網格應變分析在汽車尾門外板成型安全裕度的探究
2022-05-13 02:26:15黃敏鶇韋賢毅萬永紅藍先
時代汽車 2022年10期
黃敏鶇 韋賢毅 萬永紅 藍先


摘 要:文章通過網格應變分析技術,采用BLD和BSUFD兩種板料,對尾門外板零件進行成型安全裕度探究。通過成形極限圖和厚度極限圖系統的分析零件的沖壓安全裕度。結果表明:BLD和BSUFD板料的安全裕度分別為19.3%和24.1%,兩種板料的安全裕度均能滿足實際安全生產的要求。網格應變分析結果對沖壓質量控制起到指導意義。
關鍵詞:網格應變分析 成形極限圖 尾門外板 安全裕度
Abstract:Through the mesh strain analysis technology, this paper uses BLD and BSUFD two kinds of sheets to explore the molding safety margin of the tail outer panel parts. The stamping safety margin of the part is analyzed by means of the forming limit diagram and the thickness limit diagram system. The results show that the safety margins of BLD and BSUFD sheets are 19.3% and 24.1%, respectively, and the safety margins of both sheets can meet the requirements of actual safety production. The results of the mesh strain analysis are of guiding significance for stamping quality control.
Key words:mesh strain analysis, forming limit diagram, tail outer panel, safety margin
汽車白車身覆蓋件主要采用薄板沖壓成型工藝。目前汽車覆蓋件隨著汽車外觀造型設計的復雜化趨勢,對沖壓質量的要求也越來越高。外覆蓋件零件尺寸大、厚度薄、變形復雜,零件處于多種應變狀態作用[1]。主機廠對于沖壓車間的生產節拍要求很高,理論最高可達到一分鐘12沖次,這就對沖壓的工藝設計和安全裕度提出了很高的要求。
項目前期的沖壓成型CAE分析也難以模擬沖壓過程中的所有影響因素[2],造成仿真分析結果與實際沖壓生產存在一定差距,不能直接作為批量零件沖壓的監控手段。網格應變分析技術通過在板料表面電化學刻蝕網格,可以直接測量分析出成型區域網格點的主應變、次應變值,通過成形極限圖(FLD)和厚度極限圖(TLD)可以得到零件實際的安全裕度值,對于AutoForm仿真分析及現場質量控制起到指導性作用[3]。
1 網格應變分析原理
板料在沖壓過程中主要承受平面應力或者三向應力的作用,e1、e2、e3分別表面主應變、次應變、厚度應變,根據體積不變原則,存在e1+e2+e3=0,因此只需測量出主應變和次應變的數值即可得到厚度應變的數值。成形極限圖主要由Keeler[4]和Goodwin[5]等人與20世紀60年代提出的概念。實際數據處理時,基于Keeler公式直接成形極限曲線FLD,對于汽車外覆蓋件,常用的Keeler公式表達式為:
式中,t為板料厚度,N值為應變硬化指數。
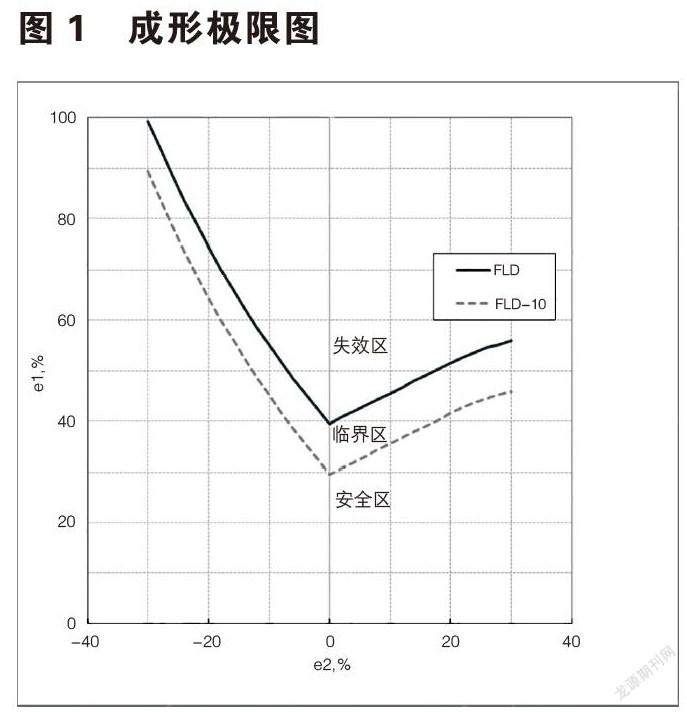
圖1為成形極限圖FLD的示意圖,通常把超過FLD曲線上方的應變點定義為開裂風險點,當應變達到這個區域時零件就會發生開裂。FLD和FLD-10之間臨界應變區域,這個區域的應變點可能會存在開裂風險。FLD-10以下的區域定義為安全區域,這個區域的應變量屬于安全范圍。
2 零件成型網格應變分析
2.1 沖壓板料性能
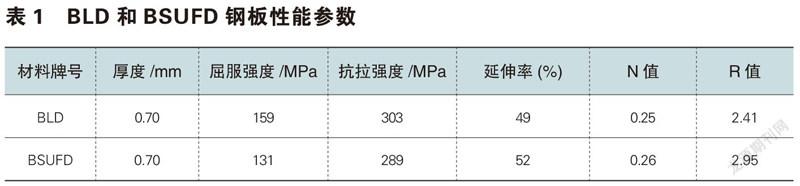
本次沖壓使用的鋼板材料是來自寶鋼的BLD和BSUFD牌號鋼板,兩個牌號材料均為無間隙原子鋼(IF鋼)系列,是汽車外覆蓋件沖壓常用的材料。BSUFD為最高等級牌號,從表1可知,BSUFD牌號材料的延伸率、N值、R值均比BLD的高,屈服強度和抗拉強度比BLD低,說明BSUFD具有更高的沖壓成型性能和沖壓安全裕度。
2.2 網格印制及零件沖壓
基于圖2的autoform仿真的厚度減薄率分析結果,針對減薄率較大的區域,設計印刷A-F六個區域的網格,如圖3所示。首先用浸有清洗液的抹布將板料表面的防銹油膜或其他污漬擦拭干凈,使用連接板件連接線把網格應變儀電源和板料相連,在設定區域鋪上5mm規格的網格模板,再鋪上一層氈墊。通電后,再電解液的作用下,在板料表面電化學刻蝕出一定深度的網格。刻蝕好網格的板料表面需要涂上一層防銹油,防止板料生銹,同時可以改善板料表面的沖壓摩擦系數。
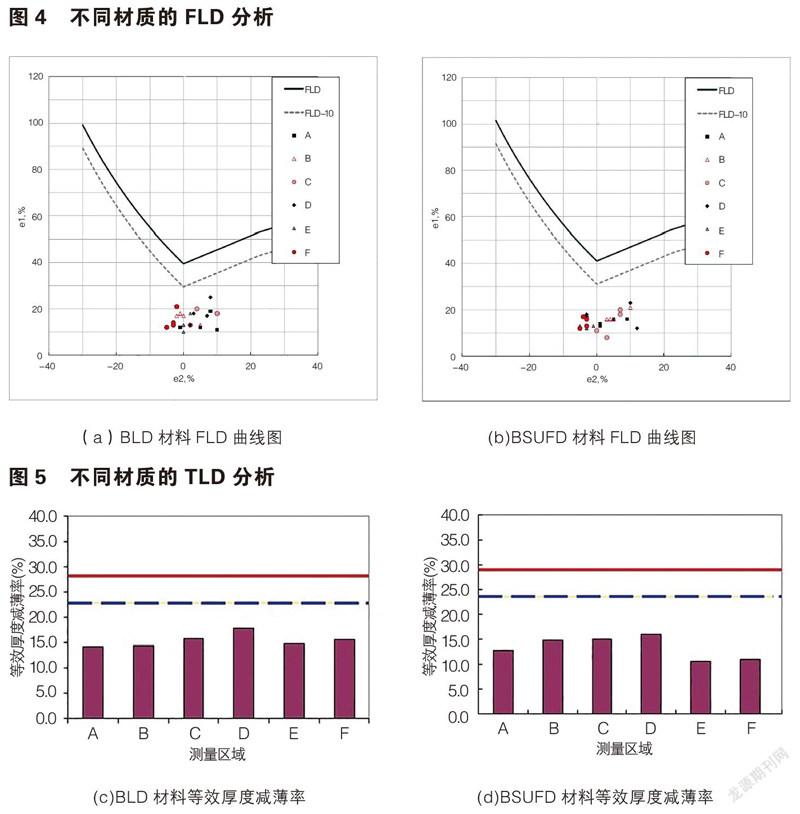
在零件沖壓過程中,印刷網格后的板料回經過拉延、翻邊、沖孔和整形等工序,經過多工序的沖壓后,板料表面的網格可能會變得模糊,影響后續測量的精度。而沖壓過程,變形量最大的工序就在OP10的拉延工序,因此在板料完成OP10工序后,就把一塊板料取出,此時的零件形貌如圖2所示,用于測量網格應變量數據,其他板料完成所有工序沖壓,觀察零件表面是否有明顯的沖壓缺陷。針對圖3的A-F區域使用5mm圓網格專用的透明軟尺測量變形后橢圓網格的長軸和短軸,即為平面應變的主應變和次應變數值。最后使用專用的數據處理系統處理得到圖4和圖5的實驗數據結果。
3 試驗結果及分析
網格試驗數據經過計算后,得到各個區域的應變數據分布,各個區域最小沖壓安全裕度和最大的等效厚度減薄率。從圖4中可以看出,所有測量點數據均在FLD-10曲線之下,BLD和BSUFD材質的沖壓最小安全裕度均出現在D區域。從圖4和圖5可知,BLD和BSUFD材質的安全裕度值分別為19.3%和24.1%,說明提高軟鋼牌號等級對于沖壓安全裕度有一定的提升作用。BLD和BSUFD材質的最高等效厚度減薄率分別為17.9%和16.1%。金屬材料的塑性應變比R值是反映板材在成型過程中材料抵抗厚度變薄的能力,是評價板材成型能力的重要指標之一。BSUFD比BLD的R值更高,所以成型性能更優。兩種材質的零件安全裕度值都遠高于實際生產監控要求的大于10%的安全裕度指標,說明尾門外板零件存在較低的沖壓生產風險。
成型安全裕度是基于板材平面應變數據對零件成型性能的評估,板材在沖壓成型過程中承受的是三向應力的作用,在理論力學中,把變形金屬看作一個彈性體,但是在實際沖壓過程中,受到板料流動速率和沖壓工藝的影響,可能會出現平面應變和厚度應變的不協調性,所以采用安全裕度和厚度減薄率雙重評估指標的方式評價零件的成型性能[6]。本次試驗使用BLD和BSUFD材質的沖壓安全裕度和厚度減薄率均能滿足生產驗收標準。
對于尾門外板零件,由于造型比較復雜及沖壓的拉延深度較大的影響,在前期AutoForm的仿真分析階段容易使用較高等級牌號的材質用于零件制造。在模具項目驗收階段時,采用網格應變分析方法,測試零件的實際沖壓安全裕度和厚度減薄率。可以有效的對前期CAE仿真分析結果進行修正,同時對于安全裕度過高的零件可以進行降低材料牌號等級進行降低零件成本。針對圖2的尾門外板特征,減薄率較高的區域為零件的尾燈造型特征,此特征區域與尾燈的棱線造型的R值有關,R值太小不利于板料成型時的材料流動,容易造成開裂。通過增加R值的大小即可有效改善成型性能,無需使用過高等級牌號的材料。
4 結論
使用網格應變分析技術對某車型尾門外板六個減薄率較高的區域進行沖壓安全裕度分析,BLD和BSUFD材質零件的安全裕度值分別為19.3%和24.1%。結果表明:尾門外板存在較高的沖壓安全裕度;網格應變分析可以準確測量零件實際沖壓的安全裕度和厚度減薄率,適用于汽車沖壓行業進行安全生產監控及仿真輔助優化。
參考文獻:
[1]趙春暉,張斌,祝洪川.汽車前門內板沖壓開裂網格應變分析[J].武鋼技術,2016,54(01):30-33.
[2]王麗珠,容勝忠,蘇飛宇,陽學,楊歡.基于AutoForm預測及改善汽車外覆蓋件翻邊整形的表面缺陷[J].模具工業,2021,47(11):52-54+59.
[3]陳海斌,米振莉,吳海鵬. 冷軋深沖薄板成型極限圖(FLD)的實驗研究[C]//第十屆中國鋼鐵年會暨第六屆寶鋼學術年會論文集II.2015:1345-1354.
[4]Keeler S P, Backofen W A. Plastic instability and fracture in sheets stretched over rigid punches[J]. Asm Trans Q,1963,56(1): 25-48.
[5]Goodwin G M. Application of strain analysis to sheet metal forming problems in the press shop[R]. SAE Technical Paper, 1968.
[6]李文遠,孫勝偉,趙紹昕,馮銀成.轎車側圍外板沖壓安全裕度探究[J].金屬加工(冷加工),2021(02):84-87.
作者簡介
黃敏鶇:(1983—),男,廣西武鳴人,上汽通用五菱汽車股份有限公司工程師。研究方向:汽車生產制造工藝及裝備,汽車材料性能及應用研究。
