三乙胺法冷芯盒砂芯抗拉強度性能的研究
2022-05-27 01:28:54王潔英張聚輝武弘杰韓志濂綦宗超
中國鑄造裝備與技術(shù) 2022年3期
關(guān)鍵詞:影響
王潔英,張聚輝,武弘杰,韓志濂,綦宗超
(濰柴重機股份有限公司,山東濰坊 261108)
冷芯盒法工藝具有生產(chǎn)效率高、節(jié)能、尺寸精確、鑄件表面光潔等優(yōu)點,彌補了熱芯盒法工裝設(shè)計復(fù)雜和制造成本高以及自硬冷芯法生產(chǎn)效率低等不足[1]。我國自1985 年引進美國Ashland 公司專利以來,冷芯盒法已得到了廣泛的發(fā)展和應(yīng)用[2]。三乙胺法是現(xiàn)代吹氣冷芯盒法中應(yīng)用最早的工藝,因其價格便宜,生產(chǎn)效率高,適應(yīng)芯砂溫度低和厚大砂芯等特點,自20 世界80 年代開始在我廠的機體和缸蓋生產(chǎn)過程中得到了廣泛的應(yīng)用。
1 試驗方法
1.1 試驗材料
1.1.1 原砂
原砂采用擦洗砂或再生砂,也可以采用鉻礦砂或陶瓷砂,主要粒度組成為40/70,角形因數(shù)≤1.30,pH ≤7,減少脈紋缺陷和膨脹應(yīng)力,一般選用四篩砂或再生砂。
1.1.2 樹脂和固化劑
樹脂粘結(jié)劑由蘇州興業(yè)化工提供,分別是組分I 液態(tài)酚醛樹脂(型號:XLI-318M)和組分II 聚異氰酸酯(XLII-618M),均通過噸桶提供,單獨存放。固化劑為三乙胺。
1.2 混砂工藝
兩種組分的樹脂比例為1:1,樹脂總量占砂重的1.6%~1.8%,選用S20400 混砂機進行混砂,先加入原砂,再加入液態(tài)酚醛樹脂,混砂10s,再加入聚異氰酸酯,開始計時混砂90s,冬季和夏季根據(jù)具體情況進行調(diào)整。
1.3 制芯工藝
選用蘇州三信機器制造有限公司RLA1 型射芯機紙杯“8”字試塊,設(shè)定射砂壓力0.3MPa,射砂時間3s,采用干燥空氣吹入氣體固化,高壓壓力0.25MPa,吹掃時間6s,最后吹清潔空氣,吹氣壓力0.25MPa,吹掃時間5s。
1.4 烘干和考慮強度檢測
選用微電腦智能恒溫電熱鼓風(fēng)干燥箱進行烘干,烘干溫度180℃,烘干時間60min,抗拉強度在SWY 液壓萬能強度試驗機上進行測試,分別測試不同存放時間、不同存放方式、不同涂料浸涂的砂芯強度以及砂芯不同時間烘烤強度等。
2 試驗結(jié)果
2.1 存放時間的影響
我廠采用冷芯盒工藝生產(chǎn)的鑄件重量在600 kg 以上,生產(chǎn)方式為手工作業(yè)小批量為主,自動化批量生產(chǎn)困難,致使生產(chǎn)的砂芯無法短時間內(nèi)完全使用,急需對砂芯長時間存放進行探究。采用樹脂加入量1.8%,兩種組分加入比例為1:1 工藝進行混砂,使用射芯機制作“8”字試塊,在現(xiàn)有的車間環(huán)境進行存放,并采用溫濕度計進行環(huán)境監(jiān)測。
通過圖1 發(fā)現(xiàn),砂芯抗拉強度隨著存放時間的增加具有先升高后緩慢降低的特性。首先,砂芯脫模后兩種組分的樹脂仍然進行反應(yīng),隨著放置時間的增加,粘結(jié)劑中交聯(lián)度逐漸增強,砂芯的抗拉強度增大;然后,兩種組分的樹脂在進行交聯(lián)反應(yīng)的過程中,粘結(jié)劑中的溶劑揮發(fā),使得包覆在砂粒表面的聚氨酯微粒間隙增大,在0~10 天時間內(nèi),環(huán)境濕度較小,空氣中的水分侵入到間隙較少,使得砂芯的抗拉強度以交聯(lián)強化作用為主,并且在兩組分完全反應(yīng)后,抗拉強度降低緩慢。
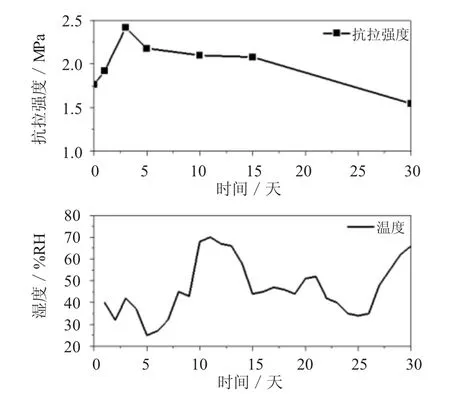
圖1 生產(chǎn)現(xiàn)場存放的砂芯不同存放時間對抗拉強度的影響
隨著存放時間的延長,10~15 天過程中環(huán)境濕度較大,侵入微粒間隙的水分逐漸增多,空氣中的水分與聚異氰酸酯中的氰酸根(-NCO)發(fā)生水解反應(yīng)。同時,由于水分子極性強,容易使樹脂與砂粒脫離,形成附著斷裂[3],削弱了粘結(jié)強度,水分弱化作用成為主導(dǎo),使得強度迅速下降,導(dǎo)致長時間存放的砂芯抗拉強度低于初強度。15~30 天過程中,無論環(huán)境濕度變化,水分弱化反應(yīng)成為主導(dǎo),并且水分導(dǎo)致的內(nèi)聚斷裂和附著斷裂是不可逆的。
2.2 存放環(huán)境的影響
為進一步證明空氣中的水分對于冷芯盒砂芯抗拉強度的重要影響,選用樹脂加入量1.8%,兩種組分加入比例為1:1 工藝進行混砂,使用射芯機制作“8”字試塊,分別進行生產(chǎn)現(xiàn)場存放和干燥密封存放。
如圖2 所示,可以發(fā)現(xiàn)不同的存放環(huán)境對于砂芯的終強度具有較大的影響,干燥環(huán)境中減少了水分的影響,完全以兩組分的樹脂交聯(lián)反應(yīng)為主導(dǎo),使得砂芯的終強度顯著增大;空氣存放的砂芯是交聯(lián)反應(yīng)和水解反應(yīng)同時進行,樹脂間的反應(yīng)為主導(dǎo),也會使得終強度增大。通過圖2 發(fā)現(xiàn),干燥存放相比現(xiàn)場存放砂芯抗拉強度增大19.3%。
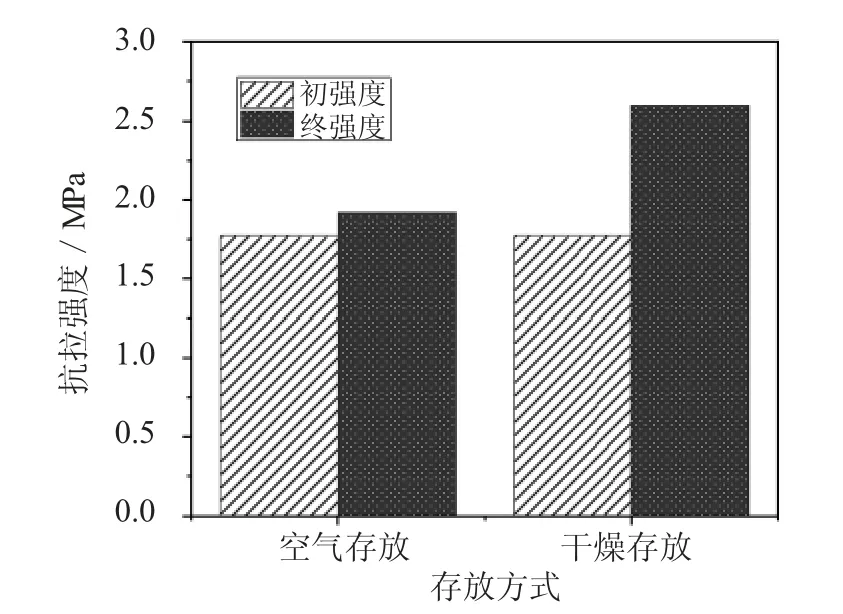
圖2 存放方式對砂芯終強度的影響
如圖3 所示,干燥密封環(huán)境進行存放30 天后,砂芯的抗拉強度呈現(xiàn)了先增加后緩慢降低的過程,砂芯存放30 天后抗拉強度仍然高于初強度,相比于終強度降低15.7%;同時,干燥環(huán)境進行存放砂芯的終強度甚至存儲30 天的抗拉強度仍然高于生產(chǎn)現(xiàn)場存放砂芯的終強度。砂芯在現(xiàn)場存放30 天后抗拉強度降低35.9%,遠遠大于干燥環(huán)境中存放砂芯強度衰減。
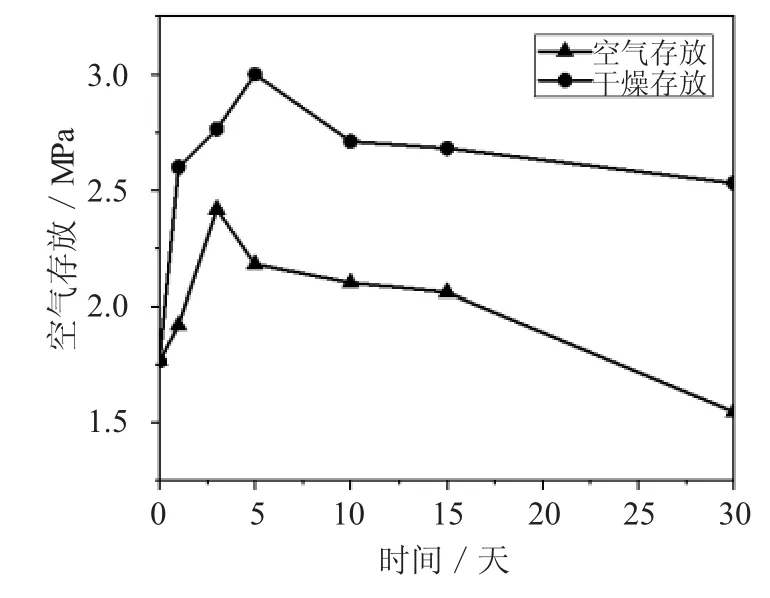
圖3 存放方式對抗拉強度的影響
2.3 涂料類型以及浸涂時間的影響
考慮到生產(chǎn)工藝的要求,不同種類的產(chǎn)品采用不同種類的涂料浸涂。為保證產(chǎn)品質(zhì)量,進一步優(yōu)化工藝,需要對水基涂料和醇基涂料對于砂芯抗拉強度性能的影響分別進行探究。
選用樹脂加入量1.6%,兩種組分加入比例為1:1 工藝進行混砂,使用射芯機制作“8”字試塊,試塊分別為原始試塊、浸涂醇基涂料試塊和浸涂水基涂料試塊,浸涂后即刻放入電熱鼓風(fēng)干燥箱烘干。
通過圖4 表明,樹脂加入量低的砂芯受環(huán)境水分影響更加顯著,砂芯終強度低于初強度,砂芯的抗拉強度隨著樹脂加入量的增加,下降幅度趨勢減緩[4]。砂芯分別浸涂醇基涂料和水基涂料后,砂芯的抗拉強度相比原始砂芯具有不同程度的降低,浸涂醇基涂料砂芯初強度和終強度分別降低10.3%和21.4%,浸涂水基涂料砂芯初強度和終強度分別下降27.6%和38.9%。水基涂料對冷芯盒砂芯影響顯著的主要原因為水分子與聚異氰酸酯的水解反應(yīng)使得初強度明顯降低,同時水分子極性強,容易使樹脂與砂粒脫離,形成附著斷裂,削弱了粘結(jié)強度,導(dǎo)致砂芯強度持續(xù)降低。
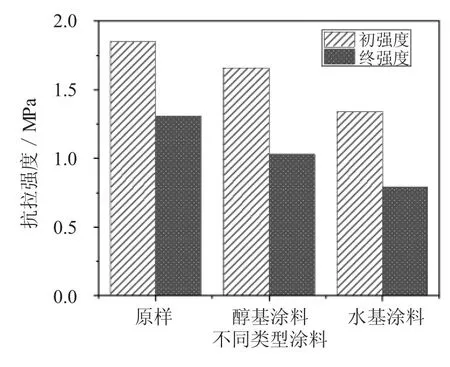
圖4 涂料類型對抗拉強度的影響
根據(jù)實際生產(chǎn)需求,砂芯的存放時間較長,進一步對于存放時間30 天砂芯浸涂抗拉強度進行探究。通過圖5 可以很清晰的發(fā)現(xiàn),原始砂芯、原始砂芯烘干處理、浸涂醇基涂料以及浸涂水基涂料砂芯在存放30 天過程中,抗拉強度先下降后趨于穩(wěn)定;砂芯在存放一定時間后進行浸涂,抗拉強度都會不同程度的降低,水基涂料對于砂芯抗拉強度的影響最為顯著。原始砂芯和烘干處理后砂芯的抗拉強度幾乎一致,證明了環(huán)境中的水分對樹脂粘結(jié)劑的水解反應(yīng)破壞后是不可逆的。存放15~30 天過程中,砂芯抗拉強度的波動較小,相對于終強度,浸涂醇基涂料砂芯降低35.6%,浸涂水基涂料砂芯降低60.6%。
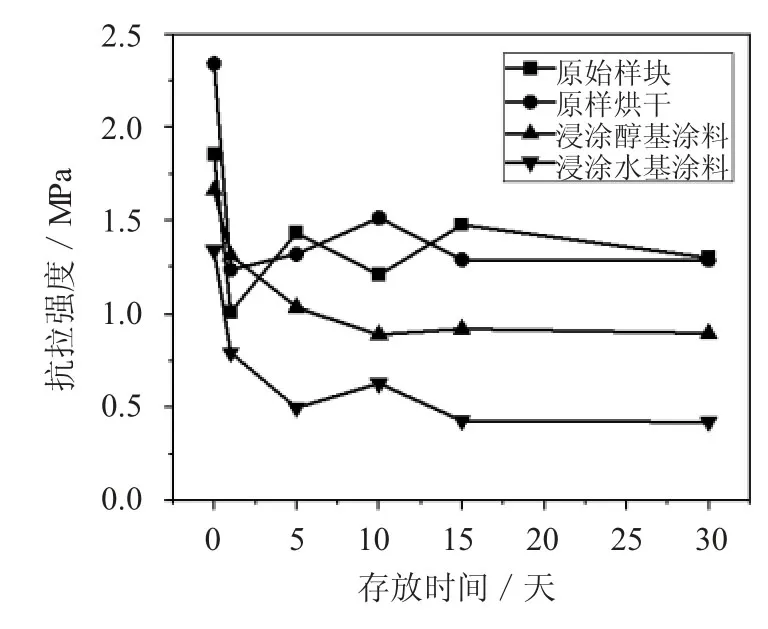
圖5 涂料類型對抗拉強度的影響
3 結(jié)論
(1)砂芯在生產(chǎn)現(xiàn)場(濕度45%RH~65%RH)存放受到空氣水分的影響顯著,砂芯的抗拉強度出現(xiàn)先增大后減小的現(xiàn)象,由于水分子和氰酸根的水解反應(yīng)產(chǎn)生內(nèi)聚斷裂和水分子極性導(dǎo)致的附著斷裂,使得長時間存放(30 天)砂芯的抗拉強度降低35.9%。
(2)不同類型的涂料對于砂芯抗拉強度的影響不同,水基涂料對于砂芯初強度和終強度的影響更加顯著,導(dǎo)致砂芯抗拉強度降低38.9%;不同存放時間的砂芯浸涂后,水基涂料對于強度的影響仍然最為顯著,存放30 天后,浸涂水基涂料砂芯強度相比于終強度降低60.6%。
(3)降低砂芯存放環(huán)境的空氣濕度能夠有效地減緩砂芯抗拉強度衰減過程,在濕度45%RH~65%RH 環(huán)境下,砂芯最合適的使用時間應(yīng)盡可能小于15 天。
猜你喜歡
中學(xué)生數(shù)理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當(dāng)代陜西(2021年2期)2021-03-29 07:41:24
家庭影院技術(shù)(2020年10期)2020-12-14 07:54:18
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(shù)(2016年3期)2016-03-26 07:13:38
知識經(jīng)濟·中國直銷(2016年3期)2016-02-27 16:15:49
現(xiàn)代檢驗醫(yī)學(xué)雜志(2014年6期)2014-02-02 03:02:04
閱讀與作文(小學(xué)低年級版)(2011年3期)2011-01-01 00:00:00
