定尺剪APC雙斜坡位置閉環剪切控制系統研究
2022-05-21 22:14:02張超逸,錢雪平
今日自動化 2022年2期
張超逸,錢雪平

[摘? ? 要]以三明鋼鐵定尺剪為例,詳細介紹APC雙斜坡位置閉環控制在鋼板定尺分段控制系統的應用。
[關鍵詞]APC;雙斜坡;位置閉環
[中圖分類號]TP273+.1 [文獻標志碼]A [文章編號]2095–6487(2022)02–000–03
Fixed-length Shear APC Double Slope Postion Closed
Loop Shearing Control System Research
Zhang Chao-yi,Qian Xue-ping
[Abstract]Based on Sanming iron and steel Roll fixed-length Shear as an example, detailed introduces APC double slope postion closed-loop control application in the steel plate fixed-length control system,APC closed-loop control algoritghm and principle.
[Keywords]APC; double slope; postion closed-loop
位置閉環控制是定尺剪切中最重要的環節,是保證成材率根本所在,對系統控制精度及相應速度有極高的要求,以三明鋼鐵寬厚板定尺剪子為例,詳細介紹基于APC位置閉環雙斜坡控制系統算法及原理。
1 功能說明
鋼板定尺信息通過L2讀取L3生產計劃,自動產生剪切定尺信息,發送給L1 PLC執行機構,PLC通過讀取剪切信息和讀取實時激光測長裝置測出的長度進行長度閉環控制,完成精準定位剪切。
APC位置閉環控制有以下幾點要求:①電機速度轉矩等相關計算值不能超過設備最大允許值;②位置閉環必須在最短時間內定位完成,并滿足工藝精度要求;③整個位置閉環調節時系統必須穩定,不能出現超條現象;④控制算法不易復雜,能在PLC中實現。
1.1 控制原理
APC位置閉環控制系統從原理上來說是將被控對象控制到設定值上,使被控對象目標設定值與實際值差值在控制系統允許誤差范圍內,設定位置為定位啟動前預先給定值,為此APC閉環控制又稱位置閉環定位自動控制。
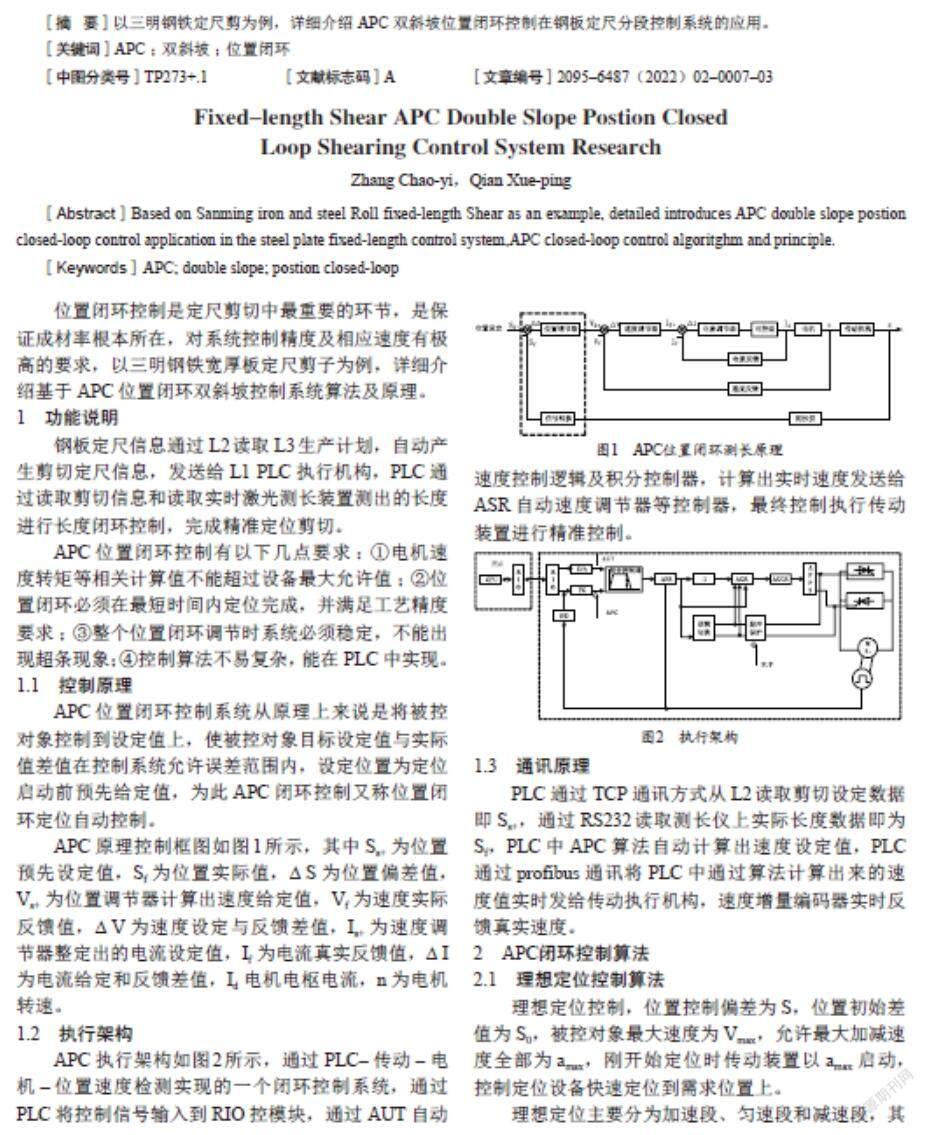
APC原理控制框圖如圖1所示,其中Ss+為位置預先設定值,Sf為位置實際值,?S為位置偏差值,Vs+為位置調節器計算出速度給定值,Vf為速度實際反饋值,?V為速度設定與反饋差值,Is+為速度調節器整定出的電流設定值,If為電流真實反饋值,?I為電流給定和反饋差值,Id電機電樞電流,n為電機轉速。
1.2 執行架構
APC執行架構如圖2所示,通過PLC–傳動–電機–位置速度檢測實現的一個閉環控制系統,通過PLC將控制信號輸入到RIO控模塊,通過AUT自動速度控制邏輯及積分控制器,計算出實時速度發送給ASR自動速度調節器等控制器,最終控制執行傳動裝置進行精準控制。
1.3 通訊原理
PLC通過TCP通訊方式從L2讀取剪切設定數據即Ss+,通過RS232讀取測長儀上實際長度數據即為Sf,PLC中APC算法自動計算出速度設定值,PLC通過profibus通訊將PLC中通過算法計算出來的速度值實時發給傳動執行機構,速度增量編碼器實時反饋真實速度。
2 APC閉環控制算法
2.1 理想定位控制算法
理想定位控制,位置控制偏差為S,位置初始差值為S0,被控對象最大速度為Vmax,允許最大加減速度全部為amax,剛開始定位時傳動裝置以amax啟動,控制定位設備快速定位到需求位置上。
理想定位主要分為加速段、勻速段和減速段,其中加速段位置偏差S=S0-v dt=S0-amaxt dt=S0-amt2,t1=為傳動裝置達到Vm所用最短時間,為在t1時間段內所消除的位置偏差,則此時定位偏差S1=S0-;減速階段要使偏差S=0,且進盡快到達,必須綜合考慮,則是需要計算傳動裝置以Vmax勻速定位到什么位置時進行減速,通常使用加減速度相等的原則,即在加減速階移動的距離相等,即S2=S0-S1,即當實際速度減速到0時,達到目標距離,實現S=0,具體計算如下:首先以最大加速度amax,加速到V=Vmax,維持V=Vmax運行直到S2=,
然后從處開始,以最大加速度amax進行減速,直到V=0,S=0。
2.2 最快定位控制方法
最快定位本質是用最短的時間完成閉環位置控制,可分為三角波控制和梯形波控制,小行程定位采用三角波控制,大行程采用梯形波控制,如圖3所示。三角波控制即以最大加速度加速到此模式下允許最大速度V1,積分計算定位距離為S1,然后以最大減速度減速到V2,積分計算定位距離為S2,避免振蕩從V2到減速到0,采用小的加速度進行減速,積分定位距離S3,S=S1+S2+S3;梯形波控制即以最大加速度快速加速到最大速度Vmax,積分計算出定位距離S1,然后以最大速度勻速運行,定位到距離S2,在快速減速到V3,積分定位距離為S3,為了避免速度過快出現超調以相對緩的斜坡定位到X0,實現無超調快速定位,即可滿足時間上要求還可以滿足精度上要求。
2.3 位移速度控制曲線
V=f(?S)為速度V與位移?S的關系,公式如下:
(1)
式中:a為加速度,其曲線如圖4所示。
在APC控制算法中,當定位給定值S0與定位真實值S的差值ΔS大于定位減速開始點SC,當定位差值ΔS=S0-S>SC時,APC算法控制器控制傳動裝置以最高線速度Vmax運行;當ΔS≤SC時,傳動裝置按照進行減速運行;當ΔS=0時,定位距離達到設定值,速度也等于0,達到精準定位。
圖4中ΔS–V控制曲線中SC為減速起始點,ΔS為變量,a為恒定加速度,即a為常數,為V隨ΔS變化速率,ΔS與OSA',直線夾角為θ,其斜率為tanθ,即tanθ為V隨ΔS變化速率。
在分析速率時,曲線OSC',可由直線OSC',近似替代,則2a可由tanθ代替,則公式(1)可改為:
(2)
從公式(2)中,可以看出減速起始點SA的大小由tanθ決定,tanθ越大,則SA越小,為此減速定位過程越快,定位精度越差;tanθ越小,則SA越大,為此減速定位過程越慢,定位精度就會越高。
實際上,ΔS–V曲線,為APC位置閉環理論計算曲線,當ΔS=0時,V=0,但由于慣性的存在,實際設備必然會滑動一段距離,這條APC位置閉環理論計算曲線不能直接應用于實際位置控制,為消除滑行距離,控制系統通過提前發送停止命令,即ΔS尚未達到0時,已將設備速度降為0,即將ΔS–V控制曲線從坐標原點平移到SA點,變成粗調控制曲線,如圖4所示。
所以,粗調控制曲線公式為:
(3)
SA為粗調控制曲線速度0點,即SA為定位死區,當ΔS=SA時,表示定位完成,將速度將為0,其中SA死區值與設備本身有關,由測試決定,死區太小或者太大都會影響定位精度,合理的死區不僅可以提高定位精度速度還可以避免系統震蕩。
在定位過程中,每次剪切定位送料長度不一樣,其啟動速度就不同,即當ΔS=0時,慣性滑行距離也不同,為此為了達到設定值,傳動機構可能會在定位目標值附近振蕩,將影響定位精度與速度,為此為了保證控制精度,需對粗調控制曲線進行必要的修正,定位過程中做到提前發送停止命令,并且讓傳動機構在停止前低速爬行。故圖4中粗調控制曲線,可以通過增加低速爬行速度修正成精調控制曲線。
所以,精調控制曲線公式為:
+V爬行 (4)
圖3精調控制曲線,SA為速度零點,即為“精調死區”,SA1為精調爬行起始點,V爬行為低速爬行時速度設定值,從圖3可以分析出,當定位距離到達低速爬行的起點SA1時,速度自動切換到V爬行運行一段距離,當定位速度穩定后,當定位距離差值小于等于設定死區,將速度設定為0,然后通過設備慣性滑動到定位的目標位置。為此,盡管設備起始速度不一樣,但因為控制過程中有低速爬行段,并且慣性爬行距離幾乎一樣,在真實應用中,通過調試可以達到非常高的精度,保證定位距離幾乎和設定距離相等,缺點是由于控制系統中融入爬行控制,導致整個系統定位時間相對偏長。
3 結束語
通過具體分析APC控制算法,在定尺剪定尺送料中,根據定尺精度和實際需求,結合輥道特性,調試人員可以決定使用何種算法進行控制,本算法計算精準可靠,可滿足生產需要。
參考文獻
[1] 薛興昌.鋼鐵工業自動化[M].北京:冶金工業出版社,2010.
[2] 王有銘.鋼材的控制軋制和控制冷卻[M].北京:冶金工業出版社,2014.
[3] 丁修堃.軋鋼過程自動化[M].北京:冶金工業出版社,2011.
[4] 溫良.實驗軋機液壓APC算法研究[D].武漢:華中科技大學,2011.