小徑薄壁管座角焊縫典型缺陷的超聲相控陣CIVA仿真研究
2022-05-17 03:55:50何慈武楊萌萌龍晉桓陳志榮
中國機械工程 2022年9期
何慈武 楊萌萌 龍晉桓 韓 軍 陳志榮
1.廈門理工學院電氣工程與自動化學院,廈門,3610002.中國科學院福建物質結構研究所泉州裝備制造研究中心,泉州,3620003.華電電力科學研究院有限公司,杭州,310030
0 引言
電廠小徑薄壁管的管徑一般在32~89 mm之間,壁厚一般在4~14 mm之間[1]。目前小徑薄壁管座角焊縫是電廠例行檢驗過程中常見的失效部位,由于管座焊接位置狹窄以及現場檢測條件惡劣[2],管座角焊縫檢測極為困難,因而對管座角焊縫進行無損檢測是保障電廠安全的重要工作之一。
超聲相控陣檢測是成熟的無損檢測技術,通過設置聚焦法則能靈活控制焦點位置,多角度掃查管座角焊縫區域[3],常用于復雜工件焊縫內部缺陷檢測。目前的研究主要集中在檢測工藝或探頭優化,對深入研究超聲相控陣檢測復雜變曲率工件缺陷具有一定的局限性。
針對上述問題,本文基于CIVA軟件對小徑薄壁管座角焊縫建模仿真,首先通過聲場仿真驗證超聲相控陣檢測技術可有效檢測焊縫內部缺陷;其次對未熔合、未焊透、裂紋和夾渣4種典型缺陷在不同檢測位置曲率上進行缺陷響應,得到典型缺陷圖譜;最后分析因檢測位置曲率不同導致聲束反射到缺陷面上的聲壓幅值變化,并總結檢測位置曲率對缺陷成像的影響。
1 超聲相控陣技術
1.1 超聲相控陣檢測原理
超聲相控陣檢測技術基于惠更斯原理和赫姆霍茲聲壓積分原理[4],通過控制換能器各陣元的激勵脈沖時間,按照延遲法則發射和接收超聲波,實現聲束偏轉和聚焦[5]。相控陣聲束的發射與接收原理如圖1所示[6]。
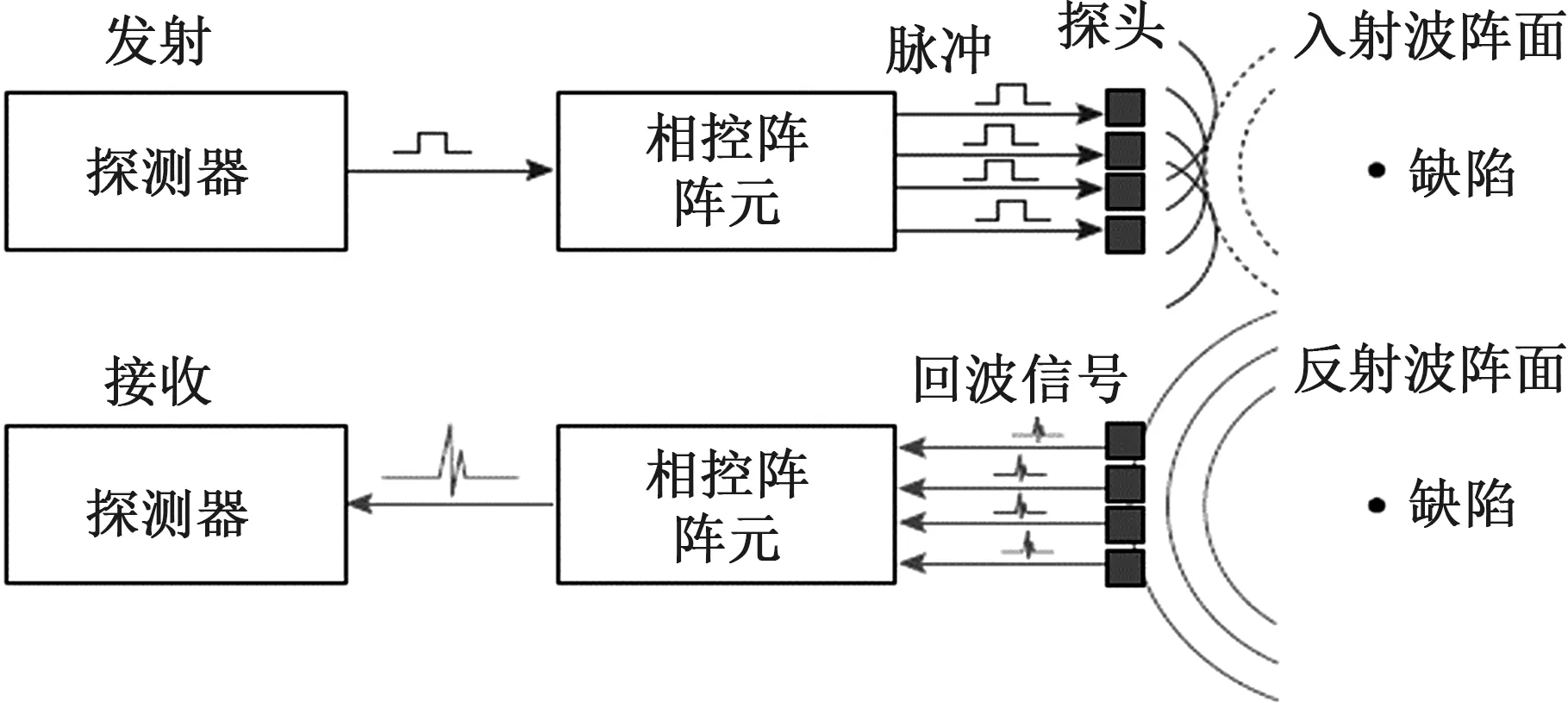
圖1 超聲相控陣聲束的發射與接收原理圖[6]Fig.1 Principle diagram of transmitting and receivingultrasonic phased array sound beam[6]
1.2 相控陣聲束聚焦和偏轉
相控陣探頭利用延遲法則控制聲束聚焦和偏轉,根據各陣元到焦點的相對距離,精確計算每個陣元的激勵次序,使每個陣元激勵的球形波最大峰值在既定的聚焦點匯集,從而得到特定聲場[7]。延遲法則原理如圖2所示。
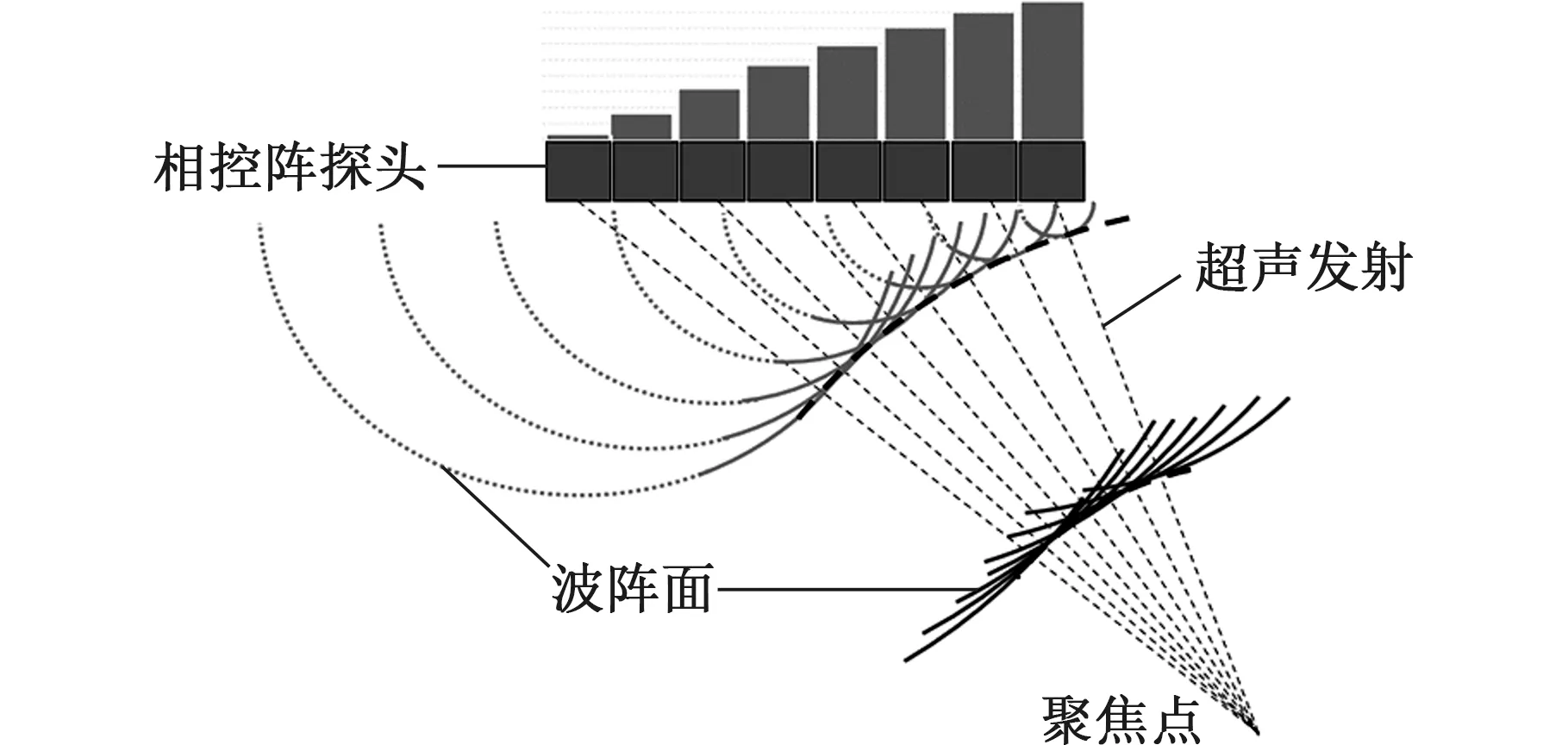
圖2 延遲法則原理圖Fig.2 Principle diagram of the law of delay
一維線性陣列相控陣探頭發射聲束的聚焦與偏轉如圖3所示。假設相控陣探頭有奇數個陣元,編號為n(n=1,2,…,N),相控陣探頭發出的聲束偏轉延遲時間τd和聲束聚焦延遲時間τf共同組成陣元激勵時間τe。以第1個陣元為坐標原點,第n個陣元相對第1個陣元的時間延遲τn1為
(1)
ΔS=dsinθ
(2)
式中,c為聲速;ΔS為相鄰兩個陣元間的波程差;d為兩個相鄰陣元間的距離;θ為聲束偏轉角度。

圖3 一維線性探頭的聲束偏轉與聚焦Fig.3 Deflection and focusing of the sound beam ofa one-dimensional linear probe
當聲束在P點實現深度聚焦時,聚焦延遲時間τP為
(3)
式中,F為聚焦深度;t0為保證延遲時間為正的時間常數。
結合式(1)和式(3),在聲場中任意一點P的偏轉和聚焦時間τ為
(4)
當陣元個數為偶數時,只需將n-1替換成n-0.5即可。
通過式(4)計算工件內部聲場中任意一點聲束偏轉與聚焦的延遲時間,得到一維線性陣元探頭的空間響應,有助于進一步研究工件內部的聲場問題。
2 CIVA建模及參數
CIVA軟件是專業的無損檢測仿真平臺,可用于設計和優化檢測工藝。超聲仿真部分利用延遲法則計算工件中的超聲波束,模擬聲束與缺陷的相互作用。借助CIVA軟件高精度仿真及圖像處理優勢,提高在不同檢測位置曲率下的缺陷成像分辨率,有助于開展圖譜對比分析及聲壓幅值比變化的研究工作。
2.1 模型參數設置
常見的管座角焊縫形式分為安放式和插入式兩種[8]。本文結合電廠實際檢測管道規格,建立與現場管座參數接近的安放式管座角焊縫模型。管道尺寸(外徑×壁厚)分別為母管φ600 mm×17.5 mm、接管φ27 mm×2.5 mm,焊縫坡高為10 mm,管道材料設置碳鋼,密度為7.8 g/cm3,縱波聲速vL=5900 m/s,橫波聲速vT=3230 m/s。
2.2 相控陣探頭參數設置
通過前期對焊縫的CIVA聲場仿真研究,確定一維線陣探頭置于小徑管模型的母管外表面滿足檢測要求,其中探頭參數為:陣元數N=32,中心頻率f=5 MHz,陣元中心間距p=0.6 mm,陣元間隙g=0.1 mm,主動窗長度A=19.2 mm,從動窗長度W=10 mm,帶寬為69%,楔塊類型為鋼中折射角55°橫波斜楔塊,材料為聚苯乙烯交聯樹脂,密度ρ=1.05 g/cm3,縱波聲速vL=2360 m/s,橫波聲速vT=1160 m/s。安放式管座角焊縫及相控陣探頭的CIVA仿真模型如圖4所示。
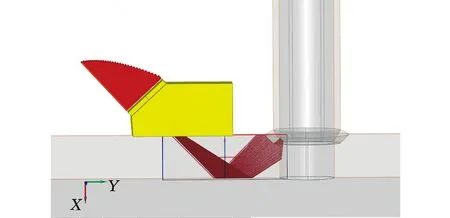
圖4 安放式管座角焊縫仿真模型Fig.4 Simulation model of the fillet weld of the placedpipe seat
2.3 延遲法則設置
仿真采用扇形掃查,設置掃查角度范圍為45°~75°,步進長度為0.5°。由于焊縫的余高會造成探頭發出的聲束多次折射產生畸變和能量衰減[9],故確定延遲法則對提高缺陷檢出率十分重要。目前相控陣技術無法利用一次橫波檢測焊縫近表面缺陷,且電廠小徑管排列緊密,不易實施一次波檢測技術。本文選擇二次波檢測方法,利用CIVA軟件對二次波進行聲場計算,不考慮波形轉換,只計算橫波聲場。設置聚焦深度為34 mm,計算精度為0.3。二次波的聲場仿真圖像如圖5所示。

圖5 二次橫波的聲場仿真圖Fig.5 The sound field simulation diagram of thesecondary transverse wave
聲場的強弱代表相控陣檢測能量的大小,為確保后續的缺陷響應效果好,對于待測管座角焊縫部位,要求聲場能量較高且集中[10]。由仿真結果可知,通過移動探頭,發出的二次波聲束能量主要集中在焊縫內部,滿足缺陷響應仿真要求。
2.4 缺陷參數設置
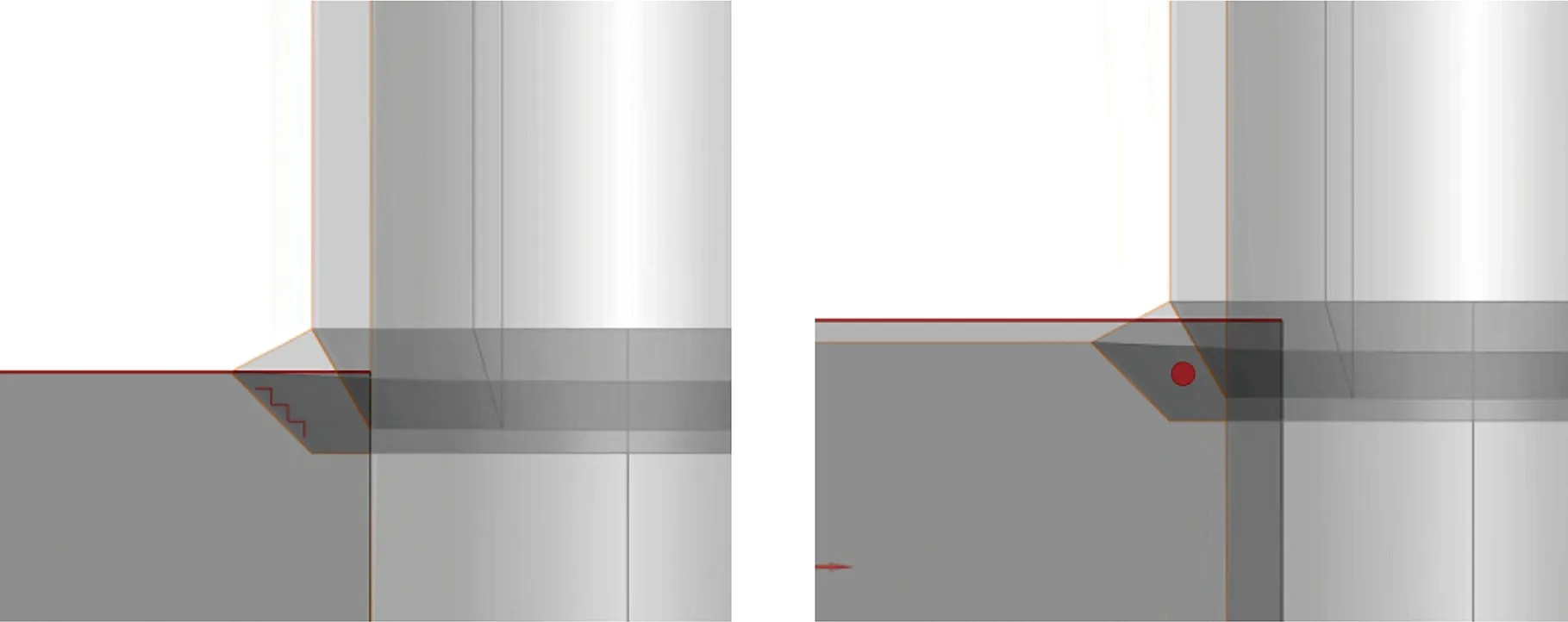
本文基于CIVA軟件,在已搭建好的無缺陷管座角焊縫模型中,利用缺陷設置模塊,分別向焊縫中添加坡口未熔合、根部未焊透、裂紋及夾渣4種典型缺陷,將每種缺陷分別設置在0°、45°、90°的焊縫檢測位置,探究檢測位置曲率不同對缺陷響應的結果影響。模型設置如圖6所示,其中δ為相控陣探頭在焊縫不同位置曲率下的角度。
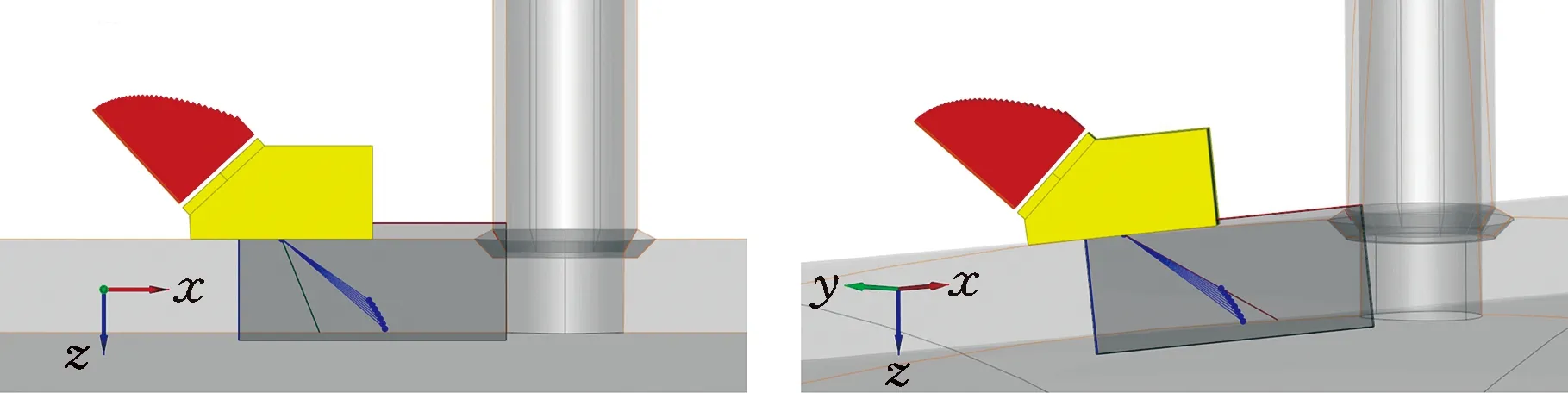
(a)δ=0° (b)δ=45°

(c)δ=90° (d)檢測位置俯視圖圖6 不同位置曲率下的探頭檢測位置Fig.6 Probe detection position under different curvatures
考慮到實際檢測中缺陷成分復雜,與碳鋼相比,氧化鋁材料的超聲波衰減和聲阻抗均大于碳鋼,若以氧化鋁為缺陷材料進行仿真出現了明顯缺陷波形和圖譜,則在實際檢測中,對碳鋼材料的管壁焊縫檢測更具有說服力,故缺陷材料選擇氧化鋁,密度為3.97 g/cm3,如圖7所示。具體缺陷參數見表1。

(a)坡口未熔合 (b)根部未焊透
(c)裂紋 (d)夾渣圖7 典型缺陷的模型設置Fig.7 Model settings for typical defects
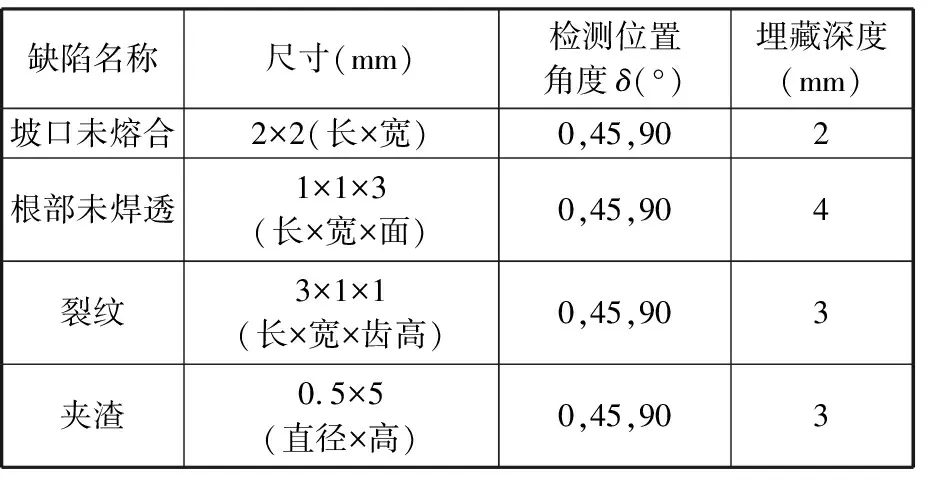
表1 坡口未熔合缺陷參數變量設置
3 缺陷響應結果分析
在實際檢測管座角焊縫缺陷過程中,改變探頭檢測位置曲率會造成聲程和聲壓往復透射率的不同,導致探頭在各個檢測位置曲率的靈敏度不同,所以在缺陷仿真中檢測位置曲率的聲束不僅要滿足覆蓋缺陷的要求,還應滿足靈敏度的要求。本文保持楔塊前沿到缺陷中心的距離以及缺陷相對于坡口的深度不變,改變探頭在母管側的檢測位置以及缺陷在焊縫中的空間位置,分別記錄待測區域的聲壓幅值,以水平位置δ=0°的待測區聲壓為基準,計算其他位置曲率下的待測區聲壓幅值下降率,便于進一步分析成像結果和聲壓變化率。
3.1 坡口未熔合缺陷檢測仿真
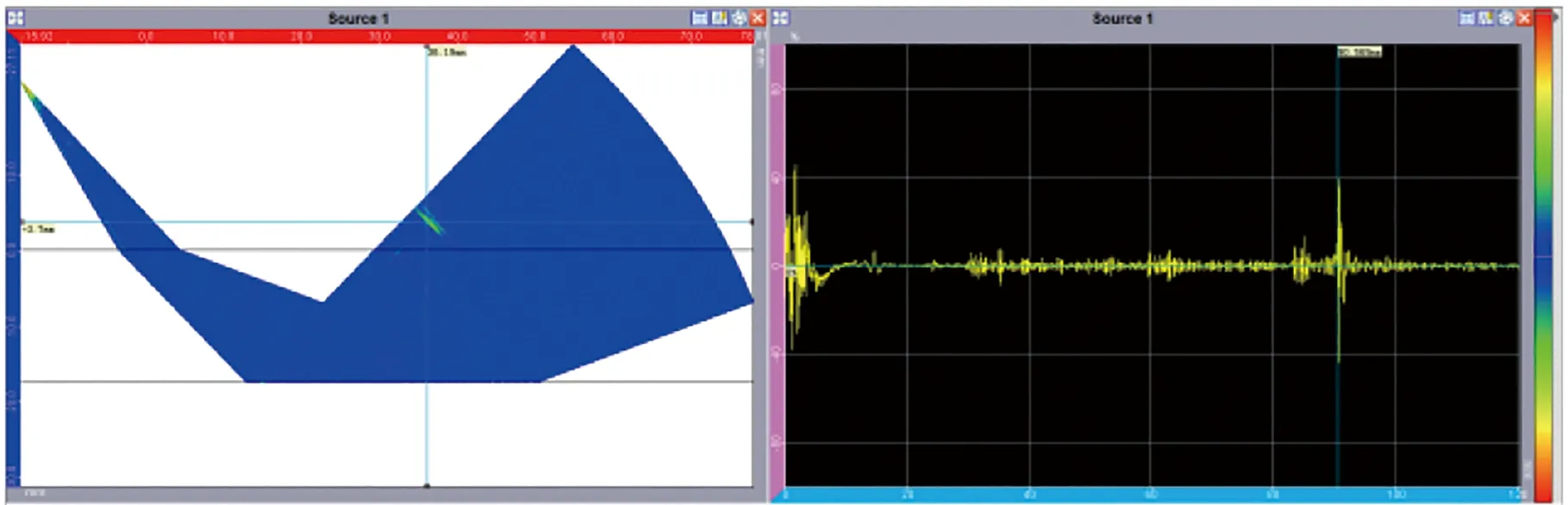
為了與真實檢測環境更加貼近,使模型中的缺陷形狀等參數近似于現實中的焊縫缺陷,選擇CIVA軟件缺陷模塊中的矩形面狀缺陷,尺寸選擇(長×寬)2 mm×2 mm。將矩形缺陷放置于焊縫內部,更改缺陷的空間位置,表現出未熔合缺陷位置方向的不確定性,楔塊前沿距離坡口邊緣約19.23 mm。仿真結果如圖8所示,其中A波圖像的Y軸表示信號幅值,單位為dB,X軸表示時間,單位為s。
由圖8可以看出,各檢測位置的缺陷回波信號較高,管座的坡口缺陷與焊縫根部端角信號明顯分開,焊縫端角反射信號也愈加強烈,這是因為探頭在0°、45°和90°檢測位置上發出的聲束與焊縫端角間的夾角逐漸增大。當探頭處于δ=0°時,坡口未熔合缺陷朝向垂直于主聲束,在扇掃圖像中的辨識度明顯高于探頭處于其他位置曲率的缺陷圖像。未熔合待測點的聲壓幅值變化率如表2所示。
從表2中的數據可知,探頭處于δ=0°曲率位置的待測點聲壓幅值最高;在δ=90°曲率位置聲壓幅值最低,聲壓變化率最大。雖然相控陣探頭采用陣列設計可以有效解決曲面聲場發散問題,但由于楔塊在不同檢測位置曲率與母管的耦合度差別較大,在δ=90°曲率位置時探頭與母管的耦合度最低,導致聲壓幅值較小。在實際檢測中,可以通過調整楔塊大小和曲率,使其最大程度地貼合待測管壁,減少耦合度較低帶來的不利影響。
(a)δ=0°
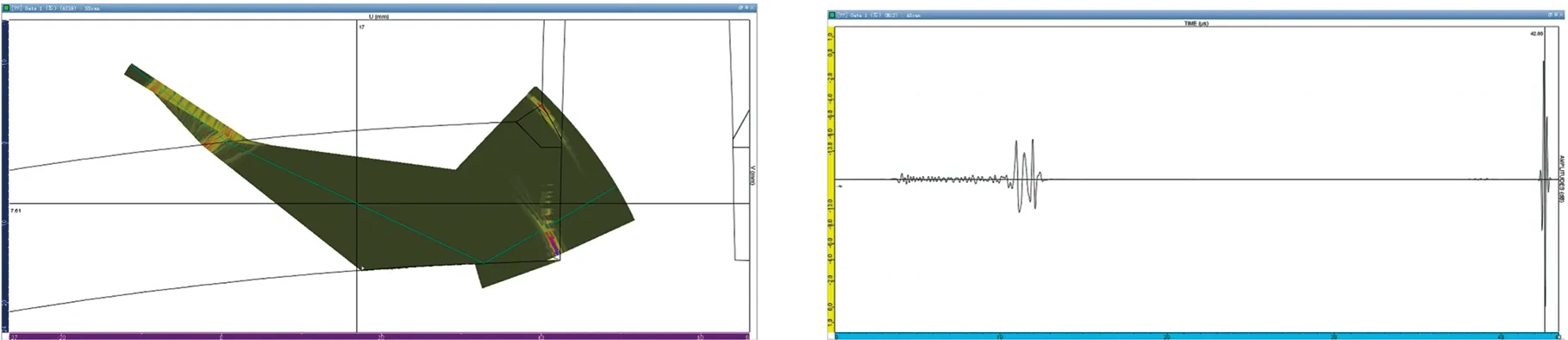
(b)δ=45°
(c)δ=90°圖8 不同位置曲率的坡口未熔合缺陷仿真及A波圖像Fig.8 Simulation and A wave images of groove unfuseddefects with curvature at different positions

表2 未熔合待測點的聲壓幅值變化率
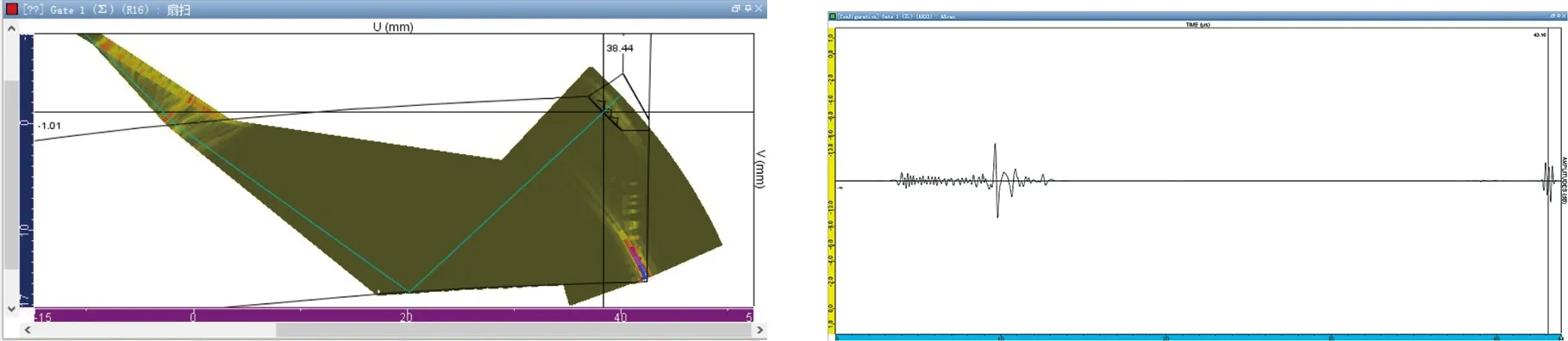
3.2 根部未焊透缺陷檢測仿真
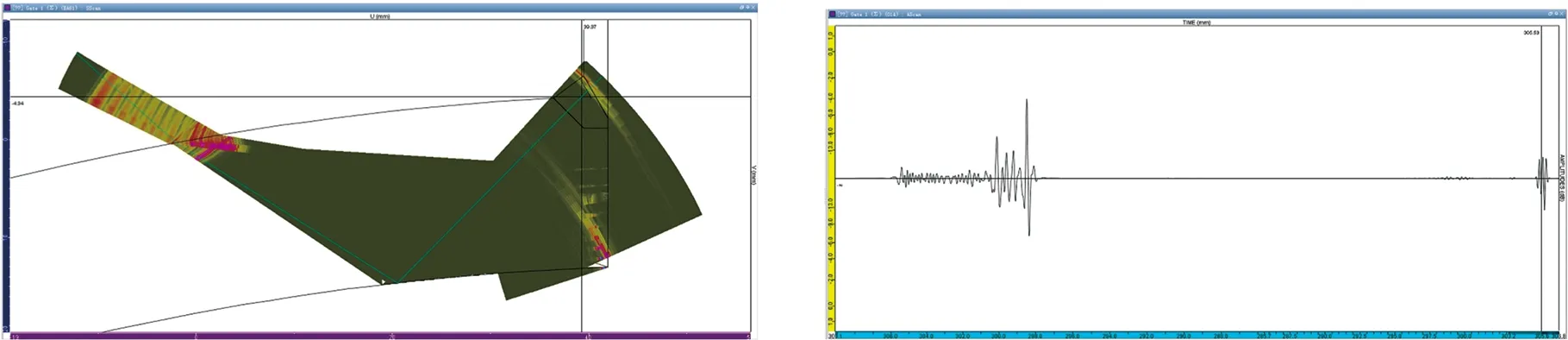
采用CIVA軟件缺陷模塊中的多面狀缺陷模擬現實中的未焊透缺陷,尺寸選擇(長×寬×面)1 mm×1 mm×3,將矩形缺陷放置焊縫底部,探頭楔塊前沿距離坡口邊緣約20.52 mm。仿真結果如圖9所示。
由圖9可以看出,聲束對根部未焊透缺陷實現多角度覆蓋掃查,不同位置曲率上的缺陷回波信號較強。近聲場區域回波與缺陷回波信號明顯分開。由于焊縫坡高較小,在扇掃圖像中未焊透缺陷信號與端角信號區分明顯,故缺陷檢出率高。未焊透待測點的聲壓幅值變化率如表3所示。
從表3中的數據可知,根部未焊透在δ=45°和δ=90°方向上的聲壓變化率大于同方向上的坡口未熔合缺陷聲壓變化率,說明在小徑薄壁管座角焊縫中未焊透缺陷對檢測位置曲率的敏感程度較高。由于根部未焊透是面狀方向性缺陷,所以檢測位置改變對聲束與缺陷垂直程度影響較大,在實際檢測中可以通過調整探頭相對于缺陷的直線距離,最大限度地保持聲束與缺陷垂直,提高未熔合缺陷的檢出率。
(a)δ=0°

(b)δ=45°
(c)δ=90°圖9 不同位置曲率的根部未焊透缺陷仿真及A波圖像Fig.9 Simulation and A wave images of rootincomplete penetration defects with curvatureat different positions
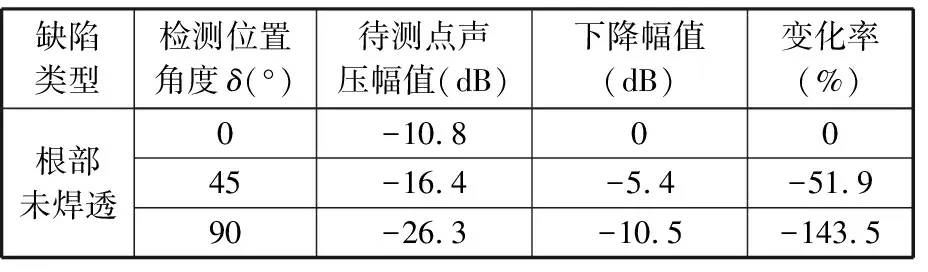
表3 未焊透待測點的聲壓幅值變化率
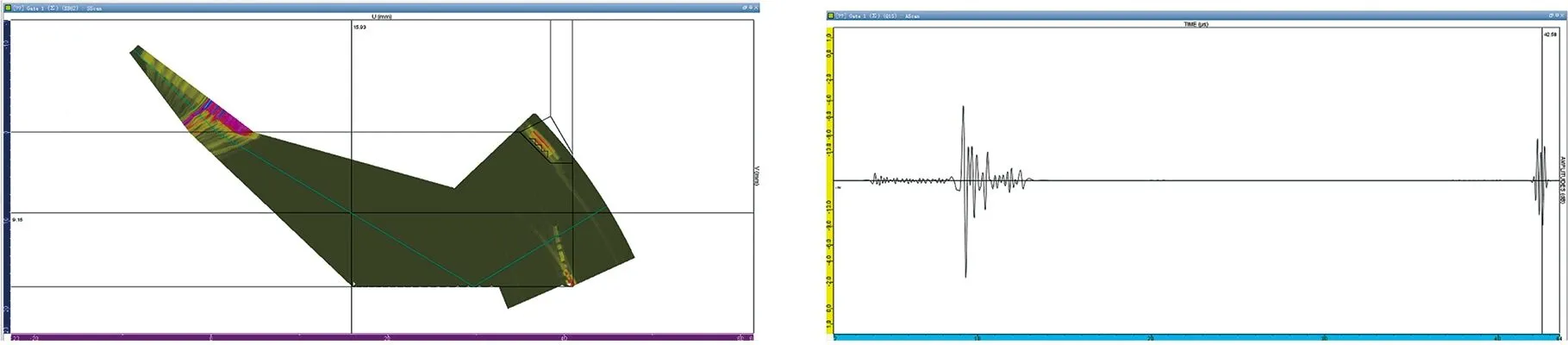
3.3 裂紋缺陷檢測仿真
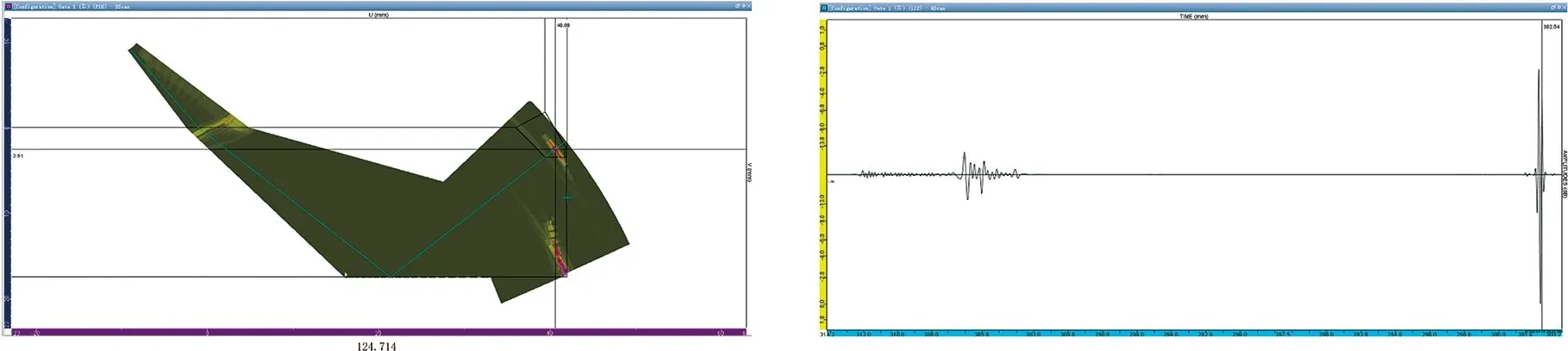
采用CIVA軟件缺陷模塊中的多面鋸齒形結構模擬現實中的裂紋缺陷,模擬裂紋面尺寸(長×寬)3 mm×1 mm,鋸齒高度約為1 mm。實際現場檢測中,裂紋在小徑薄壁管座角焊縫根部、熔合線、焊縫中心等各個位置都可能出現,其中熔合線處最易發生裂紋延伸,故本次仿真將矩形缺陷放置在母管焊縫坡口熔合線,同時更改缺陷在不同檢測方向的位置,楔塊前沿距離坡口邊緣約19.38 mm。仿真結果如圖10所示。
(a)δ=0°
(b)δ=45°

(c)δ=90°圖10 不同位置曲率的裂紋缺陷仿真及A波圖像Fig.10 Simulation and A wave images of crack defectswith curvature at different positions
由圖10可以看出,坡口熔合線處的縱向裂紋缺陷回波信號明顯,裂紋上端點的衍射波信號回波幅值較低,下端回波波幅較高。隨著檢測位置曲率的改變,超聲波入射方向與裂紋上表面之間的夾角逐漸減小,表面回波幅值逐漸減弱。當δ=0°時,裂紋表面反射回波幅值較大,裂紋長度和位置清晰可辨。裂紋待測點的聲壓幅值變化率如表4所示。
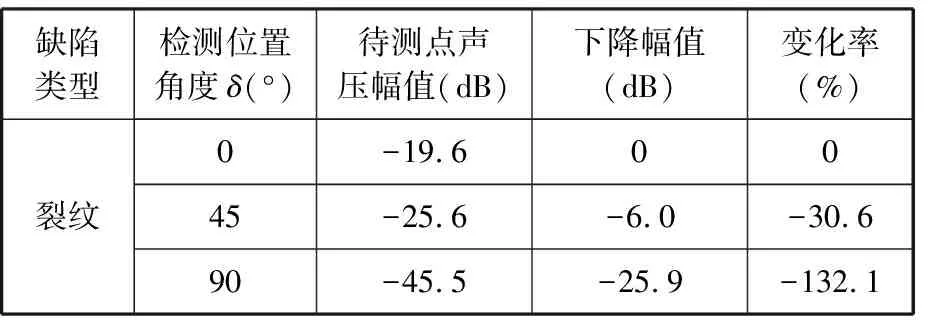
表4 裂紋待測點的聲壓幅值變化率
坡口縱向裂紋結構復雜,擴展的方向具有不定向性,盡管聲束沒有很好的反射面,但仍能測出裂紋,缺陷圖像中裂紋形狀清晰。實際檢測中可以通過改變探頭相對于缺陷的中心角度,增大聲束反射面,降低由檢測位置曲率造成的裂紋表面回波幅值減弱的程度,同時提高裂紋傾角的檢出率,有助于進一步分析裂紋走向。
3.4 夾渣缺陷檢測仿真
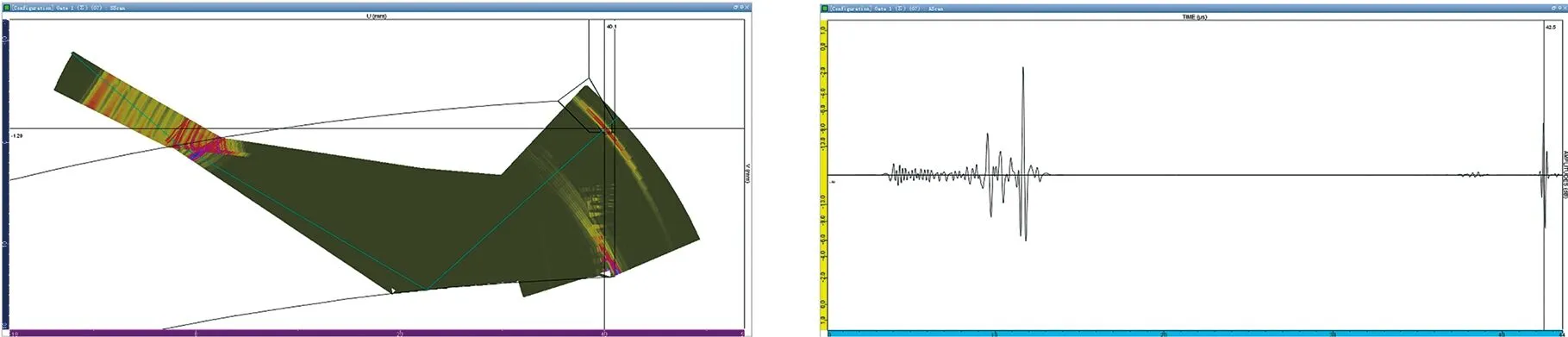
采用CIVA軟件含有的缺陷模塊中的圓柱體狀缺陷來模擬現實中的夾渣缺陷,尺寸選擇(直徑×高)0.5 mm×5 mm,將圓柱體缺陷放置在焊縫中部,楔塊前沿距離坡口邊緣約19.57 mm,仿真結果如圖11所示。
由圖11可以看出,夾渣缺陷分層明顯,由于夾渣模型由圓柱體狀模型搭建,故聲束會穿透兩層模型表面。當穿透第一層柱狀表面時聲束能量最強,缺陷信號顯著,聲束透射到第二層柱狀表面時,由于聲能衰減,造成缺陷信號減弱,故夾渣缺陷圖像中存在兩個缺陷回波。待測點的聲壓幅值變化率如表5所示。
(a)δ=0°

(b)δ=45°
(c)δ=90°圖11 不同位置曲率的夾渣缺陷仿真及A波圖像Fig.11 Simulation and A wave images of inclusiondefects with curvature at different positions

表5 夾渣待測點的聲壓幅值變化率
由表5可知,檢測位置曲率改變對夾渣缺陷仿真結果影響較大,隨著檢測方向由δ=0°變為δ=90°,缺陷回波信號逐漸減弱,待測區聲壓也逐漸降低。由于夾渣自身柱狀體特征,圖像中衍射信號較強,回波信號特征明顯。在實際檢測中,可對夾渣缺陷進行環形扇掃,從不同角度檢測,使夾渣更易在圖像中分辨和檢出。
3.5 仿真結果綜合分析
通過在管座角焊縫的不同曲率位置上對坡口未熔合、根部未焊透、裂紋及夾渣4種典型缺陷進行CIVA仿真,獲得δ分別為0°、45°和90°曲率位置下的缺陷響應仿真圖譜。仿真結果表明,隨著檢測位置曲率的增大,相控陣探頭發出的聲束與缺陷之間的夾角逐漸減小,導致缺陷回波幅值降低,聲壓變化率逐漸增大,故在實際現場中檢測不同曲率位置下的管座角焊縫缺陷時,最大程度地保證探頭與管壁的耦合度,通過調整聲束發射角度,改變楔塊的大小、形狀,校正探頭與待測焊縫的直線距離等方法,彌補曲率變化給缺陷檢測帶來的不利影響,保證檢測的靈敏度和檢測結果的準確性。
4 實驗驗證
4.1 模擬試塊及焊縫缺陷設計
為驗證本文提出的工藝方案對安放式管座角焊縫的聲束全覆蓋以及缺陷檢出能力,設計并加工出與被檢工件在材質、幾何尺寸、坡口形式和焊接工藝等方面相同的模擬試塊,并在不同曲率位置的焊縫中添加根部未焊透、坡口未熔合、裂紋、夾渣4種典型缺陷,缺陷形狀及尺寸等參數與仿真參數相似。模擬試塊如圖12所示。人工缺陷參數如表6所示。模擬試塊焊縫缺陷的射線檢測如圖13所示。
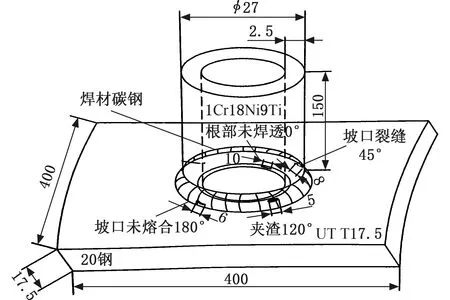
(a)模擬試塊結構示意圖

(b)模擬試塊實物圖圖12 模擬試塊Fig.12 The simulated test block
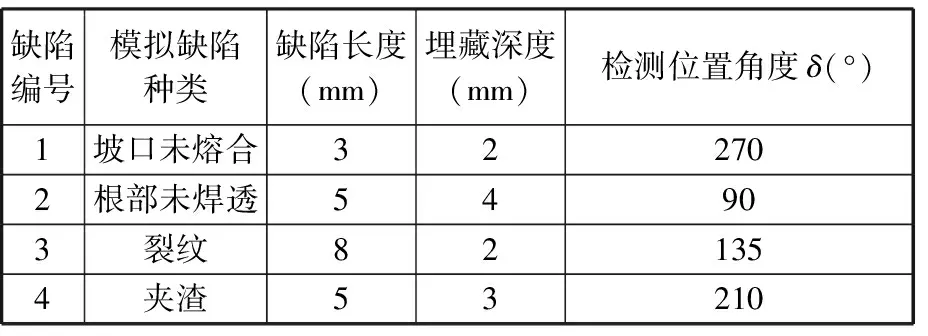
表6 人工缺陷參數
注:檢測位置角度表示以結構圖左側水平位置為零點,按順時針角度計量。
4.2 焊縫缺陷超聲相控陣檢測
實驗采用Multi-2000超聲相控陣檢測系統以及OLYMPUS 5L32-19X10-A11-P-2.5-HY相控陣探頭,實驗過程中設置探頭偏轉角度為45°~75°。耦合劑選用Ultragel Ⅱ(無硅型) 耦合劑,檢測前打磨待測焊縫周圍區域,使其表面粗糙度降至6.3 μm以下。檢測平臺如圖14所示。

(a)未熔合 (b)未焊透
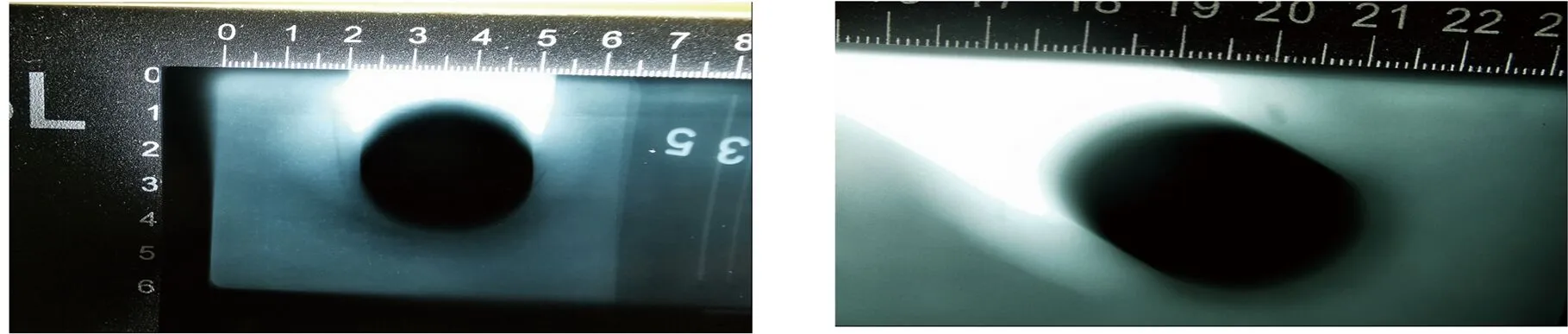
(c)裂紋 (d)夾渣圖13 模擬試塊焊縫缺陷的射線檢測圖Fig.13 Radiographic inspection of weld defects insimulated test block
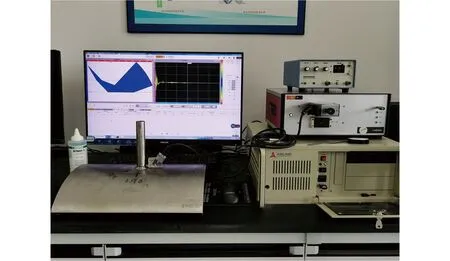
圖14 超聲相控陣檢測平臺Fig.14 Ultrasonic phased array detection platform
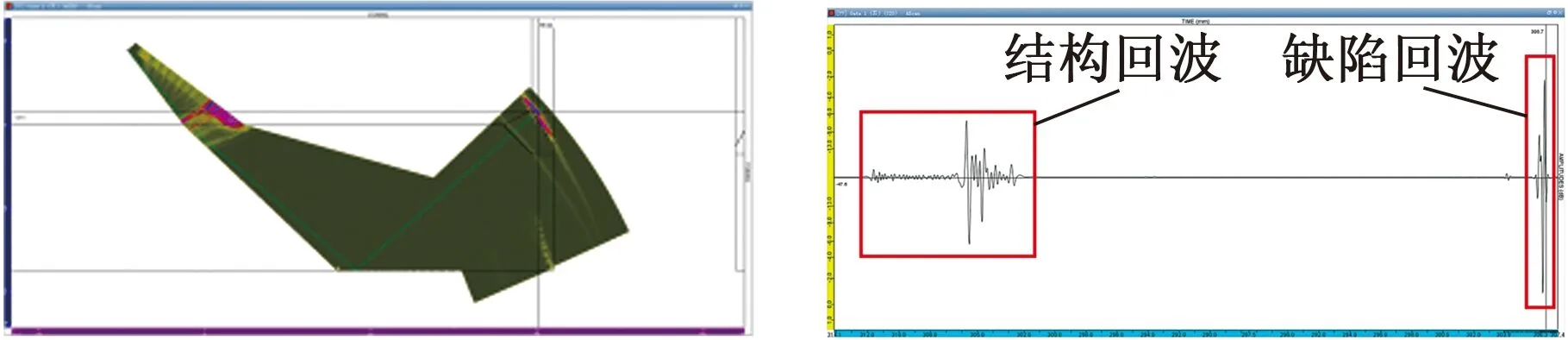
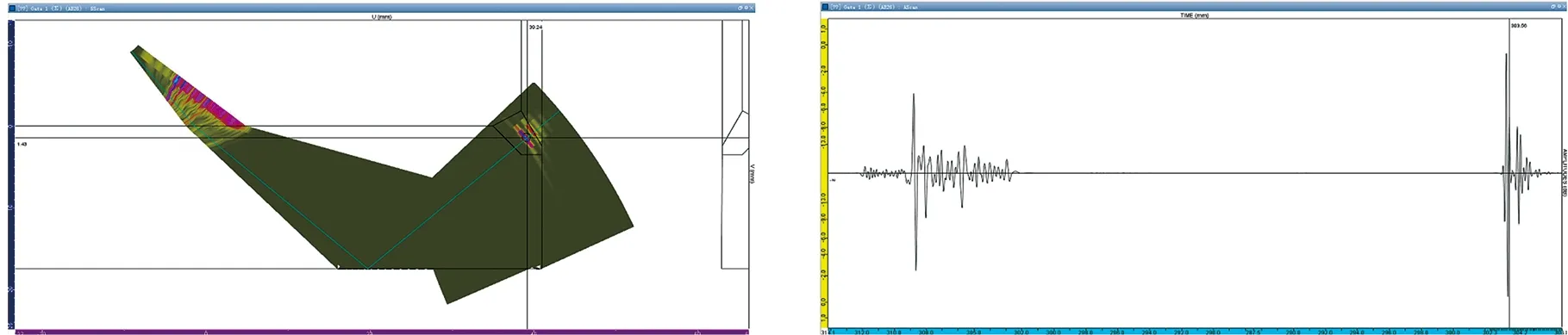
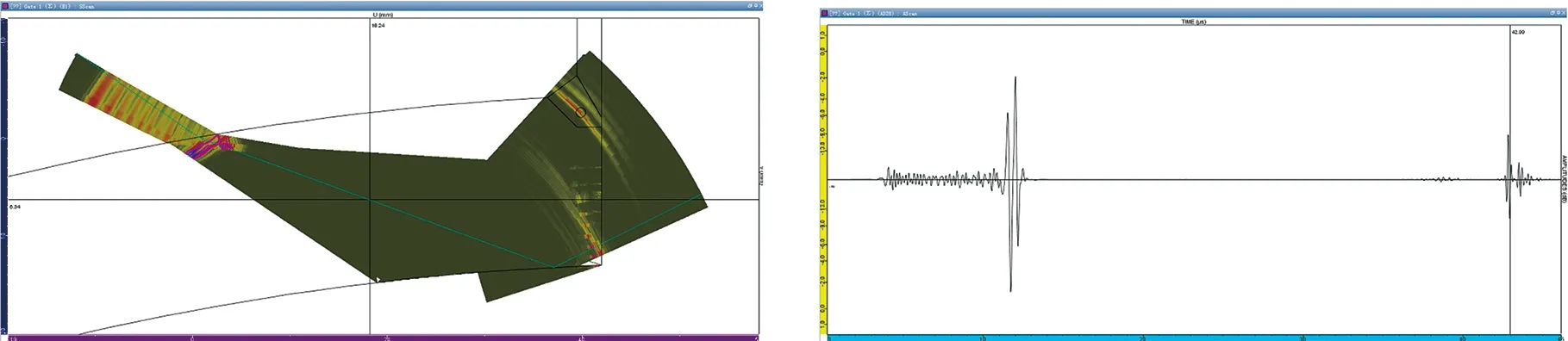
將相控陣探頭放置在焊縫區域周圍,針對不同曲率位置的焊縫缺陷進行扇形掃查,發現4處缺陷回波信號,獲得缺陷圖譜如圖15所示。由圖15可以看出,采用二次橫波扇形掃查,實現聲束對模擬試塊中的缺陷進行全覆蓋檢測,具有較高的檢測靈敏度,證明了所選的超聲相控陣探頭參數符合檢測要求,且不同曲率位置的扇掃圖像中各缺陷圖像與對應的仿真缺陷圖譜相似度高,在分析A波信號圖中應注意區分結構回波和缺陷波。相控陣探頭檢出的缺陷參數如表7所示,檢測結果與射線檢測結果十分接近,可準確檢出模擬試塊中的缺陷。相較于射線檢測,超聲相控陣檢測圖像更加直觀清晰,能實現缺陷在不同曲率位置下的定位和定量,為復雜變曲率工件的檢測提供了參考。

表7 相控陣探頭檢出的缺陷參數
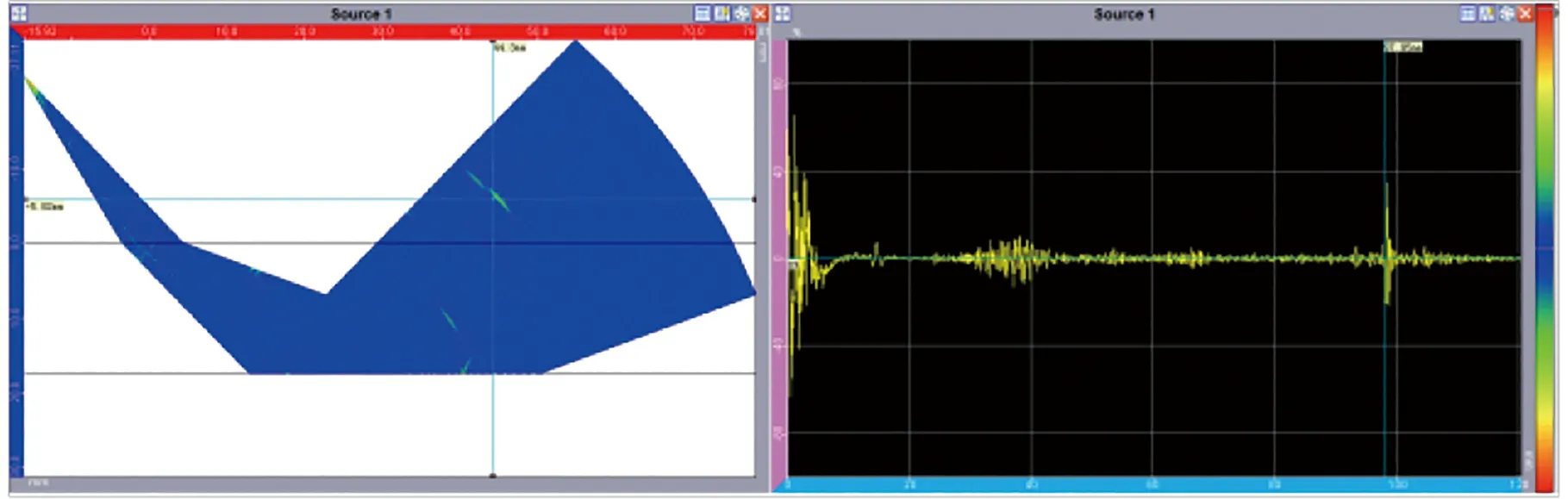
(a)1號坡口未熔合缺陷
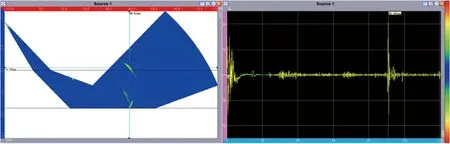
(b)2號根部未焊透缺陷
(c)3號裂紋缺陷

(d)4號夾渣缺陷圖15 不同曲率位置下的缺陷及A波信號圖Fig.15 Defects and A wave signals at differentcurvature positions
5 結語
小徑薄壁管座角焊縫超聲檢測易受檢測位置曲率變化影響,干擾焊縫內部缺陷的檢出,因此采用CIVA軟件對安放式小徑薄壁管座角焊縫模型進行超聲相控陣二次橫波聲場仿真,實現對焊縫缺陷的全覆蓋檢測。同時對4種典型缺陷在不同檢測位置曲率上進行缺陷響應,得到典型缺陷特征圖譜,為檢測人員在不同曲率位置下快速定性缺陷提供了參考。分析了檢測位置曲率不同對缺陷成像結果和聲壓幅值變化造成的影響,總結了其變化規律。最后通過實驗證明所選探頭參數可有效檢出模擬試塊中的缺陷,為進一步提高缺陷定性定量的準確率、改進復雜變曲率工件的超聲相控陣檢測工藝提供了新思路。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造業自動化(2017年2期)2017-03-20 14:26:13
海峽科技與產業(2016年3期)2016-05-17 04:32:12
設備管理與維修(2015年12期)2015-04-09 06:57:24