HACCP體系在戚風蛋糕生產中的應用
2022-05-16 12:05:46邱洪冰
江蘇調味副食品 2022年1期
邱洪冰
(江蘇歐焙佳食品有限公司,江蘇 鹽城 224002)
“民以食為天,食以安為先。”食品安全問題是當今社會和消費者格外關注的問題。然而近些年,食品安全方面幾乎每隔一段時間就會有新的問題曝光,從最開始的“蘇丹紅”“三鹿奶粉”“老酸奶”“瘦肉精”“塑化劑”等事件,到添加劑超標、農殘獸殘超標、重金屬超標等,每一次食品安全事件的報道都會引起較大的社會反應。
戚風蛋糕是以雞蛋、面粉、糖為主要原料,配以油脂、乳品、調味料等輔料,經打蛋、烘烤、冷卻、脫模、冷凍、包裝等工序加工制成。縱觀國內市場,戚風蛋糕產品質量參差不齊,問題集中體現為蛋糕的食用安全性不符合要求,原因主要是企業在生產加工過程中控制不當。因此,將HACCP體系應用于戚風蛋糕的生產,對確保戚風蛋糕的質量安全有著重要的意義。
1 HACCP體系簡介
1.1 HACCP的定義
HACCP(Hazard Analysis and Critical Control Point),意為“危害分析與關鍵控制點”。HACCP是一種以預防為基礎的食品安全控制體系,通過對每一個具體工序的分析,制定出具有針對性的預防措施,將影響食品安全的生物危害、化學危害、物理危害控制或消除在加工過程中,最大限度地保證食品安全。HACCP體系的應用為食品生產者提供了一個比傳統的最終產品檢驗更安全的產品控制方法,但它不是零風險的體系。
1.2 HACCP體系的實施步驟
1.2.1 建立HACCP小組
HACCP小組負責制定HACCP計劃以及確認、實施和驗證HACCP體系。HACCP小組成員應具備多學科的知識和建立與實施糕點生產安全管理體系的經驗,包括食品衛生質量控制、產品研發、工藝制定、原輔料采購、生產控制、實驗室檢驗、設備維護、倉儲運輸、產品銷售等知識、技能或工作經驗。
1.2.2 產品描述
對實施HACCP體系管理的產品進行描述,描述的產品內容應包括:產品名稱、成分、主要特性、預期用途、使用方法、保質期和貯存條件、包裝方式、分銷方式等,具體見表1。
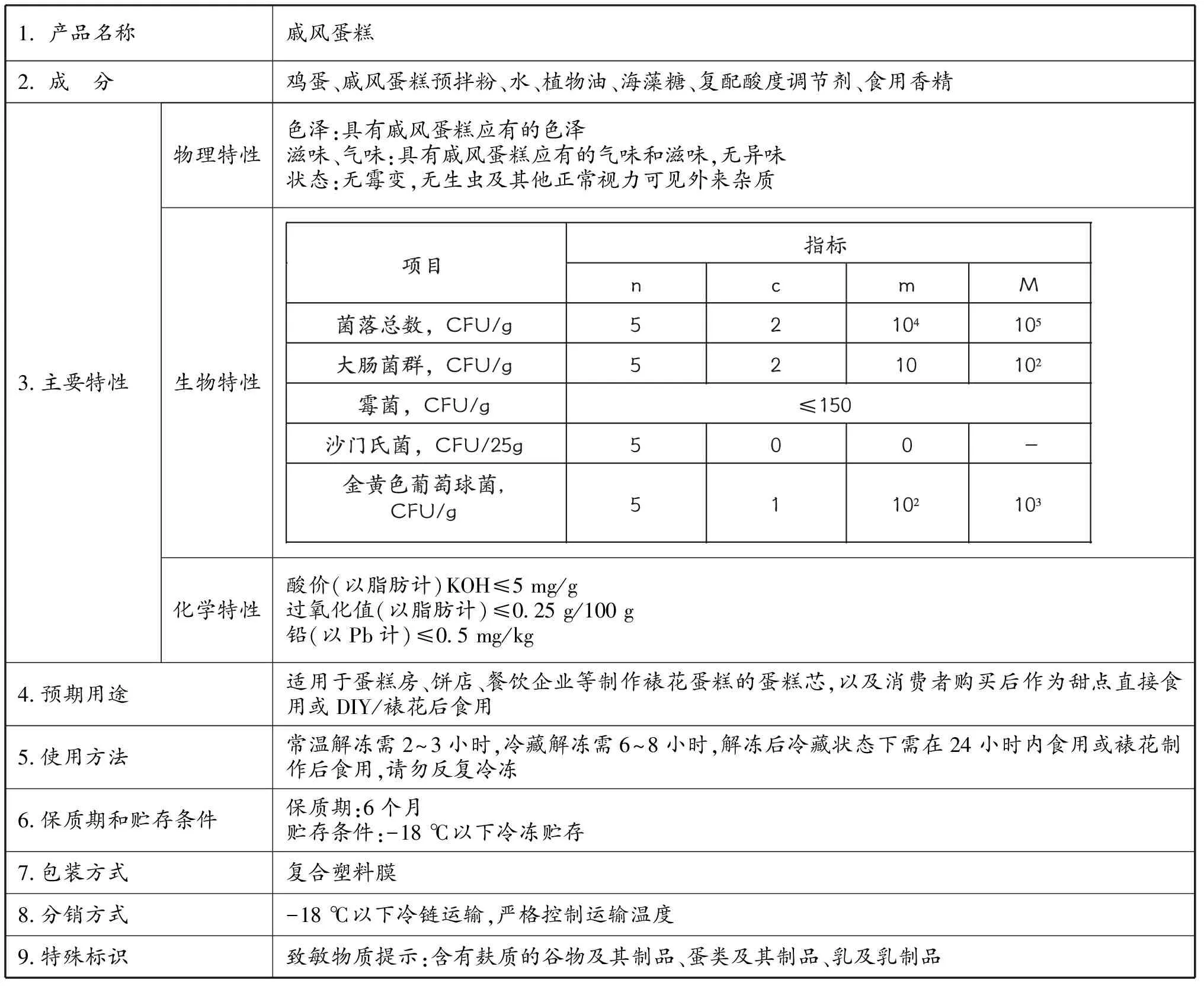
表1 戚風蛋糕產品描述
1.2.3 繪制流程圖
HACCP小組應深入生產車間,詳細了解產品的生產加工過程,在此基礎上繪制產品的生產工藝流程圖,對每一道工序進行詳細的描述。
1.2.4 現場驗證流程圖
將繪制的工藝流程圖與現場實際流程進行比對驗證,HACCP小組成員在驗證完畢的流程圖上簽字確認。
1.2.5 制定產品危害分析工作單
進行危害分析,確定關鍵控制點。
1.2.6 制定HACCP計劃表
確定關鍵控制點和關鍵限值,建立關鍵控制點的監控程序、糾偏措施、驗證程序等。
2 戚風蛋糕生產工藝
2.1 工藝流程
戚風蛋糕生產工藝流程見圖1。
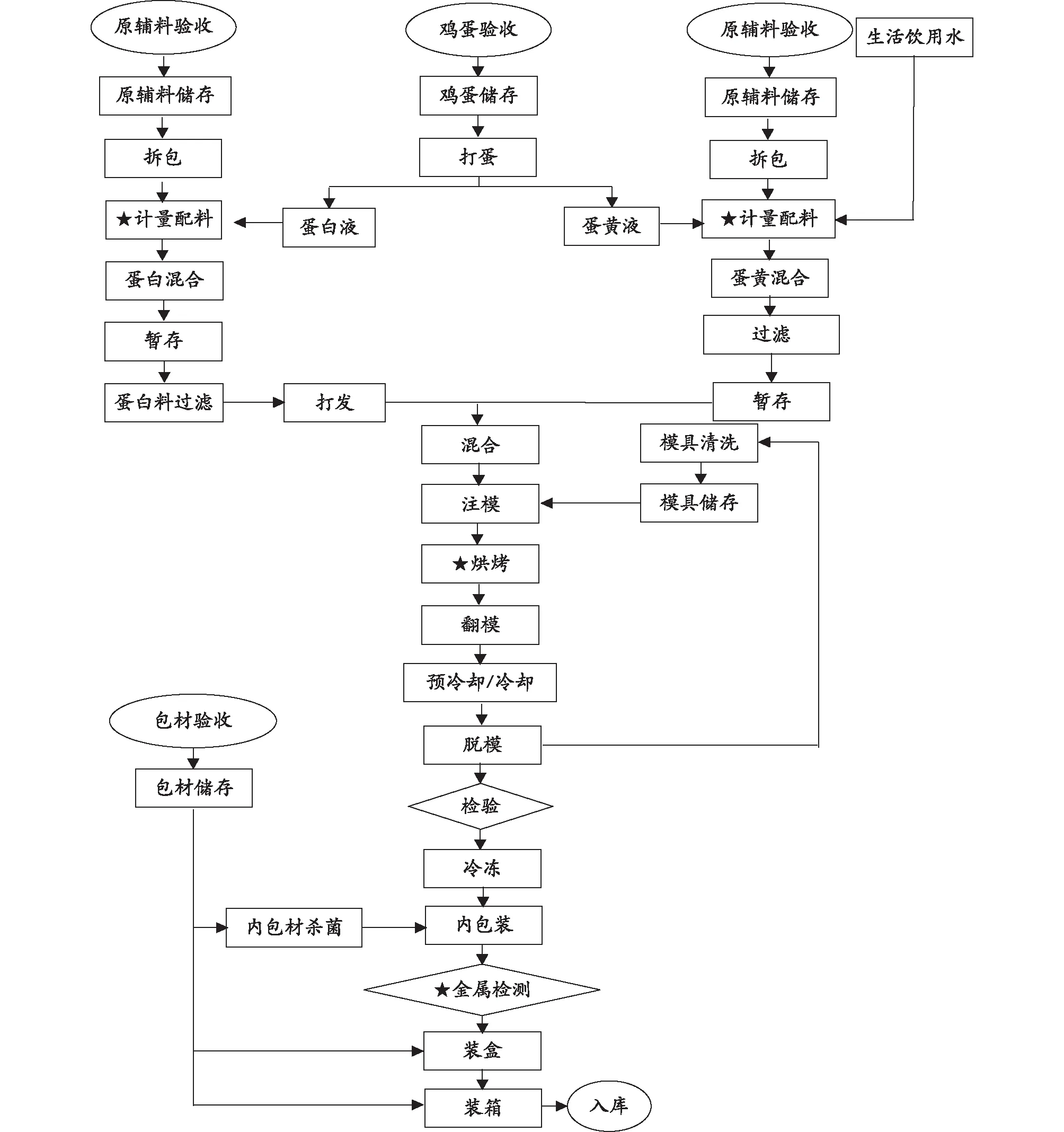
圖1 戚風蛋糕生產工藝流程
2.2 工藝流程說明
2.2.1 原輔料驗收
原輔料包裝應完好,無異味、霉變、吸濕及結塊等現象。雞蛋應新鮮,蛋殼清潔完整,無霉斑,燈光透視時蛋內無黑點及異物;去殼后蛋黃凸起完整并帶有韌性,蛋白稀稠分明,無正常視力可見外來異物,每批到貨供應商均需提供出廠檢驗報告,每年提供第三方檢驗報告。
原輔料包裝的標識標簽應符合GB 7718要求,重點檢查原輔料保質期。
供應商資質(營業執照、生產許可證)必須齊全有效;進口原輔料供應商資質應包括經銷商企業資質、檢驗檢疫證書、COA。
2.2.2 原輔料儲存
各類原輔料應分庫或分區、離墻離地存放;雞蛋儲存于溫度15~25 ℃、濕度≤75%的倉庫內;常溫原輔料儲存于溫度≤35 ℃、濕度≤75%的常溫庫內;冷凍原輔料需儲存于-18 ℃冷凍庫內;冷藏原輔料需儲存于0~10 ℃冷藏庫內;倉庫保管員每日對倉庫進行衛生和溫濕度檢查。
注意掌握原輔料的貯藏時間和條件,保持其品質。未開袋的原輔料要存放在通風、陰涼、干燥處,并且要分類保管;開袋后應盡快用完,切勿長時存放。使用期間應注意密封,避免潮濕,否則會導致品質降低。保管員應每天不定時對原輔料儲存情況進行檢查并做好相關記錄,如發現異常應及時隔離并立即上報。
2.2.3 拆包
原輔料在使用前拆包時,拆包下來的紙屑、線頭等不得混入物料。使用人員在使用前要關注是否有未檢出的拆包雜質,避免進入產品。拆包過程應加強內在物料感官檢查,發現異常及時處理。
2.2.4 打蛋
將雞蛋輕輕倒入上蛋水池,倒蛋要均勻,將漂浮在水面上的雞蛋用專用工具撈出,放置在專用桶內作報廢處理,上蛋水池中的水需2小時更換一次。啟動打蛋機電源,機器正常運轉,分開收集蛋清和蛋黃,蛋黃液和蛋白液在收集前均經過濾器過濾。
2.2.5 計量配料
原輔料保管員發料前應對所用稱量設備進行校準,以保證稱量準確。稱量完成后應對所發原輔料進行復核。確保所發原輔料與《領料單》標示要求一致。
生產人員配料前應明確生產配料單內容、生產要求,如有疑問應及時向車間主任詢問,同時對所用稱量設備進行檢查、校準。
微量原輔料稱重設備讀數精確到1 g以下,保持稱面干凈整潔,稱量前需校準。
配料時應兩人同時進行,一人稱料,一人驗秤和核對品種質量并簽字。
2.2.6 混合
蛋白混合:經稱量的蛋白液和預拌粉A粉、海藻糖、塔塔粉投入攪拌缸,開啟攪拌槳,攪拌速度60 r/min,攪拌400 s后打入暫存缸;蛋白料打發前需經過濾。
蛋黃混合:經稱量的蛋黃液、水、植物油投入蛋黃攪拌缸,攪拌速度50 r/min,攪拌400 s;再將預拌粉B粉、食用香精等按照配方選擇投入蛋黃攪拌缸,攪拌速度30 r/min,攪拌100 s;攪拌結束后開啟循環泵,速度15 r/min,循環300 s,至料液呈現均勻的顏色,并測定蛋黃漿料比重,要求原漿比重1.1~1.2,輸入打發機控制系統,循環過程漿料均經過濾;循環結束后的漿料經過濾后打入暫存缸。
2.2.7 打發
按照配方稱取蛋白液于蛋白缸中,蛋白溫度18~22 ℃,注意蛋白液中不能混入蛋黃、油脂或其他雜質。
按照配方稱取A粉和小料,小料提前和少量A粉混合后一并加入蛋白缸,攪拌速度60 r/min,攪拌400 s至粉料完全溶解無明顯結塊,可根據實際情況適當延長,再打入暫存缸。
開啟打發機,調整參數至蛋白最后打發比重為0.22~0.24,溫度15~25 ℃,待用。
2.2.8 蛋黃蛋白漿料混合
打發機上輸入蛋白和蛋黃漿料的比重參數,再開啟混合泵,蛋白∶蛋黃重量混合比為1∶1.23。最終待注漿面糊比重為0.30~0.40,溫度23~27 ℃。
2.2.9 注(漿)模
根據產品不同規格要求,在不同模具中注入不同重量的漿料,根據標準注漿量要求設定注漿機參數,生產過程中稱量實際注漿量,偏離標準時及時調整參數。
2.2.10 烘烤
注漿前需根據產品的烘烤工藝要求設定隧道爐溫度和時間,開啟烤爐預熱,待預熱溫度達到工藝要求時開始進料烘烤。
2.2.11 翻模
經隧道爐烘烤后的帶模具的蛋糕,通過出爐口出爐撥桿撥至輸送線上隨輸送線輸送至翻模機,翻模倒扣后進入冷卻塔進行冷卻。
2.2.12 預冷卻/冷卻
翻模倒扣后的蛋糕通過螺旋式冷卻塔冷卻,經過冷卻后的蛋糕中心溫度≤15 ℃。
2.2.13 脫模
將蛋糕從模具內無破損地脫出,蛋糕放回輸送線,空模具放到蛋糕輸送線上方的回模線,空模具經回模線至模具清洗機進行清洗。
2.2.14 檢驗
脫模后的蛋糕經脫模人員逐一檢查后放回輸送線,輸送至冷凍塔入口,通過撥桿將蛋糕撥到冷凍塔網帶上。
2.2.15 冷凍
脫模后的蛋糕通過螺旋式冷凍塔,將包裝前的蛋糕中心溫度降至-15 ℃以下。
2.2.16 內包裝
蛋糕經冷凍塔冷凍,冷凍塔出口安排專人對出塔蛋糕進行逐一檢查和整理,調整好包裝膜和包裝機溫度、速度,進行內包裝,內包裝膜使用前需經紫外線殺菌30 min以上,包裝機操作員同時檢查封口牢固度和日期噴碼清晰度。
2.2.17 金屬檢測
每袋產品經過金屬探測器,以確保產品不含金屬碎片,金屬檢測器參數設置:Fe≤Φ1.5 mm;SUS≤Φ2.5 mm;Cu≤Φ2.5 mm。
2.2.18 裝盒
經過金屬檢測合格的產品,進入裝盒機裝盒,打碼,隨后進入裝箱程序。
2.2.19 裝箱
紙箱經過開箱機成箱后輸送至裝箱機械手下方,機械手將盒裝蛋糕按照裝箱要求吸入紙箱內,裝滿蛋糕的紙箱輸送至封箱機進行封箱、噴碼,最后人工碼垛待入庫。
2.2.20 入庫
倉庫憑車間入庫單辦理成品入庫手續,按照倉儲要求進行儲存,成品冷庫溫度保持在-18 ℃以下。
3 戚風蛋糕產品生產過程危害分析
根據產品的生產工藝流程,從生物、化學、物理三個方面進行危害分析。戚風蛋糕產品危害分析工作單見表2。

表2 戚風蛋糕產品危害分析工作單
4 戚風蛋糕產品的HACCP計劃
通過對產品生產過程的危害分析,確定關鍵控制點:計量配料(CCP1)、烘烤(CCP2)、金屬檢測(CCP3)。為確保HACCP體系的有效實施,需要制定HACCP計劃,對每個關鍵控制點需要控制的顯著危害、CCP關鍵限值、監控程序、監控記錄、驗證措施等進行確認,具體見表3。
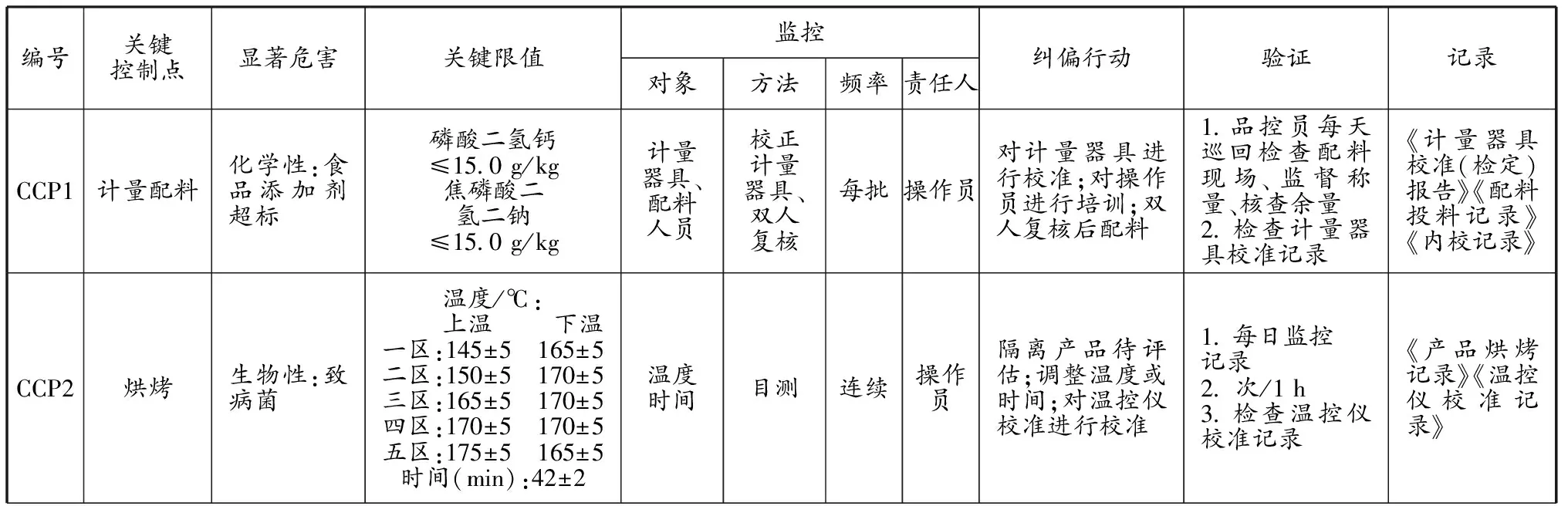
表3 戚風蛋糕產品HACCP計劃
5 結語
HACCP是一種控制危害的預防性體系,而不是反應性體系。建立在有效的良好操作規范(GMP)和衛生標準操作程序(SSOP)基礎上的戚風蛋糕HACCP體系,可有效預防和控制影響人體健康和安全的危害因素,確保戚風蛋糕產品的質量安全,同時避免了單純依靠最終產品檢驗進行質量控制產生的問題,是一套行之有效的質量安全控制體系。
在食品安全形勢日益嚴峻的情況下,戚風蛋糕生產企業貫徹實施HACCP體系是非常必要的。HACCP體系不僅能保證產品質量安全,還可以為企業樹立良好的品牌形象,提高企業的經濟效益。
猜你喜歡
中學生數理化·自主招生(2024年6期)2024-06-24 11:15:29
今日農業(2022年15期)2022-09-20 06:56:12
海峽姐妹(2020年12期)2021-01-18 05:53:26
新世紀智能(數學備考)(2020年11期)2021-01-04 00:38:16
中學生數理化·高一版(2020年2期)2020-04-21 07:42:50
創新作文(小學版)(2017年34期)2017-04-09 06:15:18
民生周刊(2016年9期)2016-05-21 12:11:19
新高考·高一物理(2014年1期)2014-09-18 01:26:07
中國工程咨詢(2014年12期)2014-02-16 06:18:34
船海工程(2013年6期)2013-03-11 18:57:26