高平面度要求側(cè)板模具設(shè)計研究
2022-05-27 02:22:26張軍建劉新艷夏曉敏葛兆亮劉志紅
模具制造 2022年4期
張軍建,劉新艷,夏曉敏,葛兆亮,徐 瑋,劉志紅
(青島海爾智慧廚房電器有限公司,山東青島 266101)
1 引言
圖1所示側(cè)板材料為SGCC,料厚t=0.80mm,外形尺寸383×354mm,外觀要求:①平面度要求為max1.2mm;②大面不可回彈有異響;③零件烤漆后,烤漆面要求無壓傷模痕。鑒于產(chǎn)能,需用大型連續(xù)模生產(chǎn)。

圖1 側(cè)板
2 制件特征分析
根據(jù)制件特征分析,達(dá)成制件外觀要求的關(guān)鍵點(diǎn)在于凸包(見圖2 I處),其兩大特點(diǎn):一是凸包在制件一側(cè),整體結(jié)構(gòu)不對稱,材料流動不平衡,會扭曲變形;二是凸包較高,成形時拉料嚴(yán)重,會產(chǎn)生大面回彈異響及開裂。

圖2 制件特征
該凸包高度12.8mm,理論計算材料延伸率為38.2%,而SGCC材料延伸率為30%左右,成形后會破裂,仿真分析也印證了這點(diǎn),如圖3所示。針對此情況,將凸包底部內(nèi)R角由2.2mm加大至5.0mm,并在凸包過孔處增加圓形工藝孔再次進(jìn)行仿真分析,結(jié)果顯示凸包無破裂。

圖3 制件凸包仿真分析
針對以上不良現(xiàn)象,采取以下預(yù)防措施:①凸包成形加壓筋,如圖4所示,阻止大面材料流向凸包,規(guī)避材料流動不平衡造成的扭曲變形;②選用氮?dú)鈴椈桑龃竽>邏毫狭Γ瑴p緩大面材料流動,杜絕大面回彈異響;③增加工藝孔,如圖5所示,以利于凸包成形材料流動,釋放凸包內(nèi)部拉料應(yīng)力。

圖4 加壓筋

圖5 加工藝孔
3 模具設(shè)計
經(jīng)過上述論證,確定凸包處成形工藝方案分7步完成,分別是:①沖工藝孔;②打凸包;③凸包整形;④翻邊預(yù)沖;⑤翻邊;⑥仿形沖孔;⑦仿形壓毛邊。如圖6所示。

圖6 包成形工藝方案
凸包成形采用傳統(tǒng)結(jié)構(gòu),為防止側(cè)板大面材料流向凸包,將凸包成形周圍壓料力加大至10kgf/cm2,凸包根部壓筋加寬至2.0mm,高度0.3mm,如圖7所示。

圖7 凸包成形結(jié)構(gòu)
經(jīng)試模驗證,制件平面度合格,凸包無破裂,但由于壓筋較深,凸包根部壓印嚴(yán)重,導(dǎo)致凸包處烤漆后外觀不良,實(shí)物如圖8所示。

圖8 凸包效果照片
鑒于此,只能通過降低壓筋,來改善外觀不良。在保證其它條件不變的情況下,將壓筋逐步降至0.15mm,凸包處烤漆后外觀不良改善,但是,有大面回彈異響。此時的壓料力已經(jīng)很大,只能尋找其它方法來減緩材料的流動。凸包四周加放電紋,如圖9所示,通過增加材料與模板的摩擦力來減少大面拉料。這樣在壓筋0.15mm和加放電紋雙重作用下,凸包根部無明顯壓印,烤漆后無外觀不良,放電紋區(qū)域無明顯模痕,但大面輕微回彈異響,調(diào)整后凸包照片如圖10所示。

圖9 增加放電紋示意圖

圖10 調(diào)整后凸包照片
通過圖10可以看出,雖然圓形工藝孔左右兩側(cè)裂開,但其它部位未有明顯形變,說明圓孔沒有充分釋放凸包成形時的內(nèi)部應(yīng)力。設(shè)計一種能充分釋放凸包成形時的內(nèi)部應(yīng)力而又不會因變形過大影響制件形狀的工藝孔,成了解決大面回彈異響及凸包開裂的關(guān)鍵,根據(jù)以往經(jīng)驗,設(shè)計了8種工藝孔方案,進(jìn)行驗證,如圖11所示。上述方案在試驗?zāi)I向炞C,發(fā)現(xiàn)方案七局部裂紋比其它的要小,大面基本無回彈異響,對比照片如圖12所示。由于凸包成形后裂紋不穩(wěn)定,存在隱患,需要進(jìn)一步的消除裂紋不良,優(yōu)化方案七的工藝孔。

圖11 工藝孔方案

圖12 方案七效果照片
針對方案七照片,左側(cè)腰圓形孔使工藝切口面積過大,極易造成凸包沖孔裁切不良,但它阻斷了中間工藝孔裂紋的蔓延趨勢。取消左側(cè)腰圓形孔進(jìn)行試驗,工藝孔兩側(cè)仍有裂紋;當(dāng)將凸包高度降低至12.0mm時,裂紋消失;再將高度由12.0升至12.8mm時,裂紋重新出現(xiàn)。如圖13所示。

圖13 方案七拓展照片
根據(jù)上述實(shí)驗,欲要制件質(zhì)量穩(wěn)定必須讓中間工藝孔充分拉料,但拉料程度及裂紋必須做到可控范圍,因此,將成形方案變更如下:先沖中間工藝孔,然后將凸包打到12.0mm,為防止二次打凸時裂紋出現(xiàn)并向外延伸,在其左右都加上沖孔,最后將凸包打到12.8mm。鑒于腰圓形孔在上述實(shí)驗時產(chǎn)生裂紋,所以,將腰圓形孔改為C形孔,如圖14所示,即可延長阻斷拉料范圍,又不容易在二次抽凸時產(chǎn)生裂紋。
圖14 C形孔替代腰圓形孔
重新論證后的兩次打凸工藝方案如圖15所示。

圖15 兩次打凸工藝方案
通過試模驗證,凸包拉裂問題得到解決,實(shí)際效果如圖16所示。
開裂問題雖已解決,但凸包底部仍有輕微緊縮,要解決緊縮問題,就需要拉料力在工藝孔處得到釋放,還要控制拉料裂紋產(chǎn)生在C形孔與第一次工藝孔中間。通過圖16所示照片可知,由二次打凸造成的開裂位置不確定,為避免拉裂口延伸至制件上,需在兩工藝孔處增加切口,引導(dǎo)開裂,切口位置如圖17a所示。

圖16 兩次打凸方案實(shí)物照片
通過以上改善,使拉料力在工藝孔處得到釋放,把破裂處固定在C形孔與第一次工藝孔中間,把不可控因素變得可以控制,試驗效果照片如圖17b所示。

圖17 新增切口位置及試驗效果照片
通過上述分析及實(shí)驗,確定新方案如下:修改第一步工藝孔形狀,將凸包改為兩次成形,并在兩次打凸之間增加沖工藝孔工步,新的工藝如圖18所示。
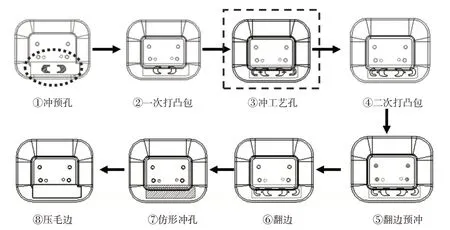
圖18 新工藝方案
執(zhí)行新工藝后,制件平面度良好,無品質(zhì)異常,向客戶交出了合格樣品。制件實(shí)物圖如圖19所示。

圖19 制件照片
4 結(jié)束語
側(cè)板成功的開發(fā),開辟了高凸制件開發(fā)新思路,工藝方案已運(yùn)用到其它類似結(jié)構(gòu)側(cè)板改善中,提高了生產(chǎn)效率及競爭力,改善了質(zhì)量。改善就是從生產(chǎn)需求出發(fā),把一切不可控因素變得可控。
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
成都信息工程大學(xué)學(xué)報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
四川輕化工大學(xué)學(xué)報(自然科學(xué)版)(2017年3期)2017-06-29 12:00:57
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
建筑材料學(xué)報(2014年3期)2014-03-11 17:08:02
