AlSi7MgCu0.5鑄造發動機缸體試制
2022-05-23 04:51:54梁寶乙楊友坤趙梓淳溫春巖劉吉東
內燃機與動力裝置 2022年2期
梁寶乙,楊友坤,趙梓淳,溫春巖,劉吉東
華晨寶馬汽車有限公司,遼寧沈陽 110000
0 引言
發動機是車輛的關鍵部件,缸體作為發動機的核心,其生產制造是整個汽車生產過程中的重要環節。人們對可持續發展戰略的關注度越來越高,缸體研發向低成本和輕量化方向發展[1]。某公司采用全新的發動機模塊化開發模式,即每個氣缸的排量為0.5 L,通過調整氣缸數實現發動機不同的排量,該模式可以大大減少發動機核心系統的開發工作,方便不同類型發動機生產線的共線生產,降低制造成本。為了提高發動機的燃油經濟性和低速轉矩,新一代發動機對缸筒長徑比進行了科學優化。全新的發動機單件試制已經在實驗室成功完成,本次測試過程為批量化的生產線試制,首批試制產量大于100件,相關質量要求與單件試制要求一致。
1 試制工藝
1.1 鑄造
對某款全新設計的AlSi7MgCu0.5鑄造發動機缸體進行批量化試制,AlSi7MgCu0.5材料是在ZL101A材料基礎上添加質量分數為0.5%的Cu,以提高材料的強度和機械加工性能,但添加Cu后不利于材料的可鑄造性和韌性,因此應嚴格控制材料中Cu的質量分數。鑄造砂芯采用無危害的有機黏結劑及催化劑成型,通過機械熱再生工藝,90%鑄造后的廢砂可以實現重復利用,其余廢砂裝送水泥廠進行廢物利用,做到環境友好。砂芯成型后采用機器人全自動去毛刺工藝,確保無殘留毛刺。砂芯含水率直接影響鑄造的氣孔率及鑄件黏砂[2],在砂芯儲存車間布置除濕機,采用全自動濕度控制,確保儲存車間相對濕度低于40%。采用中央新風溫控系統,確保全年溫度為15~40 ℃。為縮短砂芯轉移時間,采用智能搬運機器人將砂芯轉移至鑄造機旁;在鑄造機旁放置期間,使用烘烤設備確保砂芯含水率在規定范圍內。采用低壓澆鑄工藝進行鑄造,澆鑄壓力為360~380 kPa,澆鑄溫度為720~740 ℃;澆鑄過程中精確控制模具的預熱和模具冷卻水壓力,確保澆鑄質量。
1.2 預處理
鑄造完畢后,為確保每個缸體的全加工生命周期均可追溯,對缸體進行激光打碼;然后進行砂芯去除和鋸切,檢查缸體外觀和重要尺寸;為確保能夠有效去除殘砂且無裂紋產生,自動重點監控適當的錘擊力和缸體溫度;進行人工熒光裂紋探傷抽查,對缸體部件全部進行全自動x射線檢查及外觀檢查,確保產品內、外部質量合格且無表面裂紋。
1.3 熱處理
為保證產能,采用全自動連續式燃氣熱處理爐進行熱處理,試制前采用9點法對熱處理設備進行爐溫均勻性測試[3-4]。保溫區的溫度誤差為±5 ℃,確保爐溫均勻性和設備的可靠性;缸體采用T6熱處理工藝[5],固溶溫度和保溫時間分別為540 ℃和6 h,時效溫度和保溫時間分別為180 ℃和4 h;淬火轉移時間不超過25 s,以確保轉移過程中無Mg和Si的強化相脫溶;淬火介質選用水溶性淬火液,為避免鈣離子等影響水溶性淬火液的冷卻特性[6-7],采用軟水與水溶性淬火液混合,水溶性淬火液的質量分數和溫度分別為12%~16%和(50±5)℃(全自動控溫);每次補充冷卻液后均進行水溶性淬火液的質量分數檢測,以確保冷卻液始終合格;時效處理后,進行鼓風空冷,使用紅外測溫傳感器對缸體進行實時測溫,當缸體表面溫度低于40 ℃才可以轉入硬度測試工位;采用布氏硬度機測試硬度。所有熱處理過程數據及硬度測試結果均自動上傳至生產系統,系統中可以追溯每個工件熱處理過程的所有信息。
1.4 粗加工及電弧絲噴涂
產品熱處理后進行拋丸處理,清除缸體表面殘留的淬火液和殘砂,使缸體呈現金屬本色,然后進行粗加工及高壓水試漏,最后進行缸筒電弧絲噴涂工藝。其工作過程為:在2根帶電的絲材之間點燃高能電弧,并使絲材材料熔化;以氮氣作為工藝氣體,使熔化材料均勻噴涂在缸筒表面形成鐵碳合金涂層;涂層厚度為300~450 μm,表面HV0.025硬度為720~850。這種涂層可以替代傳統的笨重鐵缸套,減輕缸體質量,降低摩擦,改善散熱,提高燃料利用率,降低油耗及排放。噴涂前,需加工待噴涂表面,使其達到一定的粗糙度,確保鐵碳合金涂層與鋁制基體之間有牢固的結合力。上一代發動機采用的加工工藝為高壓水加工,耗水量很大,而且加工后的水體含有鋁粉,增加了污水處理成本。本次試制的缸筒加工首次采用Dμ-Cap工藝,工藝示意如圖1所示。首先使用精密鋸片在缸筒壁處加工出矩形凸臺,然后使用滾壓刀具將矩形凸臺壓成燕尾形,作為關鍵參數,α、β和加工深度全部采用全自動光學檢查,確保鐵碳合金涂層與缸體本體高強度結合并在隨后的使用過程中不脫落。將高壓水加工設備的水壓調低后,可以用于電弧絲噴涂工藝前的清洗,避免設備的閑置浪費。噴涂工藝結束后,再次進行缸體外觀檢查,確保缸體無任何超差的表面缺陷。
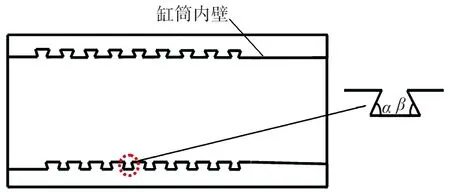
圖1 噴涂前缸筒預加工工藝示意
2 缸體檢查
2.1 化學成分分析及組織檢驗
缸體材料的化學成分及其質量分數如表1所示。

表1 試制缸體的化學成分及其質量分數
熱處理后,在5個軸承座位置進行金相取樣,每個取樣位置取10個測試點,測量二次枝晶間距,結果如表2所示。由表2可知:二次枝晶間距均小于35 μm,符合要求。

表2 二次枝晶間距檢測結果 μm
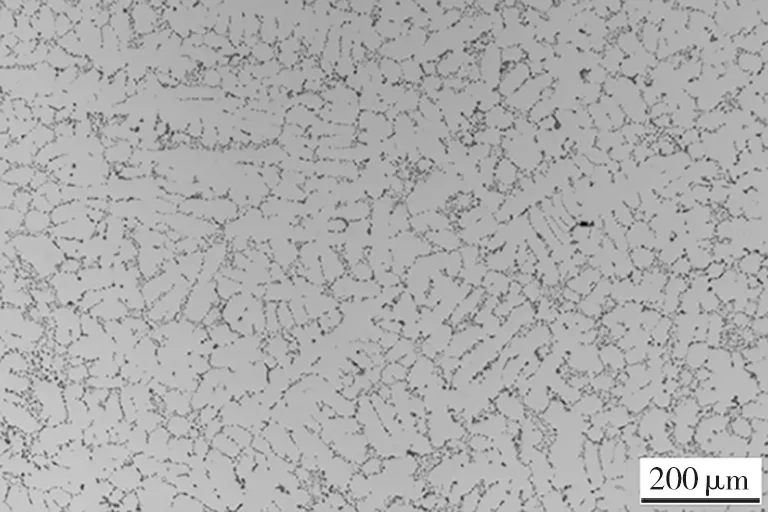
圖2 熱處理后金相組織
金相組織如圖2所示。由圖2可知:無共晶組織和片層組織,符合要求。
2.2 機械性能及變形檢查
缸體熱處理后進行布氏硬度測試[8],測試位置(圖中藍色的點)如圖3所示,該位置的HBW硬度為106,符合要求。在缸體的軸承座及缸筒壁處取樣加工并進行室溫拉伸測試[9-10],其中軸承座處拉伸試樣為M12試樣,缸筒壁處拉伸試樣為M6試樣。抗拉強度Rm、屈服強度Rp0.2及延伸率A等缸體機械性能檢驗結果如表3所示。由表3可知:缸體各項機械性能指標均完全滿足要求。
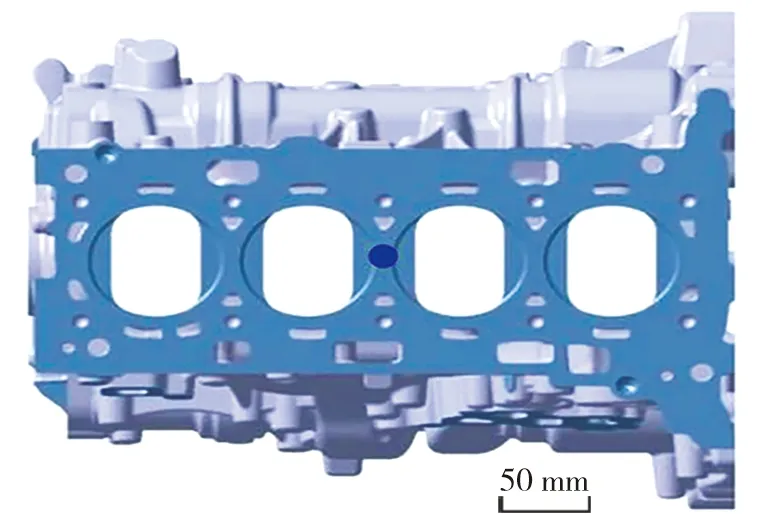
圖3 缸體硬度測試位置
采用Wenzel三坐標測量設備,選取缸體截面厚度變化較大、應力集中位置附近以及加工精度要求較高處等9個易發生變形或對變形敏感的位置,進行熱處理前、后的空間位置測量,熱處理前、后的變形測量結果如表4所示。由表4可知:9個位置的最大變形為0.236 mm,滿足變形不超過±0.8 mm的要求。采用顯微維氏硬度機測試鐵碳金屬涂層硬度[11],該涂層HV0.025硬度為765,符合要求。

表3 試制缸體的機械性能檢測結果
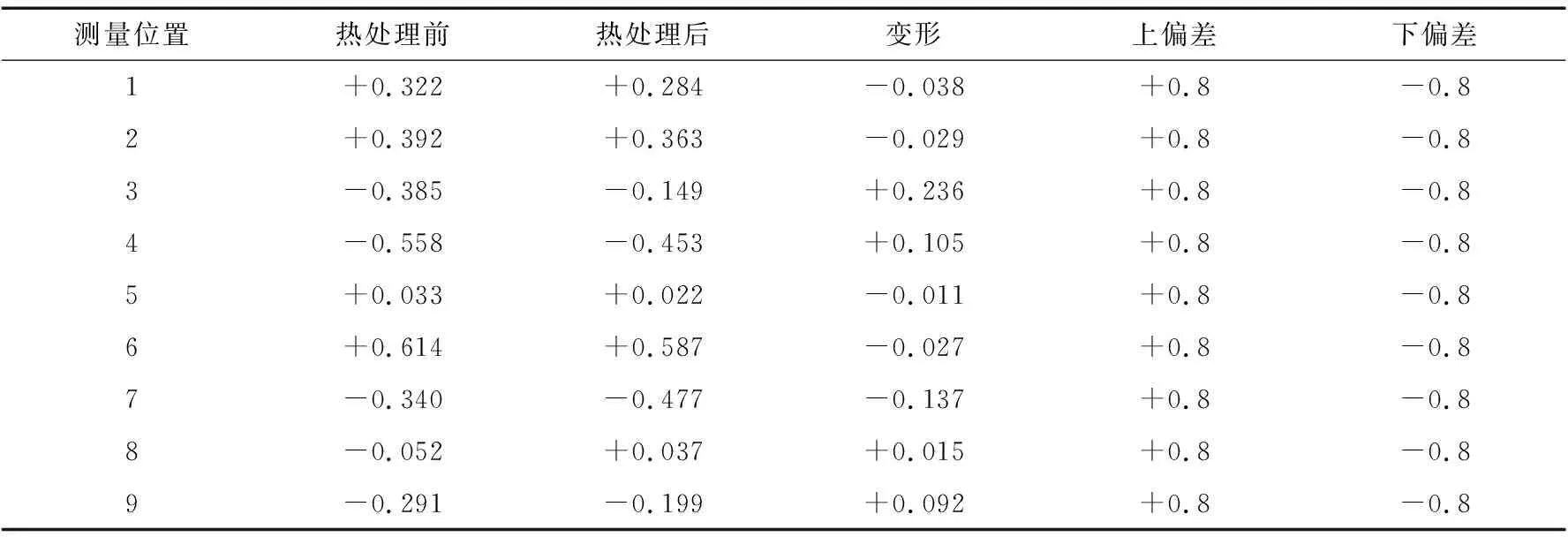
表4 熱處理前后變形測量結果 mm
2.3 分析討論
嚴格控制砂芯的含水率(<0.3%)并設定嚴格的砂芯使用壽命(<80 h),可以減少砂芯造成的鑄造缺陷;有效控制鑄造過程中的強制冷卻能夠獲得較小的二次枝晶間距;在截面較厚的軸承座位置設置強制水冷,有助于獲得優異的力學性能[12];在熱處理過程中,淬火冷卻速率的控制非常關鍵,如果冷卻速率過慢,Mg2Si和共晶Si就會在晶界或位錯處析出,降低Mg和Si在基體內的過飽和度,導致力學性能降低[13],尤其在溫度由450 ℃降低為200 ℃時,由于合金元素的過飽和度很大,原子擴散速率較高,強化相非常容易析出[14];如果冷卻速率過快,特別是低溫段冷速過快時,會造成缸體不可逆的永久變形。針對這種情況,選用AlSi7MgCu0.5合金專用的水溶性淬火液,通過調整冷卻液中水溶性淬火液的質量分數和溫度,降低缸體由450 ℃冷卻到200 ℃的冷卻速率,避免過飽和固溶體的強化相提前析出,確保時效處理后材料的力學性能滿足要求。水溶性淬火液中的大分子在低溫時會脫溶出來,由于淬火液在低溫時的冷卻速率較小,減小了熱應力[15],缸體的變形遠低于要求的±0.8 mm。另外,在整個試制過程中設置2次100%外觀檢查,在熱處理前進行的100%外觀檢查可以盡量避免不合格工件進入后續昂貴的加工工序,避免后續的加工浪費,降低報廢率;發現的連續同類型鑄造缺陷可以很快地反饋給鑄造工序,以便其進行調整,降低批量缺陷,提高鑄件的合格率,降低成本。
3 結論
1)加強砂芯含水率及鑄造過程中的溫度管控,有助于獲得優良的鑄造組織。
2)通過控制水溶性淬火液的使用,可以獲得優異機械性能和較低的熱處理變形。
3)對整個制造過程的合理規劃和有效管控是完成試制的關鍵,嚴密的過程控制是產品穩定且持續生產的基礎。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
民用飛機設計與研究(2019年2期)2019-08-05 01:33:40
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39
汽車與新動力(2015年1期)2015-02-27 12:11:01
石油化工應用(2014年8期)2014-03-11 17:40:03