結語
標準干涉曲線的使用,實現了模具在設計階段,實現成形工件的通過性檢查;結合數字化樣機技術,更為有效地提高特定模具的具體結構細節優化;在特定模具優化過程中,可通過調整送料手軌跡的優化,離線配方的生成,有效減低試模生產時間,并對整線節拍優化具有十分積極的作用。相關技術經過了多個主機廠進行的相應生產過程驗證,取得了積極的效果。
