干式切削環境污染采集方法與影響分析研究*
2022-05-12 07:15:36王楊敏劉前軍徐國達孫宇昕王禹林
制造技術與機床 2022年5期
關鍵詞:影響
王楊敏 劉前軍 潘 一 徐國達 孫宇昕 何 彥 王禹林
(①南京理工大學機械工程學院,江蘇 南京 210094;②機械工業科技發展中心,北京 100711;③重慶大學機械傳動國家重點實驗室,重慶 400030)
傳統機械加工工藝在生產過程中會產生大量有毒有害的切削粉塵、油霧和噪聲等,這些污染物會危害人類的身體健康,長期接觸會增加慢性疾病的發生概率[1-3]。干式切削因避免使用切削液降低了車間環境污染,是一種典型的綠色切削加工工藝,已成為綠色切削加工的主流工藝[4],但另一方面因缺少切削液的潤滑作用和更高切削速度的需求,加工過程中產生粉塵和噪聲污染仍會對人體和環境產生不利影響[5]。因此,分析干式切削工藝參數對環境污染量的影響規律與影響程度,優化干式切削工藝參數,對推動機械制造行業綠色化發展具有顯著意義。
高質量獲取加工環境數據是開展工藝參數影響分析的基礎,環境污染采集工具方面,黎冠等[6]基于嵌入式單片機并搭載相應的粉塵傳感器實現了車間環境粉塵數據的實時采集與顯示;劉茜等[7]選取了某大型機加車間數控機床,使用聲級計測量了車間噪聲值,研究了大型機加車間噪聲的暴露特點。但上述采集工具大多集成度和通用性低、無法對多個指標量進行集成采集,數據采集質量無法保證,且在環境污染采集方法方面,粉塵等污染排放測量雖有相關標準[8],但制定年代較早,且僅規定了離線法采集,數據實時性難以得到保證,難以適用于在線傳感器采集方式的場景。
目前,國內外學者在干式切削工藝參數影響方面進行了大量的工作。George P等[9]設計了3種轉速、3種進給量和恒定切削深度的AISI 410鋼干式銑削正交試驗,通過極差與方差分析研究了切削參數對加工表面粗糙度的影響規律。Karthik M S等[10]進行了EN 31軸承鋼材料干式車削正交試驗,基于方差分析研究了切削參數對表面粗糙度的影響規律。王曦等[11]運用高速干式切削加工AF1410 高強度鋼研究分析了不同切削參數下刀具磨損、切削力、切削溫度以及已加工表面粗糙度的變化規律。Pathak A D等[12]在AISI A2工具鋼干式車削試驗中,結合基于模糊邏輯的多響應性能指標與極差、方差分析研究了切削參數對表面粗糙度和切削力的影響規律和程度。Nayak S K等[13]通過灰色關聯法結合方差分析研究了不同切削參數對AISI 304不銹鋼干式車削過程中材料去除率、切削力和表面粗糙度等切削性能指標的影響。孫濤等[14]基于均勻設計法設計了高速干式銑削高溫合金試驗方案,分析了切削速度、每齒進給量、背吃刀量和刀具半徑對工件表面完整性的影響規律。環境影響方面,祁宏堅等[15]面向傳統銑削工藝,研究了切削參數對加工過程中粉塵、油霧的影響規律。
上述研究在干式切削加工表面完整性、切削力的參數影響和傳統切削環境影響方面具有很好的理論指導和借鑒意義,然而對于加工參數在干式切削加工環境污染方面的影響規律還尚未研究,所研究的參數影響因子也大多只局限于加工時的切削參數,對于同樣會對加工過程產生巨大影響的工藝參數,例如:材料類型及冷切方式等,還鮮有研究。因此,本文針對典型干式切削加工環境污染,開發集成化數據采集裝置,針對數據采集點方位和距離進行了干式切削加工環境污染采集方法的試驗研究,開展了單因素與正交試驗,探討了切削速度、每齒進給量、材料類型以及冷卻條件對環境污染指標的影響規律和影響程度,提出工藝優化建議,以期為干式切削的工藝參數優化選用提供參考,從而實現對干式切削加工環境污染的控制。
1 試驗條件
1.1 工件材料及刀具
試驗以鎳基高溫合金GH4169與淬硬鋼Cr12MoV為加工對象,兩者都是常用的典型難加工材料,具有良好的物理力學性能,但又在成分和性能上有所不同,相較鎳基高溫合金,淬硬鋼塑性低但硬度較高[16]。
試驗刀具選用帶有AlTiN表面涂層的硬質合金平底四刃立銑刀,型號為VSM-4E-D10.0,該類型超晶納米涂層擁有優良的涂層硬度和高溫氧化性能,適合高速干式加工50 HRC以上的高硬度難加工材料,刀具直徑為10 cm,刃長為20 cm。
1.2 試驗設備
試驗機床使用型號為MCV-L850數控加工中心,機床主軸功率為7.5 kW,最高轉速為10 000 r/min。機床外置冷卻裝置選用可以提供低溫冷風輔助加工條件的渦流冷卻管WL-LV-08F,工作壓力為6.9 bar,耗氣量為227 L/min。
試驗環境污染數據采集設備為自主研制的一套機加環境污染排放實時監測系統,如圖1所示。可對機械加工中產生的粉塵、油霧、氣態污染物和噪聲等環排指標進行在線監測,采樣方式為泵吸式采樣,由氣泵吸入環境樣氣,采樣速度快。所配套上位機采集軟件能進行數據曲線的實時繪制顯示,并用SQLite數據庫存儲相應數據。相關傳感器型號參數如表1所示。
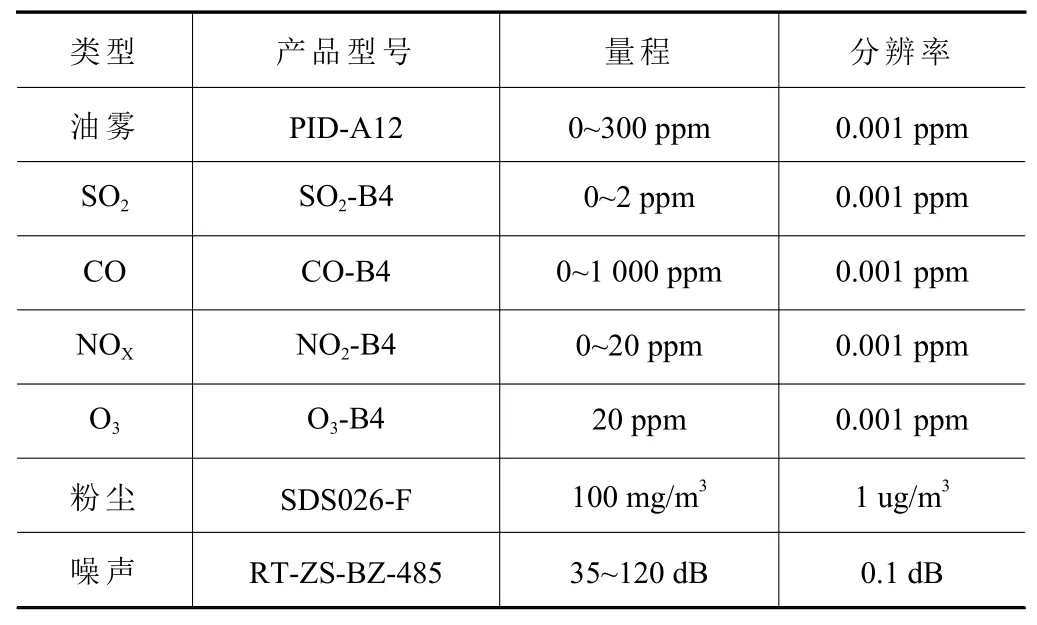
表1 傳感器型號參數
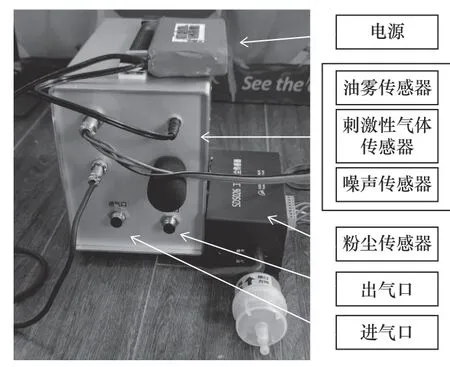
圖1 機加環境污染實時監測系統
1.3 試驗數據采集方法
為有效獲取試驗數據,本文針對干式切削機床加工過程中的環境污染數據采集方法,運用所研制的采集工具進行了試驗研究。因加工過程中粉塵的生成與擴散具有較大的不確定性,故僅以粉塵濃度為主進行試驗分析,試驗方案如表2所示,研究內容主要包括采集點距離和采集點方位兩大部分。試驗布局簡圖如圖2所示,其中“1”、“2”、“3”、“4”為采集工具放置位置。
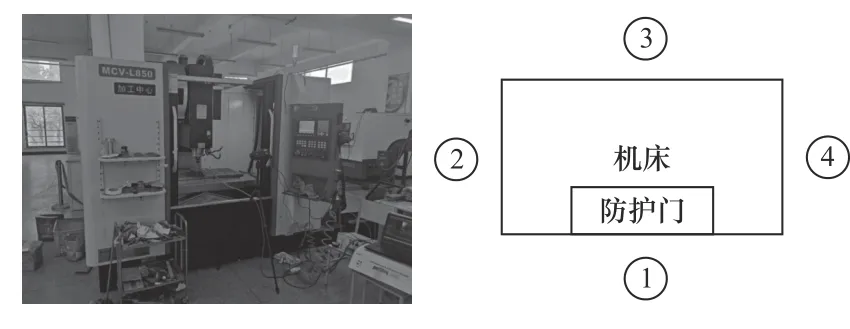
圖2 采集方法試驗布局簡圖
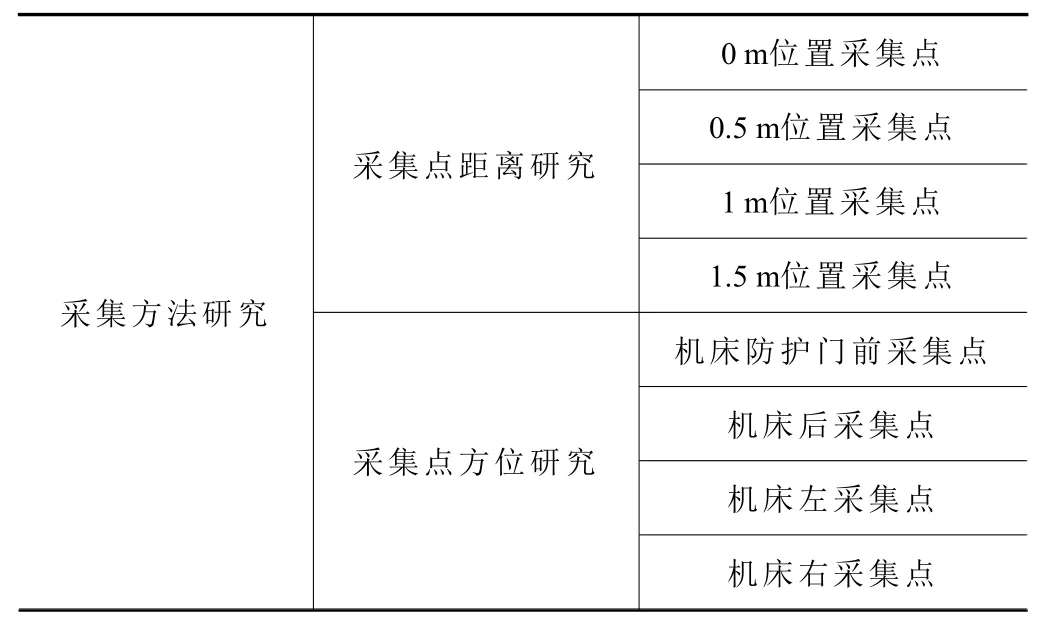
表2 數據采集方法試驗方案
1.3.1 采集點距離研究
采集點距離試驗中,采集工具分別放置與機床防護門正面0 m、5 m、1 m、1.5 m距離處,以靠近防護門為零點,以此類推不斷增大試驗距離。試驗結果如圖3所示,可以看出:采集工具在緊貼機床防護門處粉塵濃度最高,但由于此濃度是機床內部粉塵濃度,故不能作為機床周邊粉塵濃度的代表性數據,0.5~1.5 m距離粉塵濃度趨于穩定,可看作機床周邊濃度的普遍值,0.5 m處的粉塵濃度為最高值,故推薦該位置為數據采集距離。
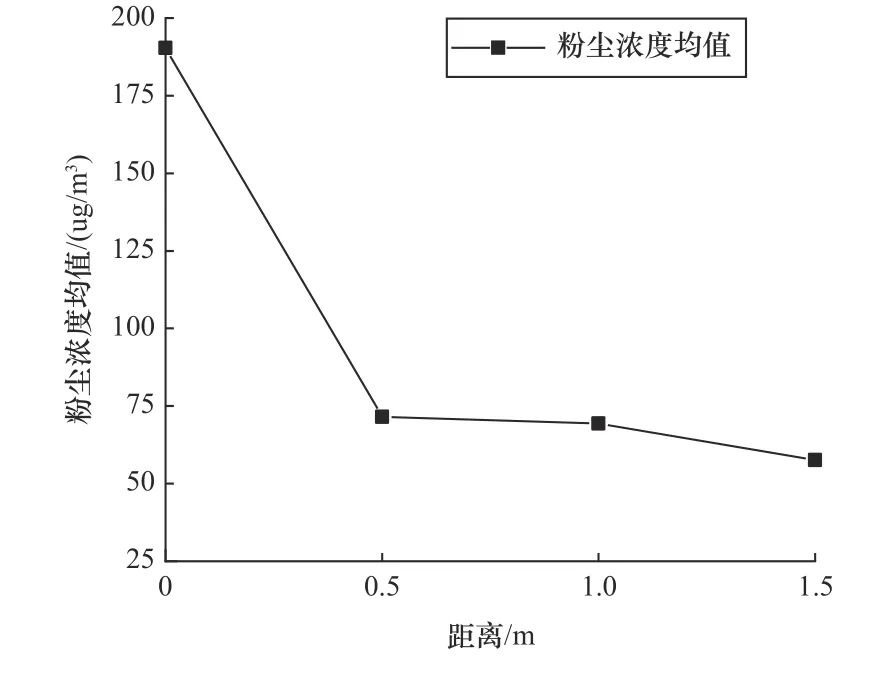
圖3 粉塵濃度采集距離研究
1.3.2 采集點方位研究
采集點方位試驗中,以0.5 m為采樣距離,在機床周邊前、后、左、右4個點采集粉塵濃度數據,試驗結果如圖4所示,可以看出:機床防護門前位置的粉塵濃度遠遠高于其他位置,因為加工所產生的粉塵主要由此擴散到外界,機床其他位置濃度較小,主要受機床外部環境粉塵擴散的影響,故選取機床防護門前為采樣方位。
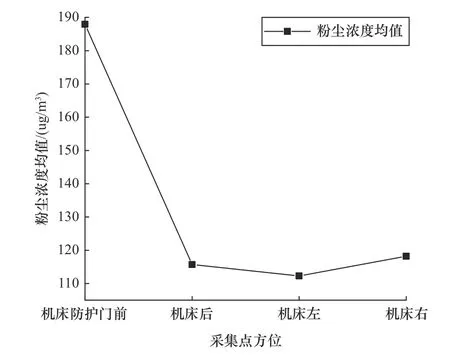
圖4 粉塵濃度采集方位研究
綜上,本文選擇機床防護門位置為數據采樣點的方位,0.5 m為采樣距離,采樣點距離地面高度選為1.55 m,試驗采集場景如圖5所示。
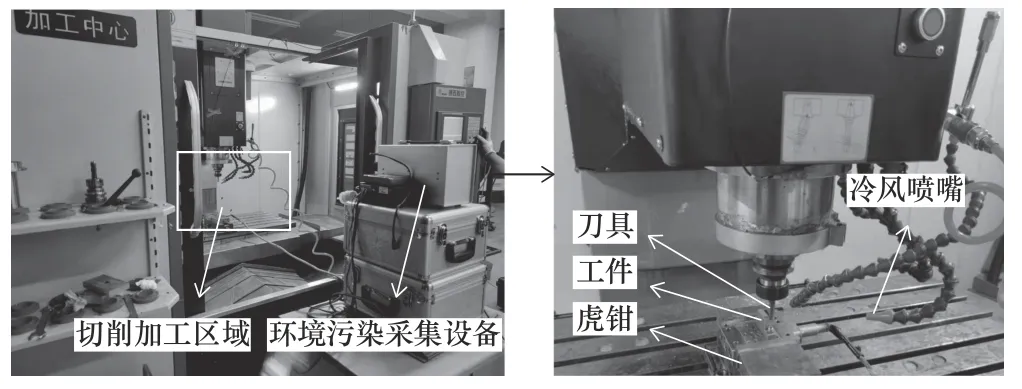
圖5 試驗場景
1.4 試驗方案
1.4.1 單因素試驗方案
為研究工藝參數對環境污染的影響規律,設計了如表3所示的干式切削單因素試驗,其中,1~3組試驗用于切削速度對比,4~5組試驗用于每齒進給量對比,6~8組試驗用于冷卻方式對比,9~10組用于材料類型對比。
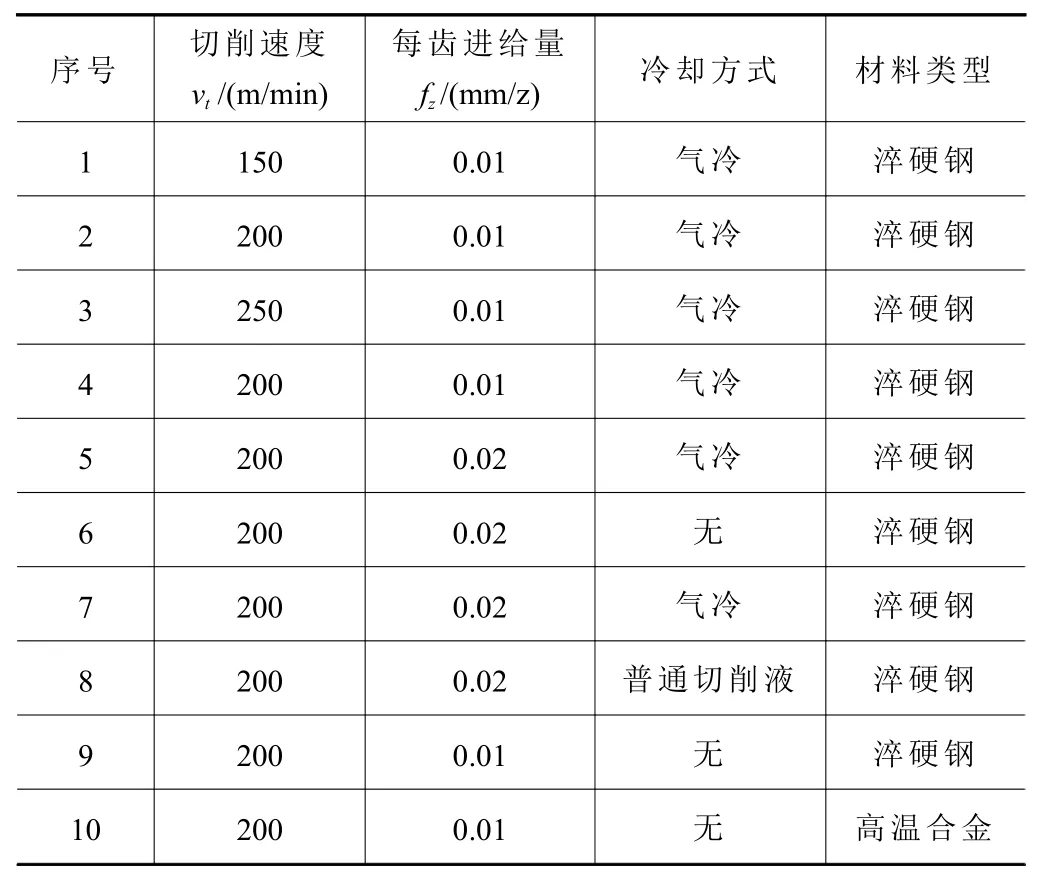
表3 單因素試驗表
1.4.2 正交試驗方案
為進一步研究工藝參數對環境污染的影響程度,設計了L8(31×23)的干式切削混合正交試驗,試驗因素水平如表4所示,以切削速度、每齒進給量、冷卻方式及材料類型4個影響因素作為正交因素,所選試驗參數如表5所示,每組參數測量3次,記錄其平均值。

表4 工藝參數水平表
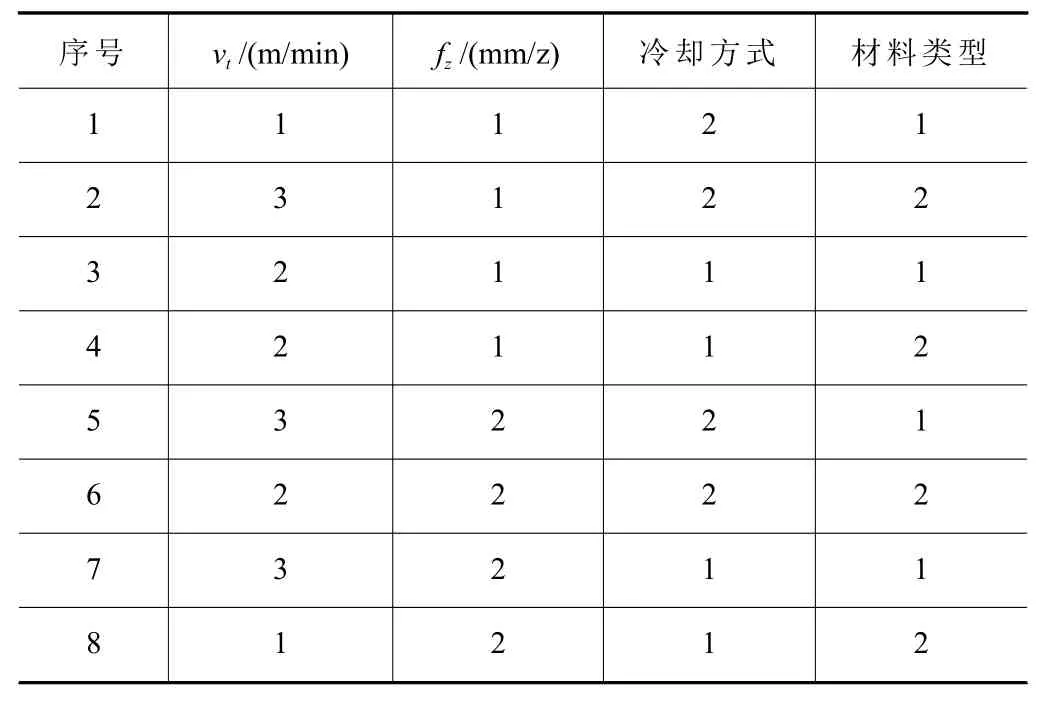
表5 正交試驗表
2 試驗結果分析
2.1 單因素試驗結果分析
2.1.1 切削速度影響分析
干式切削環境污染切削速度影響試驗結果如圖6、7所示。
從圖6可以看出,隨著切削速度的增加,加工過程中所產生的噪聲數值呈現增大的趨勢,原因在于切削速度的增大使得刀具與工件之間的接觸頻率增加,同時機床內部零部件的振動頻率也會隨之增大,最終使得噪聲數值的上升。從圖7可以看出,隨著切削速度的增加,粉塵濃度數值呈現先下降后上升的“V”字型趨勢,原因在于隨著切削速度的提高,一方面會使得單位時間內刀具去除的材料越多,加工過程中所產生的粉塵量也就越大,另一方面切削速度的提高也會使得產生的粉塵顆粒擁有更大的初速度,加工區域周圍的空氣流動也會變得更加劇烈,使得粉塵在空間中的擴散過程更具不確定性。因此,當切削速度從150 m/min增大至200 m/min時,雖然會產生更多的粉塵量,但此時粉塵擴散的不確定性占了主導地位,使得大量粉塵擴散至采集區域以外,導致粉塵濃度的降低;當切削速度增至250 m/min時,產生更多的粉塵量占了主導地位,擴散掉的粉塵量遠小于產生的粉塵量,使得粉塵濃度再次上升。
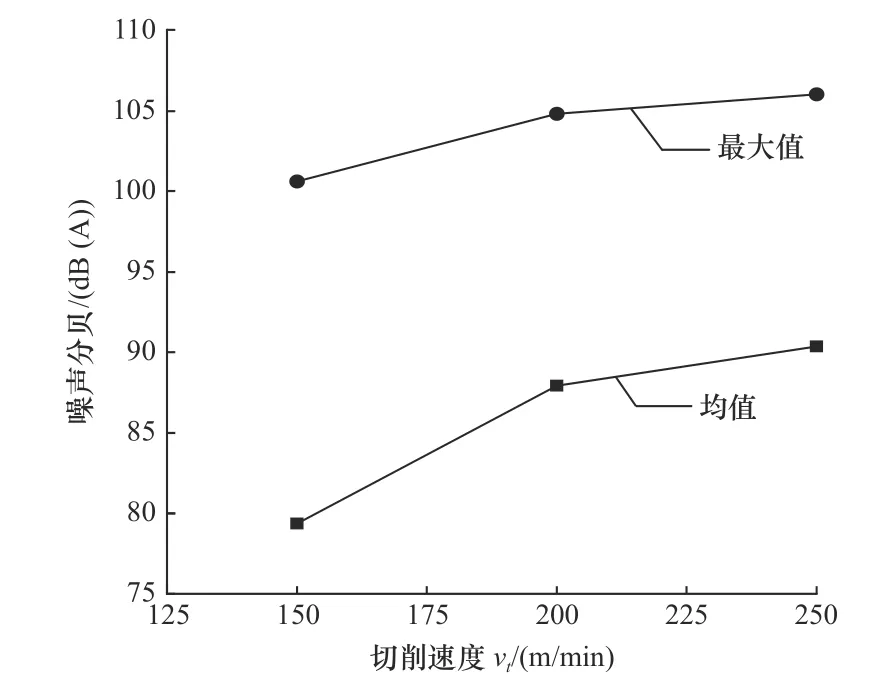
圖6 噪聲切削速度影響

圖7 粉塵濃度切削速度影響
2.1.2 每齒進給量影響分析
干式切削環境污染每齒進給量影響試驗結果如圖8、9所示。
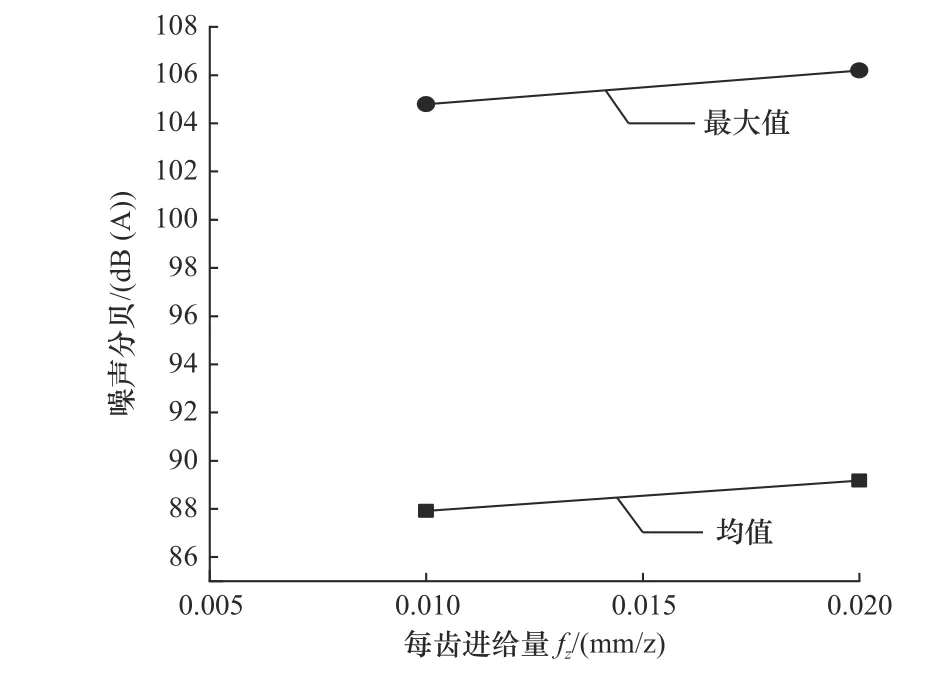
圖8 噪聲進給量影響
從圖8可以看出:隨著每齒進給量的增加,加工過程中產生的噪聲值隨之提高,原因同樣為每齒進給量的增大使得刀具與工件之間的接觸頻率和機床內部零部件的振動頻率隨之增大,最終使得噪聲數值上升。從圖9可以看出,隨著每齒進給量的增加,粉塵濃度整體呈現上升的趨勢。
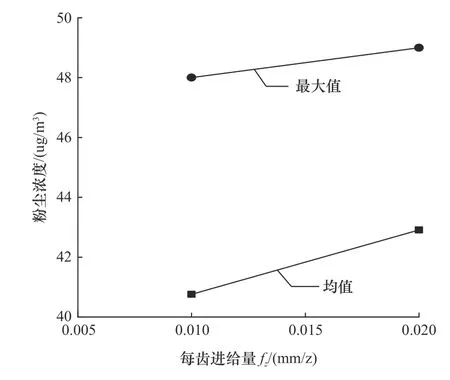
圖9 粉塵濃度進給量影響
2.1.3 材料類型影響分析
干式切削環境污染材料類型影響試驗結果如圖10、11所示。
從圖10可以看出,加工高溫合金時所產生的噪聲遠小于淬硬鋼,原因在于與淬硬鋼相比高溫合金韌性更高,加工時更加不易斷裂,使得產生的噪聲減小。如圖11所示,同樣的粉塵濃度的變化也有相同的趨勢,硬度和脆性更高的淬硬鋼加工時會產生更多細碎的切屑,直接導致了粉塵濃度的增加。
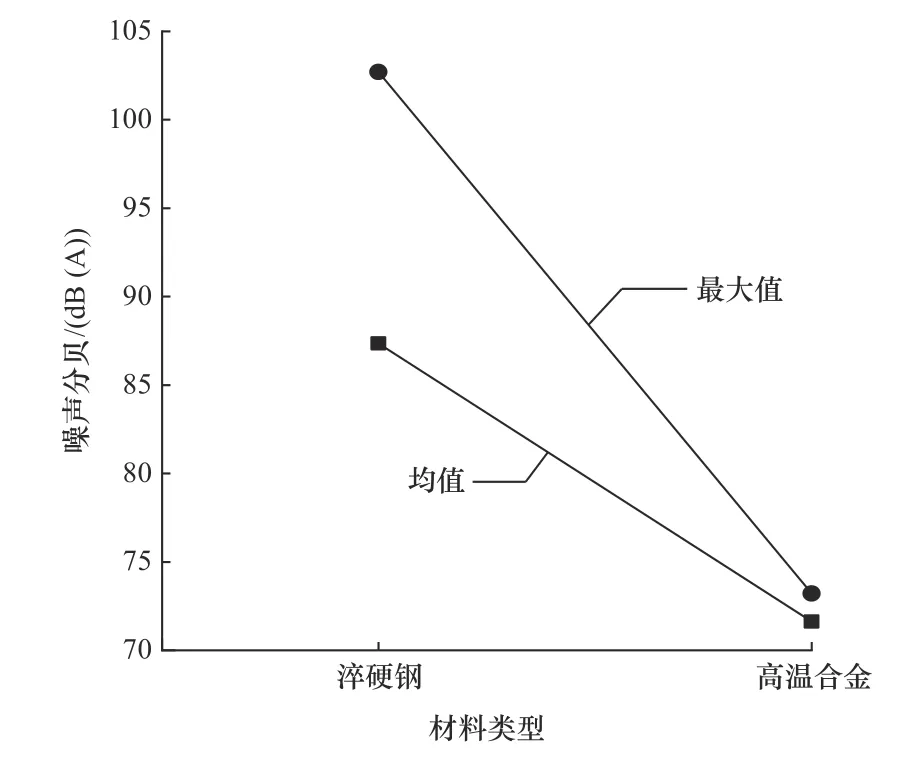
圖10 噪聲材料類型影響
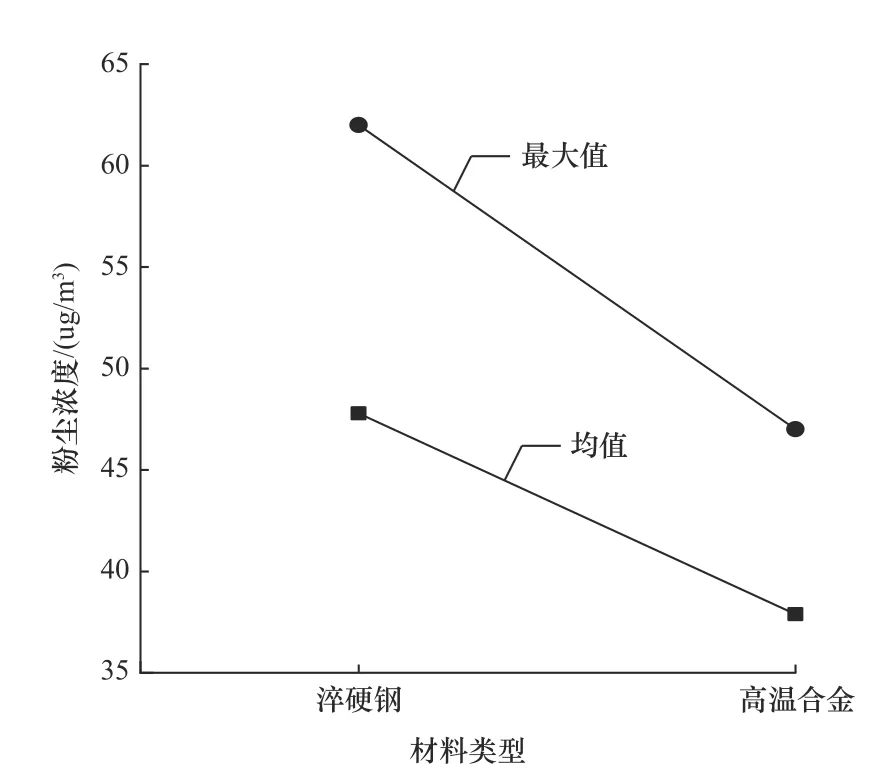
圖11 粉塵濃度材料類型影響
2.1.4 冷卻方式影響分析
干式切削環境污染冷卻方式影響研究試驗結果如圖12~14所示。
從圖12可以看出,相比無冷卻方式的干式切削,氣體冷卻和切削液冷卻的切削方式所產生的噪聲整體偏大,原因在于壓縮空氣和切削液噴射出去會產生額外的噪聲。從圖13可以看出,干式切削、干式冷風切削和傳統切削所產生的粉塵濃度依次減小,其中傳統切削粉塵濃度最低,原因在于壓縮空氣會使粉塵顆粒擴散的不確定性增大,使得大量粉塵擴散至采集區域以外,而切削液冷卻會進一步帶走一部分漂浮的粉塵,使得粉塵的濃度再次降低。如圖14所示,油霧排放方面,因切削液作為油霧的主要產生源,使得傳統切削油霧污染遠遠高于干式切削和冷風切削,而后兩者因無切削液的參與,幾乎無油霧排放。總體來傳統切削工藝粉塵污染低于典型干式切削工藝,油霧污染遠高于典型干式切削工藝,噪聲污染變化尚不顯著。
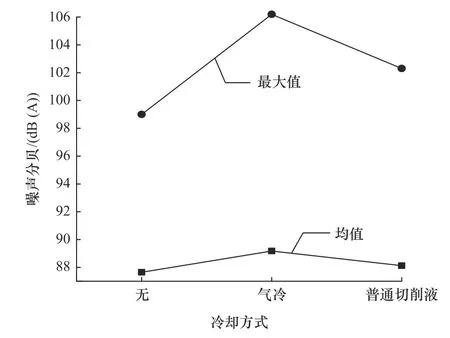
圖12 噪聲冷卻方式影響
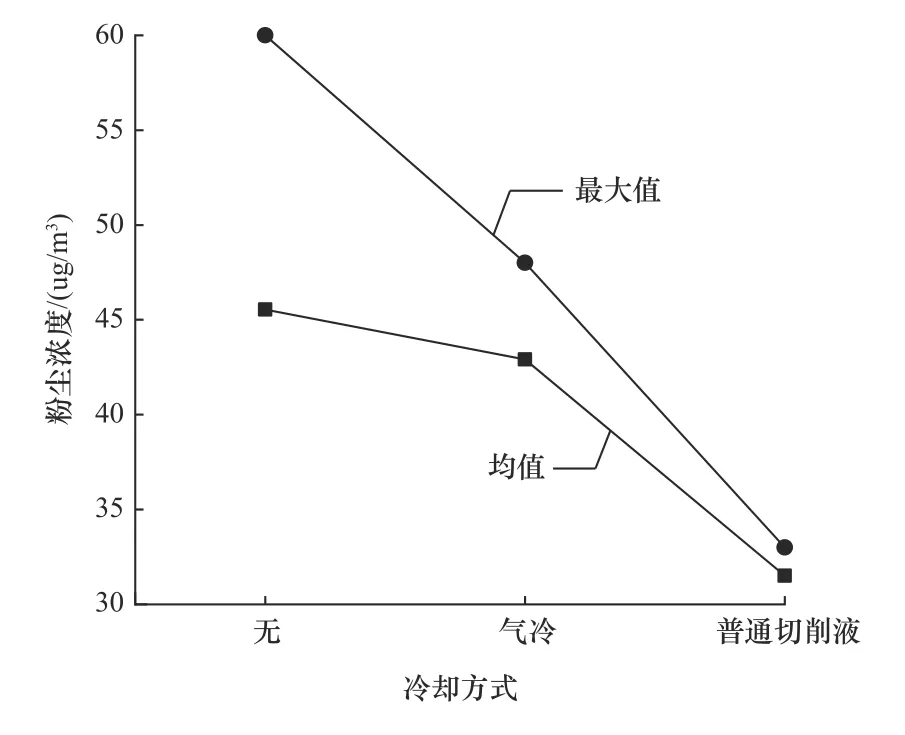
圖13 粉塵濃度冷卻方式影響
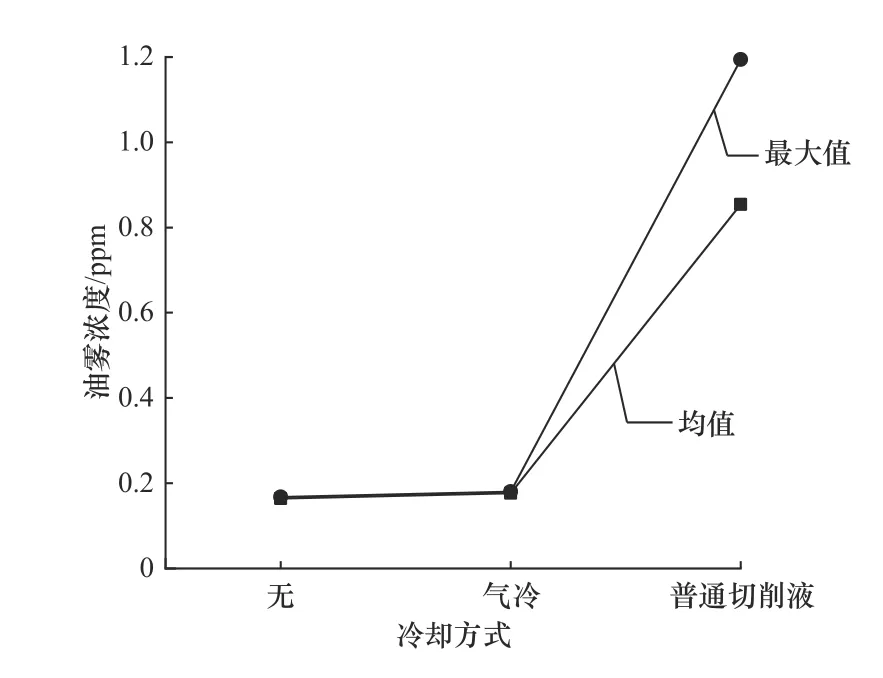
圖14 油霧濃度冷卻方式影響
2.2 正交試驗結果分析
正交試驗結果如表6所示,所得環境污染數值為3次重復試驗的平均值,并使用Minitab對數據進行極差分析,結果如表7所示。從表7可看出各個工藝參數對環境污染指標的影響程度大小,其中,切削速度與材料類型都對噪聲和粉塵濃度都有較大影響,每齒進給量對噪聲數值與粉塵濃度影響均較小。因此,為減小干式切削加工環境污染,在不影響生產計劃的情況下應優先確保適當低的切削速度。
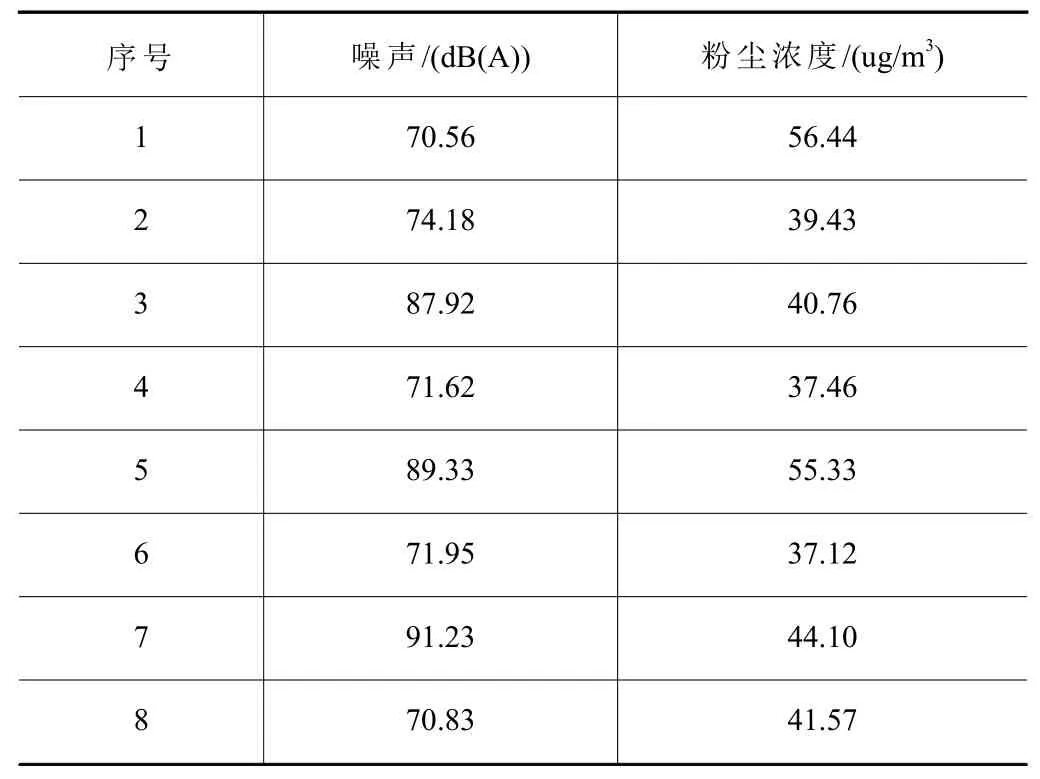
表6 正交試驗結果
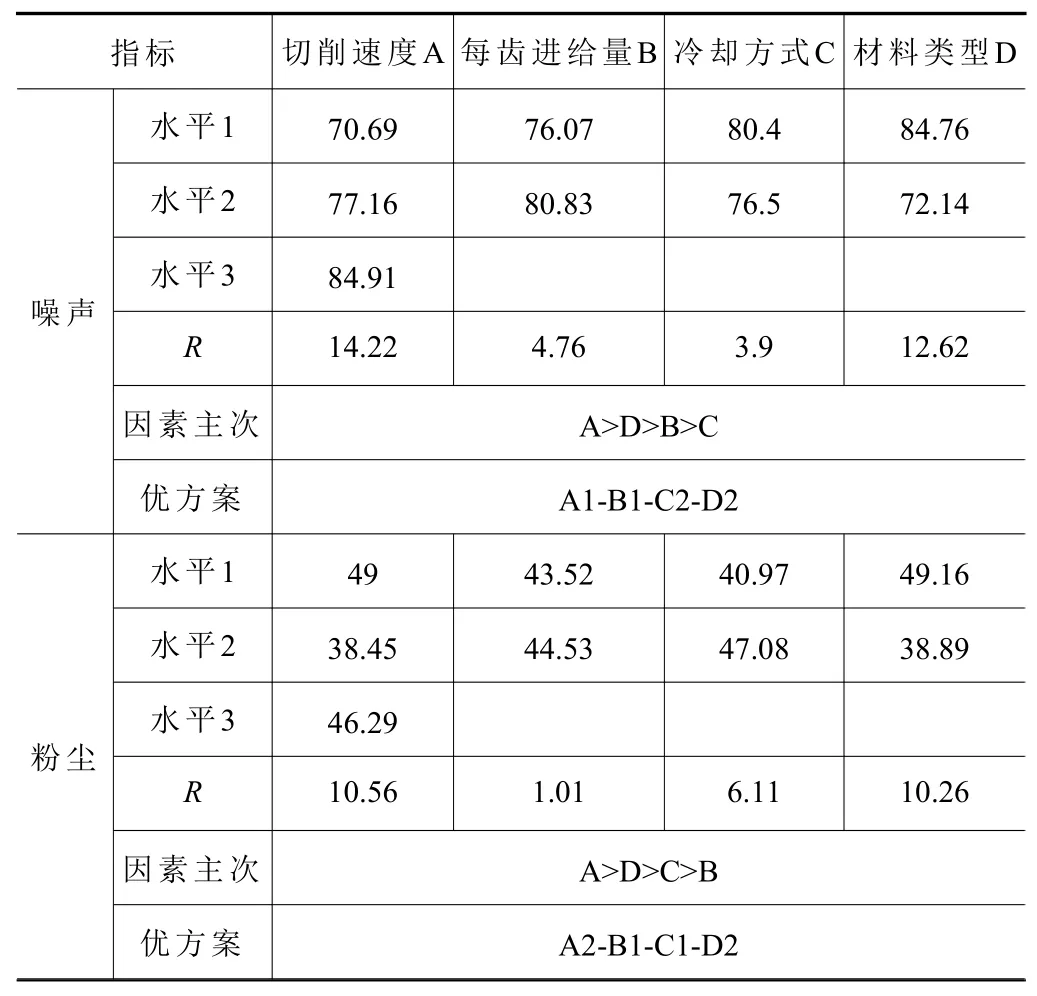
表7 極差分析結果
3 結語
本文通過對干式切削工藝環境污染的采集方法與參數影響分析研究,得出以下結論:
(1)干式切削機床環境數據采集方法試驗結果表明:采集點面向機床防護門且距離機床外圍0.5 m為最佳采集布置方法。
(2)開展加工試驗,研究分析了干式切削工藝環境污染參數影響,單因素試驗結果表明:切削速度與材料類型對干式切削加工過程中產生的粉塵與噪聲有較大影響,每齒進給量對粉塵與噪聲影響較小,冷卻方式中傳統切削工藝的油霧污染高于典型干式切削工藝,而粉塵污染方面則相反。
(3)進一步通過正交試驗分析了各因素的影響程度,結果表明:切削速度與材料類型是加工環境污染的主要影響因素,建議要減小干式切削加工環境污染,在不影響生產計劃的情況下應優先確保使用適當低的切削速度。
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
家庭影院技術(2020年10期)2020-12-14 07:54:18
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
知識經濟·中國直銷(2016年3期)2016-02-27 16:15:49
現代檢驗醫學雜志(2014年6期)2014-02-02 03:02:04
閱讀與作文(小學低年級版)(2011年3期)2011-01-01 00:00:00
