PBT/PET 混紡織物染色工藝的優化
2022-05-13 03:35:34李明輝曾廣勇楊愛民
染整技術 2022年4期
李明輝,曾廣勇,楊愛民
[1.互太(番禺)紡織印染有限公司,廣東廣州 511462;2.廣州弘禹環保科技有限公司,廣東廣州 510006]
PBT/PET 混紡織物是近年發展起來的新型面料。PBT 是聚對苯二甲酸丁二醇酯(polybutylene terephthalate)的簡稱,屬于聚酯纖維。PBT 面料具有良好的耐久性、尺寸穩定性和較好的彈性,手感柔軟,吸濕性、耐磨性好;拉伸彈性和壓縮彈性極好,彈性回復率優于滌綸,在干濕態條件下均具有特殊的伸縮性,而且彈性不受周圍環境溫度變化的影響;可作為氨綸的替代品用于服裝面料,且其價格遠低于氨綸。PBT 不僅有良好的物理和化學性質,還有良好的染色性能,可用普通分散染料進行常壓沸染,無需載體。染得的纖維色澤鮮艷,色牢度、耐化學藥品性、耐旋光性和耐熱性等性能優良。
PBT/PET 混紡織物具有優越的回彈性和優良的染色性能[1],手感柔軟,是理想的仿毛、仿羽絨原料,穿著舒適。近年來,PBT/PET 混紡織物受到紡織行業的普遍關注,PBT/PET 混紡織物產量增長較快。但PBT/PET 混紡織物在染色時容易出現色差、色花等問題。實際生產過程中需制定適用于此類面料的染色工藝以改善色差問題。作者通過多年的生產實踐,研究PBT/PET 混紡織物的染色工藝,本文對有關實驗和實踐進行總結。
1 實驗
1.1 材料和設備
織物:坯布A(60T/48F PBT+50D/24F PET,25%PBT+75%PET),坯布B(60T/48F PBT+50D/24F PET,50% PBT+50% PET),坯布C(60T/48F PBT+50D/24F PET,75%PBT+25%PET)。
試劑:分散黃S-2R、分散紅LSF、分散藏青NP-2G,保險粉、氫氧化鈉(工業級)。
設備:AK-DSL 型高溫高壓染色機(中國臺灣亞磯有限公司),Datacolor 650分光光度儀(美國Datacolor公司),pH計(上海諾博環保科技有限公司)。
1.2 實驗方法
1.2.1 工藝流程
坯布→前處理→染色→還原清洗→水洗→成品→檢驗。
1.2.2 染色工藝[2]
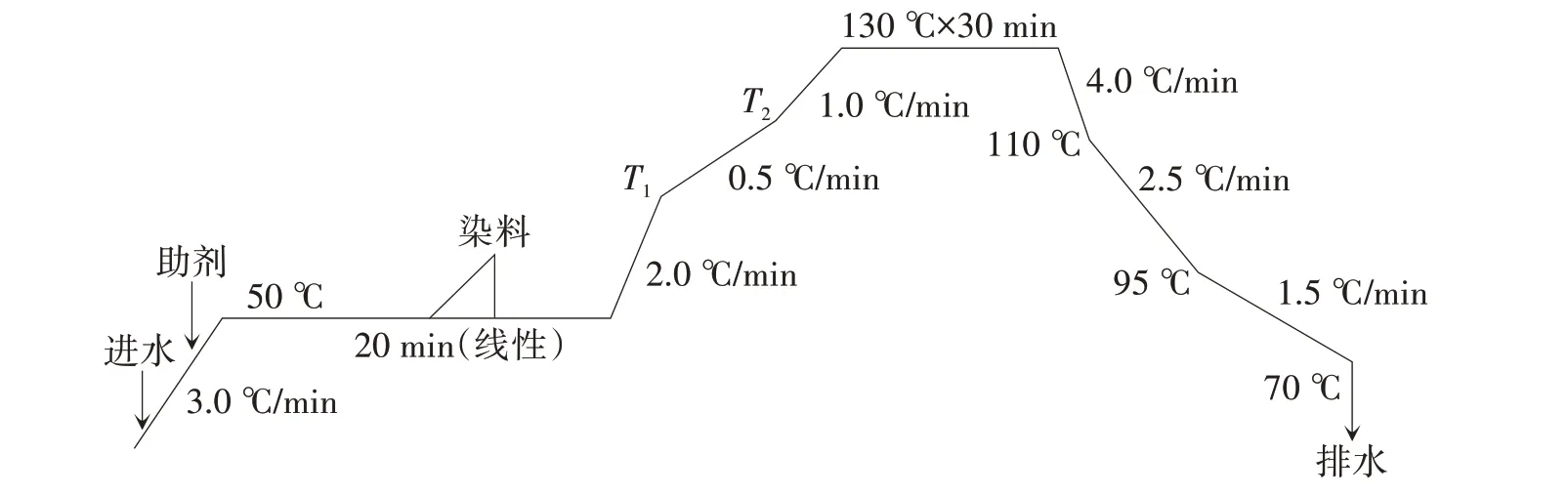
染色配方:分散染料3%(omf),采用醋酸-醋酸鈉調節pH 為4.1~4.5,浴比1∶10。染色配方與經典的染色配方基本一致,有利于實際操作。為了保證染色和布面質量,升溫和降溫都需要分階段進行。染色工藝曲線如下所示:
1.2.3 染色后處理
染色后為了獲得良好的色牢度,需要對織物進行還原清洗和水洗。染色后還原清洗的工藝配方:氫氧化鈉6 g/L,保險粉6 g/L,溫度70 ℃,處理時間20 min。為了產品的穩定性,還原堿性清洗溫度采用比常規工藝稍低的70 ℃,處理時間延長到20 min。中深色后處理工藝曲線如下所示:

由以上工藝曲線可見,為了保證織物表面的酸堿度,在還原清洗后的水洗中都適當地加入了酸。
1.3 測試
1.3.1 上染率
根據國家相關標準,可用分光光度法測定染料的上染率。具體做法是將分散染料溶解在丙酮水溶液中,用分光光度計測定染色前后染液的吸光度,按式(1)計算上染率。

式中:m、n分別為染色前后的染液稀釋倍數;A0、A1分別為染色前后染液稀釋m、n倍后的吸光度。
1.3.2 色差[3]
應用測色配色儀,在D65視場條件下取每匹樣品測555 分色,555 Sort Code 第1 個5 代表深淺,第2 個5代表明暗度,第3 個5 代表色光。555 是所有匹測色點深淺、明暗度、色光的平均值。所有匹測色所得數據中深淺的最大值與最小值之差為a;明暗度的最大值與最小值之差為b;色光的最大值與最小值之差為c,差值總和K=a+b+c。總和K值小于5優良,5~7達標,大于7不通過(本廠標準)。
1.3.3 色牢度
耐水色牢度:按照GB/T 5713—2013《紡織品 色牢度試驗耐水色牢度》進行測試。
耐摩擦色牢度:按照GB/T 3920—2008《紡織品色牢度試驗耐摩擦色牢度》進行測試。
耐皂洗色牢度:按照GB/T 3921—2008《紡織品色牢度試驗耐皂洗色牢度》進行測試。
耐汗漬色牢度:按照GB/T 3922—2013《紡織品色牢度試驗耐汗漬色牢度》進行測試。
耐日曬色牢度:按照GB/T 8427—2019《紡織品色牢度試驗耐人造光色牢度:氙弧》進行測試。
2 結果與討論
2.1 上染率
圖1 中分別是坯布A、B 和C 的上染曲線。由圖1可以看出,各坯布的上染敏感區間不同,在實際生產中需要放慢升溫速度,一般為0.5 ℃/min。
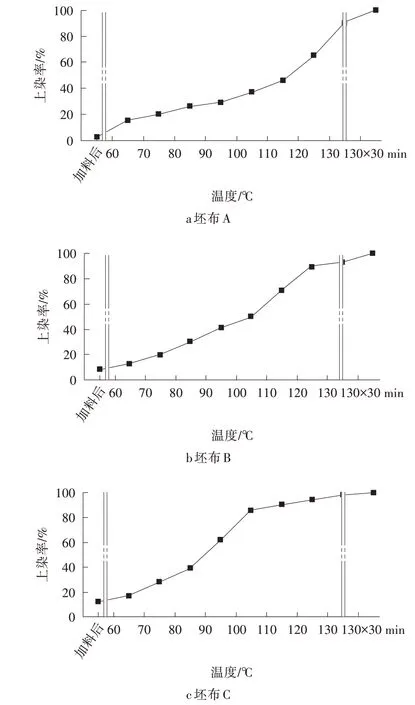
圖1 不同織物的上染曲線
各坯布的上染敏感區間如表1 所示。由表1 可以看出,由于各坯布的纖維成分占比不同,導致染色敏感區間也有所不同,隨著PBT 質量分數的增加,上染敏感溫度區間向低溫方向移動。
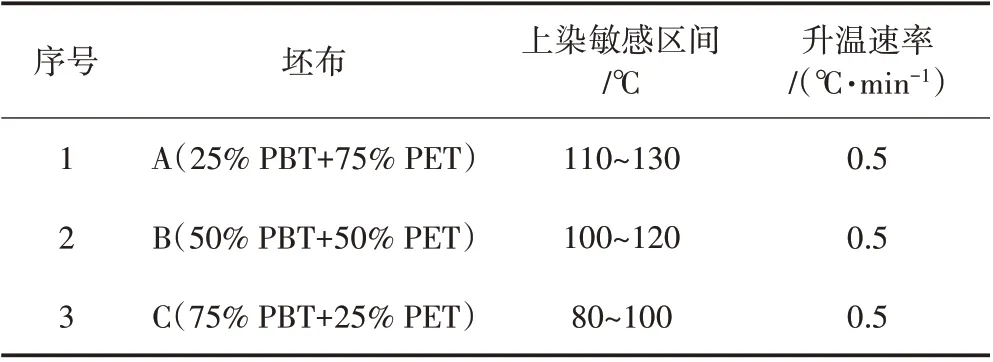
表1 各坯布的上染敏感區間
2.2 色差
色差對紡織品質量影響很大。若得到的產品色差過大,該工藝屬于無用的工藝。檢驗色差的樣品分別從車間生產大貨中獲取。大生產是按上染敏感區間控制升溫速率的染色工藝生產。樣品的色差情況如表2所示。由表2可以看出,PBT/PET混紡織物大生產成品的色差總和均小于7,染色效果理想。
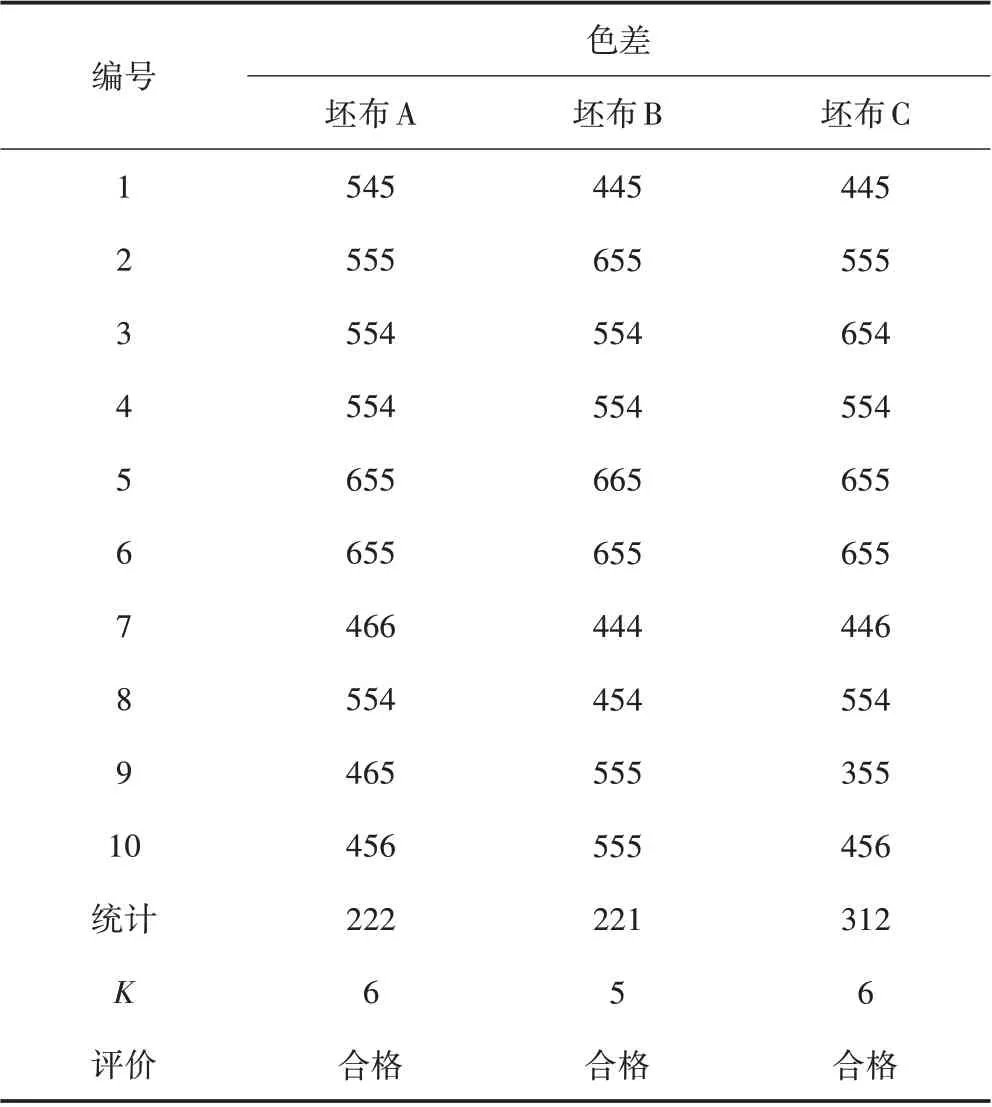
表2 PBT/PET 混紡織物染色的色差
2.3 色牢度
染色織物的色牢度如表3所示。
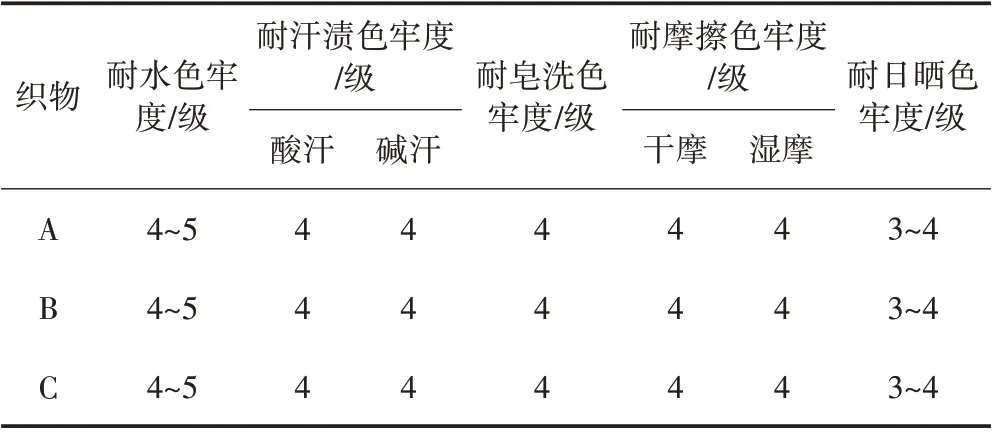
表3 染色織物的色牢度
由表3 可以看出,PBT/PET 混紡織物按本方法確定的染色工藝進行生產,所得產品各項色牢度測試結果符合出廠的要求,效果理想。
3 結論
(1)從實驗和大生產的結果可見,確定PBT/PET混紡織物染色工藝時應首先考慮PBT 的比例。不同PBT比例的混紡織物有不同的染色敏感區間。
(2)在PBT 與PET 混紡織物的染色敏感區內,升溫速度控制在0.5 ℃/min是可行的。
(3)在本研究中,PBT 混紡比例為25%~75%,基本涵蓋了常用的PBT/PET 混紡織物。但是,當PBT 與PET 的混紡比例不在上述范圍內時,本研究描述的規律不一定能存在或成立。建議通過實驗驗證,以避免出現誤區或失誤。同樣,最佳的升溫速度也需要重新用實驗驗證。
猜你喜歡
化工管理(2021年7期)2021-05-13 00:45:12
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
知識經濟·中國直銷(2018年4期)2018-04-18 12:04:49
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
中國洗滌用品工業(2015年9期)2015-02-28 19:03:06
石油化工應用(2014年8期)2014-03-11 17:40:03
機械制造文摘(焊接分冊)(2013年6期)2013-03-20 13:57:28
流行色(2005年4期)2005-04-29 00:44:03