汽車側圍焊接零件自動化存運系統的柔性生產研究及其應用
2022-05-27 20:20:39龐李平曾毅姚孝龍
汽車科技 2022年3期
關鍵詞:自動化
龐李平 曾毅 姚孝龍

龐李平
畢業于成都理工大學,本科學歷,現就職于東風模具沖壓技術有限公司成都分公司,主要研究方向:電阻點焊、螺柱焊接、白車身零件總成自動化焊接工藝等。
摘? 要:本文基于神龍汽車有限公司乘用車E43項目開發中,側圍里板焊接總成零件在前期P84、P87、C84等車型積放站存運系統的基礎上,增加E43車型共線存運的工藝流程進行說明。同時,對此類自動化存運系統的柔性化生產研究及其應用,進行了技術性的概括和總結。
關鍵詞:自動化;柔性生產;積放站;側圍總成零件;多車型掛鉤
中圖分類號:U466? ? ? 文獻標志碼:A? ? ?文章編號:1005-2550(2022)03-0093-05
Research and Application of Flexible Automatic Storage and Transportation for? Automobile’s Side Frame Inner Panel
PANG Li-ping, Zeng Yi, Yao Xiao-long
( Dongfeng Die&Stamping Technologies Company Limited Stamping&Welding Branch? Chengdu, Chengdu 610100, China )
Abstract: This article is based on the E43 project development of vehicle for DPCA, the automobile’s side Frame Inner Panel of E43 project. By the storage and transportation system of P84, P87, C84 and other models in the early stage, it is to explain the process description flow of common line storage and transportation of E43 model. At the same time, the flexible production research and application of this kind of automatic storage and transportation system are technically summarized and summarized.
Key? Words:Automatic; Flexible Production; Storage Station; Automobile’s Side Frame Inner Panel; Rack
1? ? 引言
隨著汽車行業朝著平臺化[1],成本集約化生產模式邁進,多車型共線生產白車身模式已經逐步成為主流生產模式。基于平臺開發的多種車型共線生產要求焊裝生產線具備模塊切換,夾具、端拾器、周轉器具等具備多車型生產能力。
在生產時車型切換的同時也需要滿足主線節拍。我司18年進行的節拍能力提升項目——東風模沖成都分公司側圍積放站輸送自動化項目,不僅滿足節拍交付同時,實現了多車型自動化柔性生產條件下,多車型的存運功能。
在此平臺基礎上,神龍公司導入DPE項目EMP2V3新平臺,增加平臺第一款基礎車型——E43項目。成都現量產車型為SUV傳統燃油及插混車型,側圍零件共用率約70%,而E43項目為兩廂半掀背轎跑車型,側圍零件變化較大,幾乎無公用零件,且外形差異交大,這就為該車型導入自動化積放站存運系統增加了較大難度。本文則從不新增自動化積放站存運系統的背景下,導入新車型實現系統共用的解決方案,為以后項目導入該系統提供一個樣板,最大化利用該系統的價值。
2? ? 產品結構及自動化存運系統分析
2.1? ?零件特點:
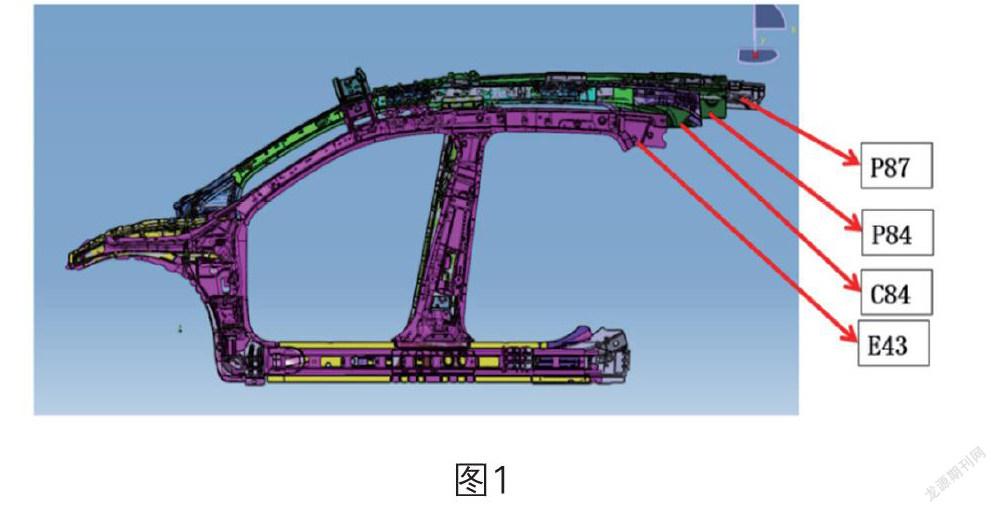
2.1.1該自動化存運系統主要存運的車型為EMP2的SUV車型P87、P84、C84車型,E43車型屬于新EMP2平臺的轎車車型,對于前側圍里板總成,從圖1可以看出,雖然E43車型大體形狀與其他車型差異較小,但是整體尺寸略小,其B柱處較其他車型低1610mm左右,且B柱朝向后門傾斜。
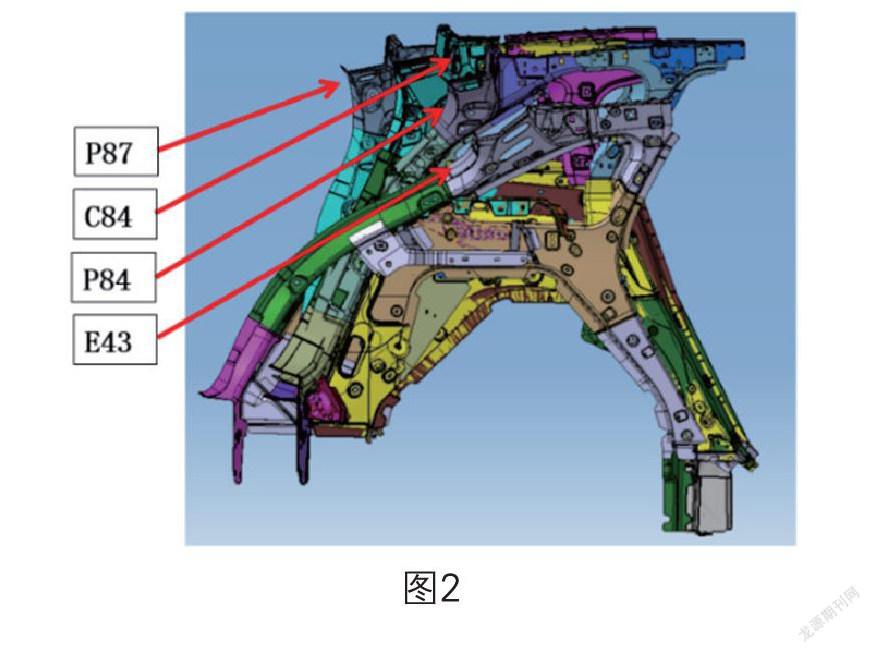
2.1.2 相對于前側圍里板總成,后前側圍里板總成四個車型差異較大(圖2),尤其E43車型作為轎車車型其整體高度偏低,而D柱因其溜背車造型,背門流水槽呈傾斜造型,與其他車型差異較大,在該項目夾具評審時,分析其夾具定位及工藝路線較其他差異巨大,這為自動化存運系統導入E43車型的一個困難點。
2.1.3 E43項目前/后側圍里板總成與自動化存運系統已經實施的車型差異大,對于該車型側圍零件導入增加了較大的困難點。
2.2? ?自動化存運系統結構:
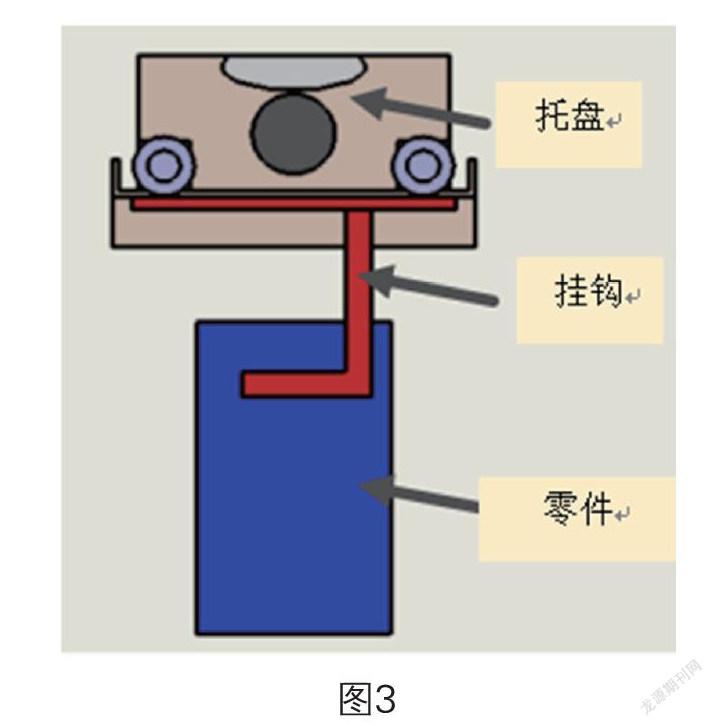
2.2.1自動化存運系統中主要的存運器具(圖3)為托盤掛鉤,其中托盤為傳送鏈標準機構,掛鉤為定制非標準件,零件為存運對象。掛鉤根據需要運輸的對象適配定制。
2.2.2原前側圍里板總成托盤掛鉤設計方案導入
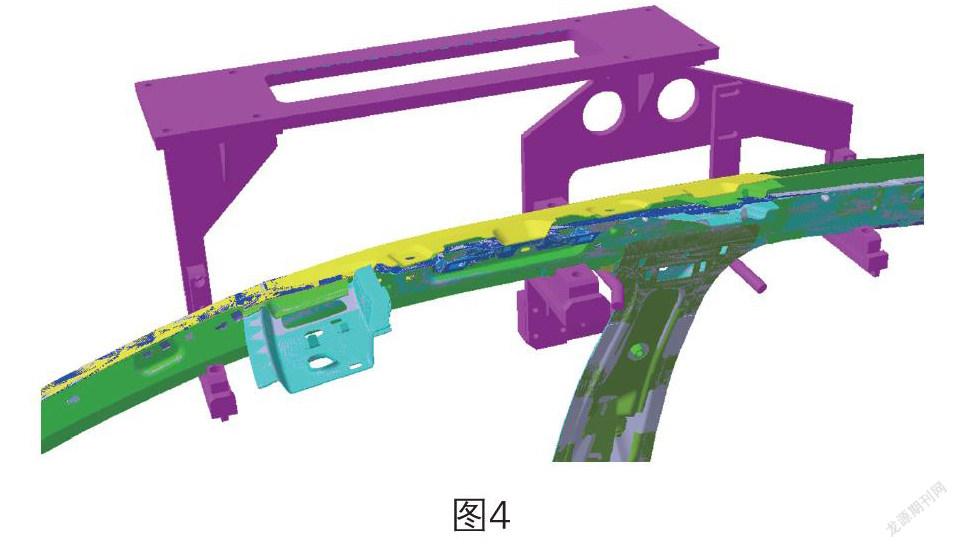
E43項目前分析說明原前側圍里板總成托盤掛鉤設計方案中,因原三款車型零件通用型比較高。如圖4中,通過3D設計軟件進行分析,將三款車型鈑金件重疊后,發現A柱以及B柱處鈑金重合度比較高,可以采取共用吊點的形式進行設計。所以原前側圍里板總成托盤掛鉤設計方案中,單套掛鉤匹配3中車型使用。
而E43車型因為其鈑金結構與其他車型不共用,所以按照原方案基礎上公用吊點實現掛鉤共用存在極大的難度,所以設計思路主要考慮為在優化原掛鉤結構的基礎上,新增E43車型專用掛點,同時,為了保證不影響原自動化存運系統中掛載零件數量,所以采用公用托盤形式。
2.2.3原后側圍里板總成托盤掛鉤設計方案導入E43項目前分析說明
原后側圍里板總成托盤掛鉤設計方案中,原三款車型零件基本不共用,所以原自動化存運系統中三車型掛鉤采用各自專用掛點,共用托盤的形式(圖5)。原后側圍里板總成托盤掛鉤因采用車型專用掛點掛具,導致原掛鉤總體超重,所以采用雙托盤共同承載承載(如圖5),所以E43車型的導入的整體思路與原方案類似,采用專用掛點的形式,因導入新款車型,同時要考慮增加掛點后托盤的掛鉤總重量。
3? ? 專用托盤掛鉤設計
3.1? ?設計原則
3.1.1 設計精度:
自動化存運系統中托盤掛鉤安裝工位器具分類屬于運輸容器類,但是因為該系統融合在自動化生產線體內,并未采用傳統的人工搬運。而是采用的機器人自動化搬運系統實現多車型存儲與運送,在該系統的入口端與出口端采用的機器人端拾器進行掛載與抓取,端拾器主要為定位銷定位。所以托盤掛鉤在搬運過程中不同于其他容器,需要實現在搬運后在出口端的誤差精度在±1mm以內。
3.1.2 定位原則:
根據精度要求,該托盤掛鉤設計的主要的任務就是在一定精度范圍內將工件定位。零件的定位就是使一批工件每次放置到夾具中都能占據同一位置。但又不能采用定位銷定位的原理,同時因托盤本身屬于機械被動行走裝置,不具備氣動與電動定位條件,所以只能采用自定位原理進行定位。根據夾具定位原理[2],設置相應的六個約束,分別約束零件的六個運動自由度。如果零件的六個自由度都加以約束了,零件在空間的位置也就完全被確定下來了。因此,托盤掛鉤定位實質上就是約束零件的自由度。
3.1.3 托盤承重原則:
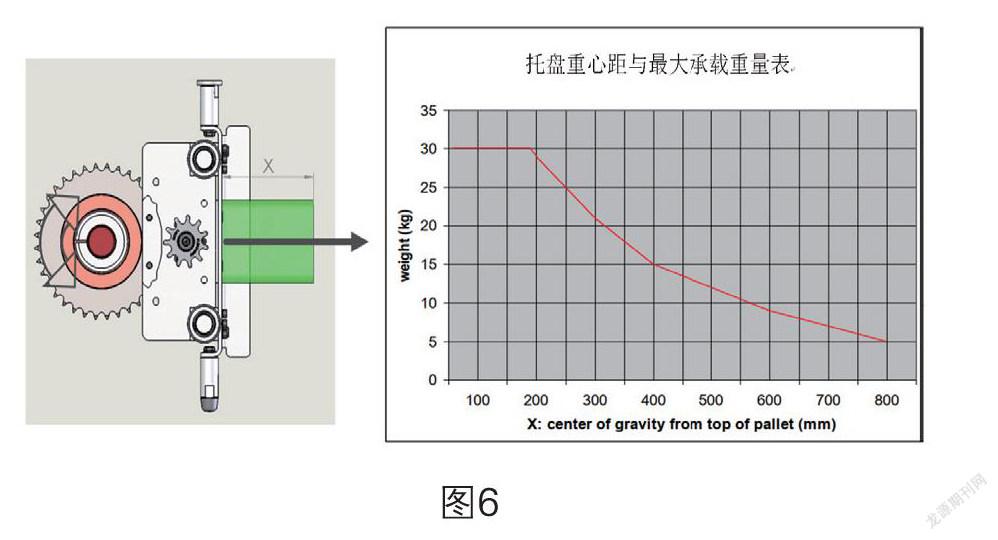
根據托盤廠家的使用設計指導要求,托盤最大可承受負載重量為50KG。包括托盤(圖3)與零件的總量不能超過此重量。同時,因為托盤與掛鉤涉及到翻轉,對于單個托盤上掛鉤總重量不能超過30KG,掛鉤的重心要求應按照圖6的要求進行設計。掛鉤重心在托盤中心線以下,根據圖6托盤重心距與最大承載重量表,掛鉤最大設計總重為30KG,重心距為0-800mm,隨著重心距增加,托盤的總重量按照圖6示關系進行減少。
3.2? ?設計方案
3.2.1前側圍里板總成托盤掛鉤設計方案導入E43項目方案
3.2.1.1 前側圍里板總成托盤掛鉤設計方案說明:
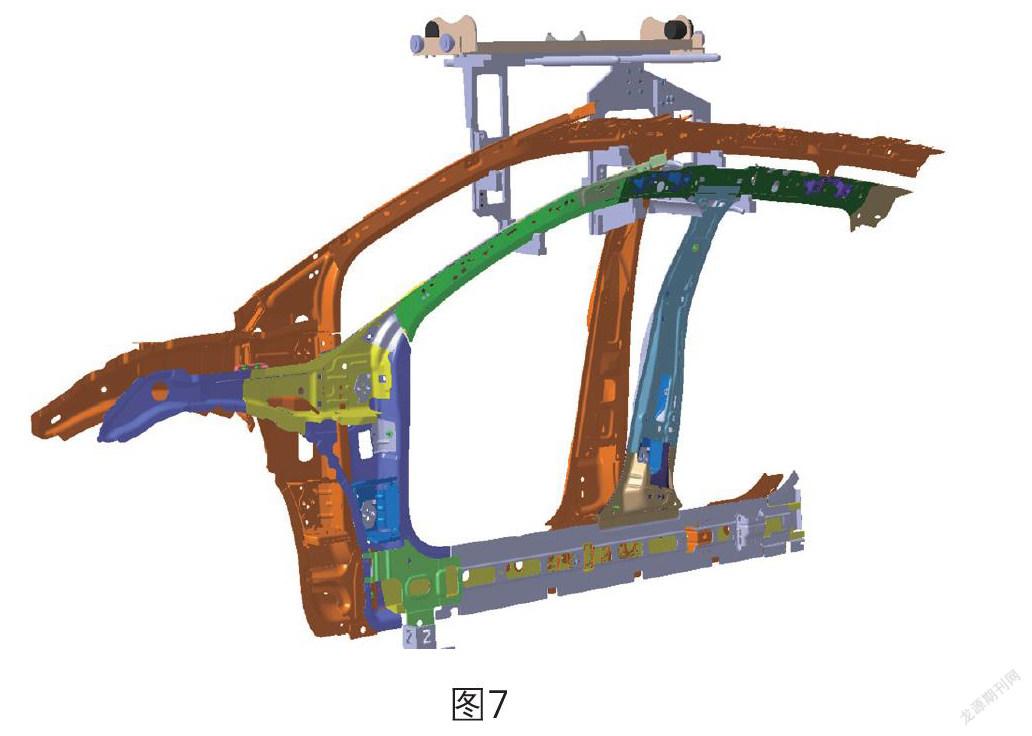
根據2.2.2原前側圍里板總成托盤掛鉤設計方案導入E43項目前分析說明中分析,因E43車型與其他車型存在較大差異,前側圍里板總成托盤掛鉤設計方案采用P84、P87、C84采用一組掛點,而E43采用一組掛點,兩組掛點承載兩個平臺車型。本方案的優點是在保證原車型基礎上,新增E43項目及其平臺車型的拓展性。缺點是掛鉤重量會超過設計要求。
綜合分析設計下來的方案如圖7。
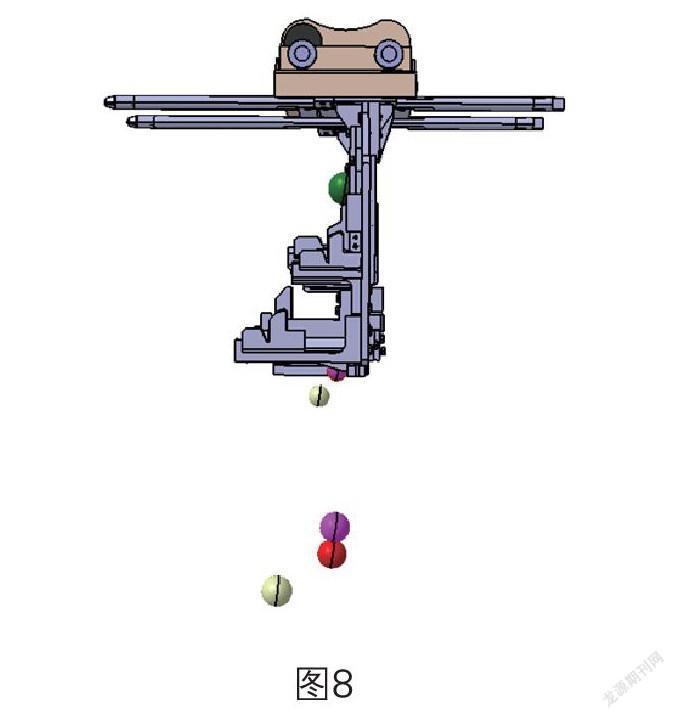
3.2.1.2 在設計前,零件放置分析時,通過前期現場調試經驗分析,托盤掛鉤負載各車型零件時的重心應盡量保證在托盤掛鉤正下方(圖8),若零件重心偏離板件過遠會導致托盤單側負載過重,導致托掛載不穩定。本次方案通過3D分析發現重心基本要求。
3.2.1.3 通過3D設計軟件對其進行重心距離進行測算,本次設計方案托盤的重心距為175mm。根據3.1.3 托盤承重原則的最大設計重量應為30kg以內。
3.2.1.3 通過3D設計軟件對其進行重量測算,若按照改造前采用全鋼制加工定位塊,掛鉤的整體重量將達到57.495kg,單單掛鉤就超過托盤50kg的承載。若采用鋁合金材料進行輕量化減重,托盤的重量則為20.87kg,滿足設計要求。
3.2.1.3 定位分析:
E43車型掛鉤方案定位原則基本沿用原車型方案,如圖所示,通過B柱處定位裝置可以限制1個方向自由度,3個V型卡槽限制3個點自由度(該方向自由度因分布接近直線限制不足,自動化存運系統出口端有夾具夾緊修正定位),零件自身重力下垂掛置在V型槽內限制2個點自由度,滿足3.1.2 定位原則要求。
3.2.2后側圍里板總成托盤掛鉤設計方案導入E43項目方案
3.2.2.1 前側圍里板總成托盤掛鉤設計方案說明:
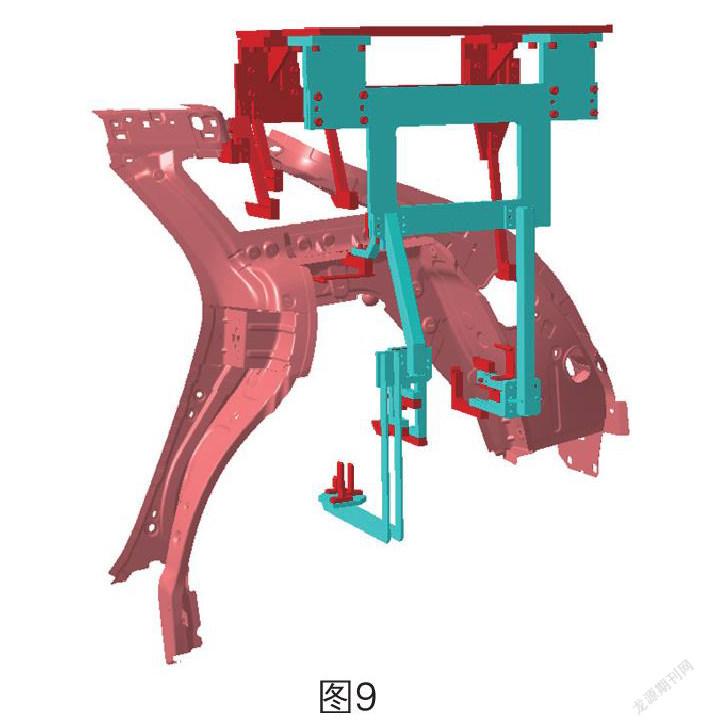
根據2.2.3原后側圍里板總成托盤掛鉤設計方案導入E43項目前分析說明中分析,因E43車型與其他車型存在較大差異,故E43車型也采用專用專用掛點形式進行設計,在原掛鉤基礎上進行改造,圖9展現改造后E43車型的托盤掛鉤方案。
3.2.2.2 在設計前,沿用3.2.1.2零件放置分析時,本次方案通過3D軟件分析發現重心在托盤正下方基本要求。
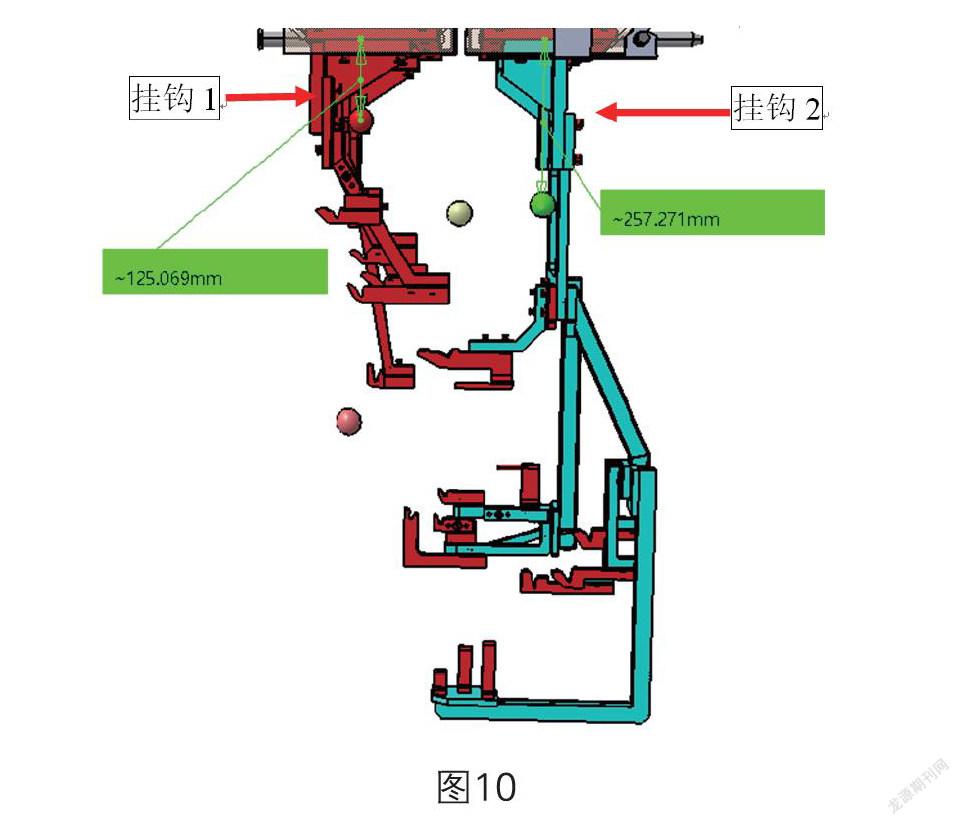
3.2.1.3 通過3D設計軟件對其進行重心距離進行測算(圖10)。后側圍為雙托盤,本次設計方案掛鉤1的重心距為125mm,掛鉤2為257mm。根據3.1.3托盤承重原則的最大設計重量應為30kg以內。
3.2.1.3 通過3D設計軟件對其進行重量測算,按照前側位采用鋁合金材料進行輕量化減重,掛鉤1的重量則為11.91kg,掛鉤2的重量則為16.42kg,滿足設計要求。
3.2.1.3 定位分析:E43車型后側圍總成掛鉤方案定位原則基本沿用原車型方案,通過3組V型卡槽、零件自身重力、仿形加工塊限制6個點自由度,滿足3.1.2定位原則要求。
4? ? 結束語
側圍焊接總成零件屬于汽車白車身中較大的工序總成零件,生產工藝流程中存運過程若采用人工取、裝屬于較大負荷勞動作業,自動化存運系統有效的解決了這個問題。本次系統增加E43車型的研究及其應用為該系統柔性化生產提供了一個研究途徑。通過本次方案的設計分析及討論,將自動化存運系統前期車型設計的一些思路及經驗進行了總結,為后續車型項目導入提供了提供了研究及其應用的方向。本次生產研究及其應用通過現場有效的調試已經完全滿足設計使用要求,為E43項目側圍總成零件在自動化線體中流轉。希望本次研究及應用能為后續車型導入提供一些經驗及總結。
參考文獻:
[1]蔡洪明,李躍武,樂志國, 趙福全. 汽車平臺及通用化研發模式探索. 汽車工程師.
[2]朱耀祥,浦林祥. 現代夾具設計手冊. 機械工業出版社.
猜你喜歡
經營者(2016年12期)2016-10-21 07:39:01
中國科技博覽(2016年19期)2016-10-19 14:47:24
中國科技博覽(2016年19期)2016-10-19 13:40:37
中國科技博覽(2016年18期)2016-10-19 07:01:13
中國市場(2016年36期)2016-10-19 03:40:15
科學與財富(2016年28期)2016-10-14 21:28:54
科學與財富(2016年28期)2016-10-14 19:52:27
科學與財富(2016年28期)2016-10-14 19:49:55
科學與財富(2016年28期)2016-10-14 19:33:38
科學與財富(2016年28期)2016-10-14 03:14:22