鋁合金薄壁件加工變形控制技術分析
2022-05-21 23:03:14鄭海東,畢振東,李永成
今日自動化 2022年2期
鄭海東,畢振東,李永成
[摘? ? 要]隨著當今機械制造工程行業的良好發展,鋁合金薄壁件的生產和應用數量都實現了顯著提升。而在鋁合金薄壁件的具體加工制造中,變形控制是一項至關重要的內容。只有做好變形控制,才可以確保鋁合金薄壁件的生產加工質量,滿足其實際應用需求。基于此,對此類工件加工中的變形控制技術進行分析,以提高鋁合金薄壁件的加工精度。
[關鍵詞]鋁合金;薄壁件;生產加工;變形控制技術
[中圖分類號]TH16;TG166.3 [文獻標志碼]A [文章編號]2095–6487(2022)02–00–03
Analysis on Deformation Control Technology of Aluminum Alloy Thin Wall Parts
Zheng Hai-dong,Bi Zhen-dong,Li Yong-cheng
[Abstract]With the good development of today's mechanical manufacturing engineering industry, the production and application of aluminum alloy thin-walled parts have been significantly improved. In the specific processing and manufacturing of aluminum alloy thin-walled parts, deformation control is a very important content. Only by controlling its deformation can we effectively ensure the production and processing quality of aluminum alloy thin-walled parts and meet its practical application needs. Based on this, this paper analyzes the deformation control technology in this kind of workpiece processing. It is hoped that this analysis can provide a good guarantee for the machining accuracy of aluminum alloy thin-walled parts.
[Keywords]aluminum alloy; thin wall part; production and processing; deformation control technology
通過數控銑削機床對鋁合金薄壁件進行加工的過程中,工藝路徑、銑削參數以及夾裝方案都是加工變形問題的主要影響因素。因此,在具體的生產加工過程中,一定要根據實際情況,結合實際需求,對工藝路徑、銑削參數以及夾裝方案進行合理選擇,這樣才可以確保鋁合金薄壁件的加工精度,為其良好制造和應用奠定堅實的技術基礎。
1 鋁合金薄壁件加工變形控制技術仿真分析
通過以往的相關資料研究以及試驗分析發現,通過數控銑削機床對鋁合金薄壁件進行生產加工的過程中,刀具對薄壁件所產生的切削力、切削熱作用,薄壁件的夾裝方式以及走刀路徑,都是其加工變形的主要影響因素[1]。基于此,在具體的鋁合金薄壁件生產加工中,應盡最大限度減小其加工變形量,確保鋁合金薄壁件的加工精度。
1.1 工件基本情況與加工要求
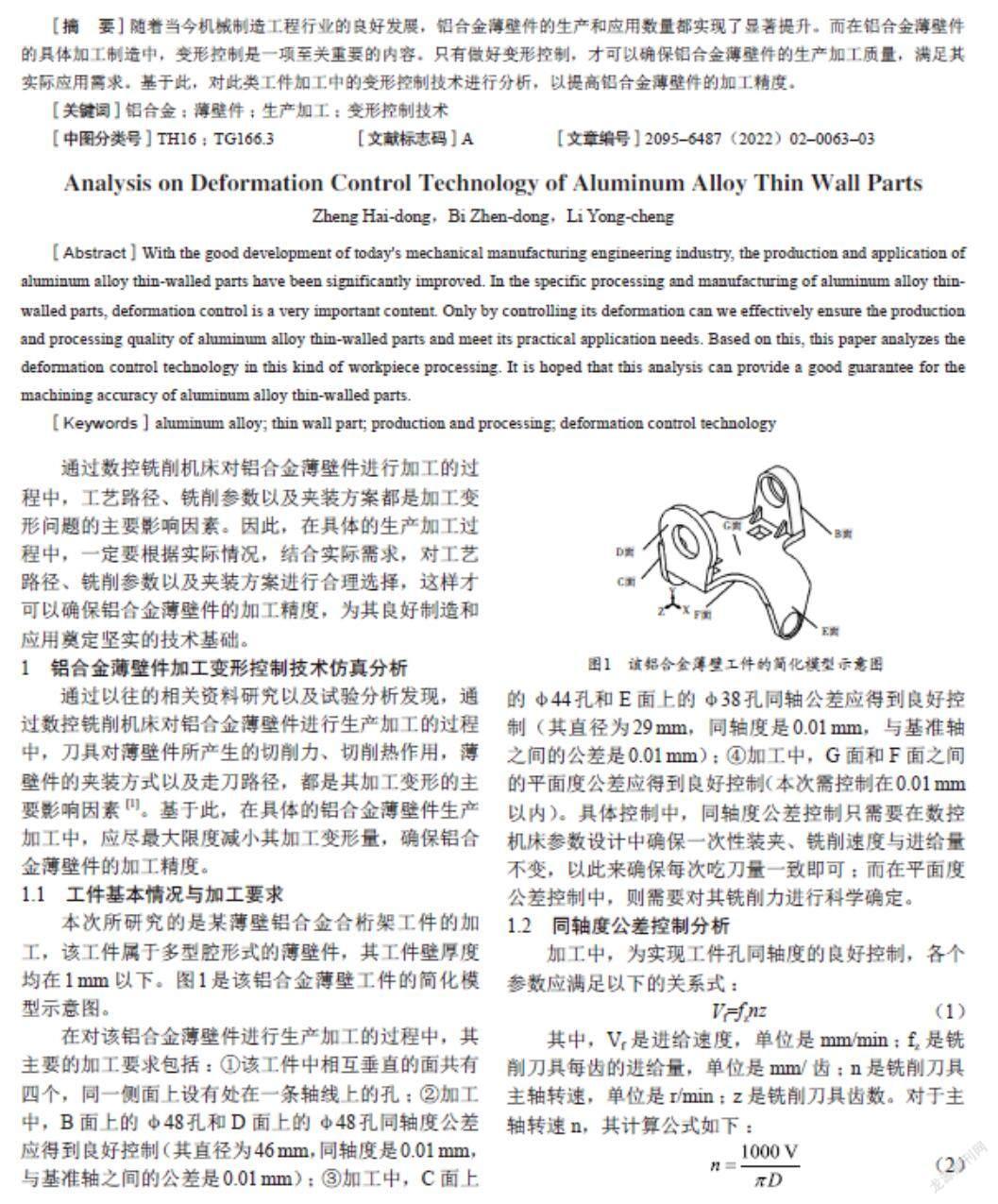
本次所研究的是某薄壁鋁合金合桁架工件的加工,該工件屬于多型腔形式的薄壁件,其工件壁厚度均在1 mm以下。
在對該鋁合金薄壁件進行生產加工的過程中,其主要的加工要求包括:①該工件中相互垂直的面共有四個,同一側面上設有處在一條軸線上的孔;②加工中,B面上的φ48孔和D面上的φ48孔同軸度公差應得到良好控制(其直徑為46 mm,同軸度是0.01 mm,與基準軸之間的公差是0.01 mm);③加工中,C面上的φ44孔和E面上的φ38孔同軸公差應得到良好控制(其直徑為29 mm,同軸度是0.01 mm,與基準軸之間的公差是0.01 mm);④加工中,G面和F面之間的平面度公差應得到良好控制(本次需控制在0.01 mm以內)。具體控制中,同軸度公差控制只需要在數控機床參數設計中確保一次性裝夾、銑削速度與進給量不變,以此來確保每次吃刀量一致即可;而在平面度公差控制中,則需要對其銑削力進行科學確定。
1.2 同軸度公差控制分析
加工中,為實現工件孔同軸度的良好控制,各個參數應滿足以下的關系式:
Vf=fznz (1)
其中,Vf是進給速度,單位是mm/min;fz是銑削刀具每齒的進給量,單位是mm/齒;n是銑削刀具主軸轉速,單位是r/min;z是銑削刀具齒數。對于主軸轉速n,其計算公式如下:
(2)
其中,V代表銑削速度,單位是m/min;D代表刀具直徑,單位是mm。
對于加工中的材料去除率,其計算公式如下:
η=apaeVf (3)
其中,η代表材料去除率,單位是mm3/min;ap代表銑削深度,單位是mm;ae代表銑削寬度,單位是mm。
通過這樣的方式,便可對銑削刀具的進給速度和每齒進給量加以科學確定,讓相應孔的同軸度公差得以良好控制,
1.3 銑削力計算分析
在對該鋁合金薄壁件進行加工的過程中,主要選擇的是高速鋼圓柱銑削刀具,并按照以下公式來進行計算:
F=Cpap0.86fz0.72D-0.86B2Kp (4)
其中,F是銑削力,單位是N;Cp是高速鋼銑削刀銑削過程中的工件材料和銑削刀類型系數;ap是銑削深度,單位是mm;fz是每齒進給量,單位是mm;D是銑削刀直徑,單位是mm;B是銑削寬度,單位是mm;z代表銑削刀齒數量;Kp代表通過高速鋼銑削到銑削加工中需要考慮的薄壁件機械性能修正系數[2]。本次鋁合金薄壁件加工中的銑削刀參數情況見表1。
1.4 加工變形控制仿真分析
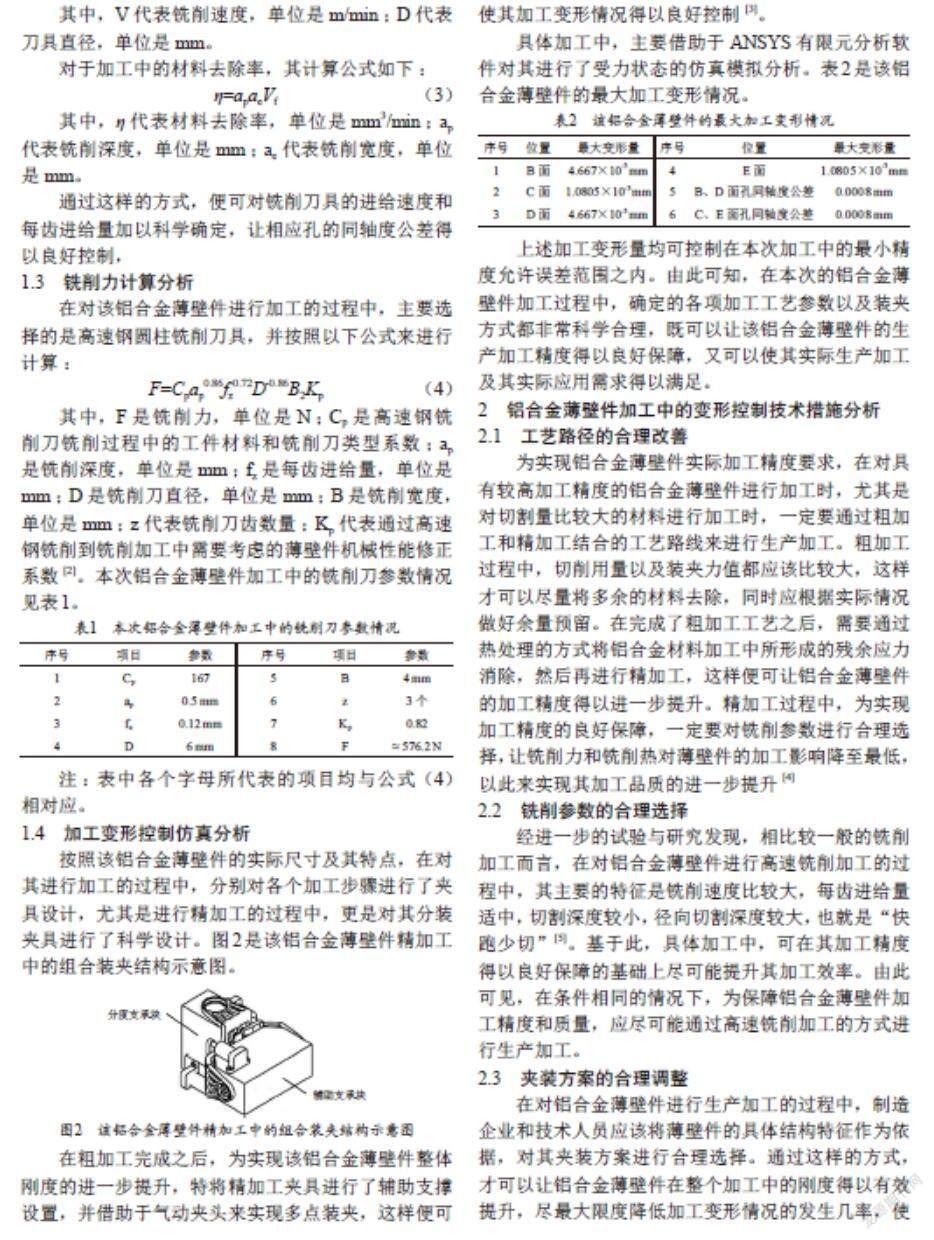
按照該鋁合金薄壁件的實際尺寸及其特點,在對其進行加工的過程中,分別對各個加工步驟進行了夾具設計,尤其是進行精加工的過程中,更是對其分裝夾具進行了科學設計。圖2是該鋁合金薄壁件精加工中的組合裝夾結構示意圖。
在粗加工完成之后,為實現該鋁合金薄壁件整體剛度的進一步提升,特將精加工夾具進行了輔助支撐設置,并借助于氣動夾頭來實現多點裝夾,這樣便可使其加工變形情況得以良好控制[3]。
具體加工中,主要借助于ANSYS有限元分析軟件對其進行了受力狀態的仿真模擬分析。表2是該鋁合金薄壁件的最大加工變形情況。
上述加工變形量均可控制在本次加工中的最小精度允許誤差范圍之內。由此可知,在本次的鋁合金薄壁件加工過程中,確定的各項加工工藝參數以及裝夾方式都非常科學合理,既可以讓該鋁合金薄壁件的生產加工精度得以良好保障,又可以使其實際生產加工及其實際應用需求得以滿足。
2 鋁合金薄壁件加工中的變形控制技術措施分析
2.1 工藝路徑的合理改善
為實現鋁合金薄壁件實際加工精度要求,在對具有較高加工精度的鋁合金薄壁件進行加工時,尤其是對切割量比較大的材料進行加工時,一定要通過粗加工和精加工結合的工藝路線來進行生產加工。粗加工過程中,切削用量以及裝夾力值都應該比較大,這樣才可以盡量將多余的材料去除,同時應根據實際情況做好余量預留。在完成了粗加工工藝之后,需要通過熱處理的方式將鋁合金材料加工中所形成的殘余應力消除,然后再進行精加工,這樣便可讓鋁合金薄壁件的加工精度得以進一步提升。精加工過程中,為實現加工精度的良好保障,一定要對銑削參數進行合理選擇,讓銑削力和銑削熱對薄壁件的加工影響降至最低,以此來實現其加工品質的進一步提升[4]
2.2 銑削參數的合理選擇
經進一步的試驗與研究發現,相比較一般的銑削加工而言,在對鋁合金薄壁件進行高速銑削加工的過程中,其主要的特征是銑削速度比較大,每齒進給量適中,切割深度較小,徑向切割深度較大,也就是“快跑少切”[5]。基于此,具體加工中,可在其加工精度得以良好保障的基礎上盡可能提升其加工效率。由此可見,在條件相同的情況下,為保障鋁合金薄壁件加工精度和質量,應盡可能通過高速銑削加工的方式進行生產加工。
2.3 夾裝方案的合理調整
在對鋁合金薄壁件進行生產加工的過程中,制造企業和技術人員應該將薄壁件的具體結構特征作為依據,對其夾裝方案進行合理選擇。通過這樣的方式,才可以讓鋁合金薄壁件在整個加工中的剛度得以有效提升,盡最大限度降低加工變形情況的發生幾率,使其加工變形量被控制在合理范圍之內[6]。
3 結束語
通過某鋁合金薄壁件加工變形控制技術仿真的形式,對鋁合金薄壁件生產加工過程中的變形控制技術應用進行分析。通過分析發現,在此項加工中,銑削力、銑削熱、夾裝方式以及走刀路徑等都會對其加工變形產生一定程度的影響,如果不能對這些因素加以有效控制,便很可能導致鋁合金薄壁件在加工中產生變相問題,進而對其加工精度造成不良影響,導致鋁合金薄壁件質量降低甚至是報廢情況發生。基于此,在具體的生產加工中,生產制造企業和相關的技術人員一定要明確其主要的加工變形影響因素,并根據鋁合金薄壁件的實際情況,結合其加工要求,采取合理的技術措施來進行加工變形控制,包括工藝路線方面、銑削參數方面以及夾裝方案方面。這樣才可以在確保鋁合金薄壁件加工效率的同時使其加工變形得以良好控制,滿足其實際應用需求,促進機械精加工技術與現代化機械制造行業的良好發展。
參考文獻
[1] 李鋒.芻議鋁合金薄壁件銑削加工精度控制[J].內燃機與配件,2021(16):117-118.
[2] 岳彩旭,張俊濤,劉獻禮,等.薄壁件銑削過程加工變形研究進展[J].航空學報,2021(25):164.
[3] 王成龍.大型薄壁件數字化減薄加工方法與軟件系統開發[D].大連:大連理工大學,2021.
[4] 王頂.鋁合金薄壁構件側銑加工變形及穩定性研究[D].成都:電子科技大學,2021.
[5] 巫成.航空鋁合金銑削仿真及薄壁框件加工變形的研究[D].蘭州:蘭州理工大學,2021.
[6] 周旭陽.鋁合金薄壁件加工過程變形控制[J].中國金屬通報,2021(1):219-220.