海洋平臺管道自動焊接工藝研究
2022-06-01 10:41:28王永峰陳彥賓譚志成
電焊機(jī) 2022年5期
王永峰,陳彥賓,譚志成,曾 亮
1.中海油能源發(fā)展裝備技術(shù)有限公司,天津 300459
2.哈爾濱工大焊接科技有限公司,黑龍江 哈爾濱 150040
0 前言
目前中海油海洋平臺運維工程管線的預(yù)制管道對接環(huán)焊縫焊接工藝均為手工焊接,采用無鈍邊的V型60°坡口,手工TIG+人工填絲打底焊,焊接時預(yù)留有一定的間隙,以保證焊縫焊透及背面成形;填充及蓋面焊接采用焊條電弧焊。該工藝存在勞動強(qiáng)度大、焊縫質(zhì)量不穩(wěn)定、生產(chǎn)效率低等缺點[1-2],無法滿足現(xiàn)今管道焊接生產(chǎn)要求。為提高生產(chǎn)效率并保證焊縫質(zhì)量,中海油擬建立一條自動焊接生產(chǎn)線,采用焊接機(jī)器人實現(xiàn)管道對接焊縫打底自動焊,以及自動MAG氣保焊工藝進(jìn)行焊縫的填充及蓋面[3]。
本文分別采用K-TIG/高頻TIG/填絲TIG焊進(jìn)行不同焊接工藝下的打底焊試驗,以及脈沖過渡MAG填充+蓋面焊試驗,以探索在自動焊接條件下的焊接工藝參數(shù),為自動焊接奠定工藝基礎(chǔ)。
1 試驗設(shè)備
試驗采用工件自動旋轉(zhuǎn),焊槍固定的方式進(jìn)行。使用KUKA焊接機(jī)器人實現(xiàn)焊槍的夾持、移動和定位;臥式焊接機(jī)床提供工件的夾持和旋轉(zhuǎn)驅(qū)動;TIG焊接設(shè)備為MILLER MAXSTAR400(具備5 000 Hz脈沖頻率的焊接電流輸出功能);MAG焊接設(shè)備為FRONIUS TPS5000氣保焊接電源及送絲機(jī);焊槍全部采用水冷,并配套了相應(yīng)的冷卻水箱。K-TIG(Keyhole Tungsten Inert Gas,K-TIG)焊接電源為國產(chǎn)HTIG-1000及專用1000A焊槍。
2 試驗材料及坡口制備
試驗?zāi)覆臑闊o縫鋼管NPS4 XXS 20號鋼,尺寸Φ108 mm×18 mm;焊接形式為環(huán)縫對接;焊接材料采用實心焊絲H08Mn2SiA,Φ1.2 mm;保護(hù)氣體為:TIG打底/K-TIG——φ(Ar)99.99%,氣體流量為10~15 L/min;MAG填充+蓋面——混合氣體φ(Ar)80%+φ(CO2)20%,氣體流量15 L/min。焊件尺寸100 mm+100 mm/組。焊件組對采用人工TIG點固,不少于4條點固焊縫,每段長度不小于10 mm。焊接坡口為60°V型坡口。坡口間隙決定了填充量和焊接時間,從而影響焊接生產(chǎn)效率,文中采用0 mm、1.2 mm兩種坡口間隙進(jìn)行研究。焊接坡口制備如圖1所示。由于管件來料狀態(tài)存在圓度誤差及其嚴(yán)重銹蝕,因此為保證焊接工藝的嚴(yán)謹(jǐn)性,對管件內(nèi)外側(cè)都進(jìn)行加工。
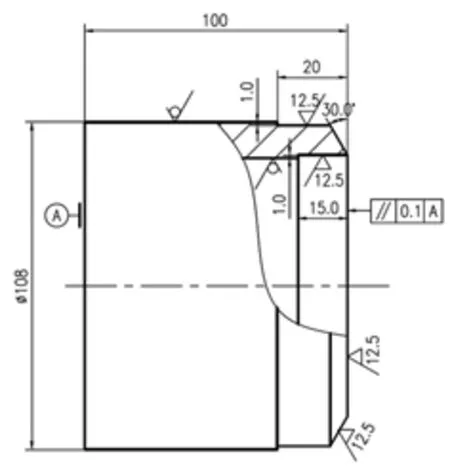
圖1 無鈍邊坡口加工Fig.1 Machining of bevels without blunt edges
為驗證K-TIG深熔焊的熔深及背面成形,制作了一批預(yù)留5 mm和3 mm鈍邊的試焊件;為驗證TIG高頻焊的熔深及背面成形,制作了一批預(yù)留1 mm鈍邊的試焊件;為驗證TIG打底焊的適應(yīng)性,制作了一批管內(nèi)外側(cè)不加工、僅加工成單側(cè)30°坡口無鈍邊的試焊件。
3 工藝試驗
3.1 K-TIG打底焊接工藝研究
K-TIG高效熔深氬弧焊工藝是在傳統(tǒng)TIG焊基礎(chǔ)上將300 A以上電流配以冷卻加強(qiáng)的焊槍形成小孔效應(yīng),以此達(dá)到增加熔深的目的。針對碳素合金鋼對接焊縫可一次性焊透12 mm,無需開坡口,1 mm以內(nèi)焊縫錯邊不敏感,因此在中厚板的焊接中具有顯著的焊接生產(chǎn)效率[4-6]。
試驗中將K-TIG焊用于厚壁管道對接焊縫的根部打底焊接,不填絲,60°V型坡口,鈍邊分別為5 mm和3 mm,分別采用無間隙和1.2 mm對接間隙進(jìn)行試驗對比。鈍邊5 mm的K-TIG焊接工藝規(guī)范參數(shù)如表1所示,焊縫成形如圖2所示。

圖2 K-TIG深熔焊焊縫成形(鈍邊5 mm)Fig.2 Weld formation of K-TIG deep penetration welding(blunt edge 5 mm)
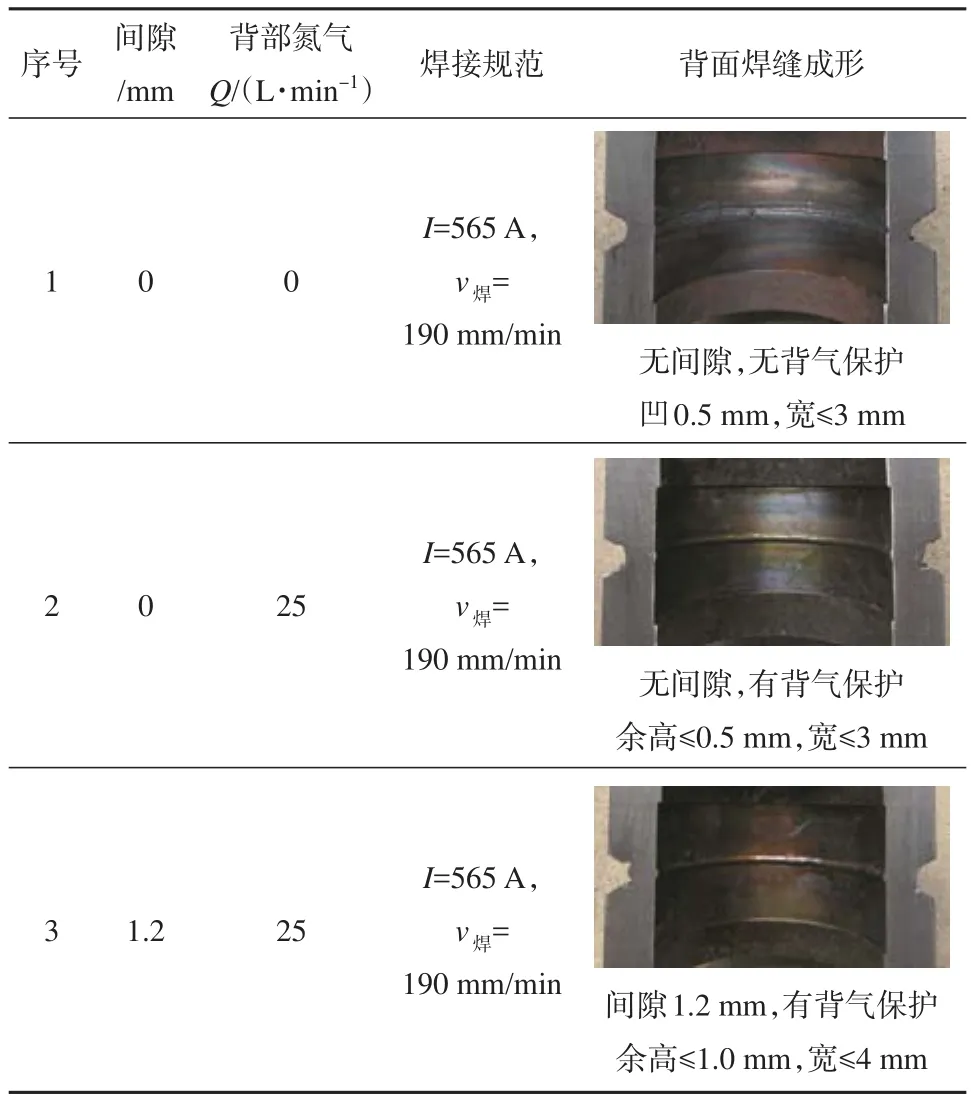
表1 鈍邊5 mm的K-TIG焊接工藝試驗參數(shù)Table 1 K-TIG welding process test parameters with 5 mm blunt edge
由圖2可知,在60°V型坡口、5 mm鈍邊(相當(dāng)于平板對接厚度12 mm)條件下,可實現(xiàn)K-TIG的單面焊雙面成形,且背氣保護(hù)是背面焊縫成形的關(guān)鍵,無背氣保護(hù)時背面焊縫氧化燒損嚴(yán)重,導(dǎo)致出現(xiàn)內(nèi)凹等缺陷。此外,K-TIG焊工藝能夠適應(yīng)2 mm以下間隙焊縫的無填絲焊接。
鈍邊3 mm的背面焊縫成形與鈍邊5 mm類似,其中焊接電流450A,焊接速度200 mm/min。
因此,中厚壁管道對接環(huán)縫可以采取K-TIG深熔焊接工藝。由于其大熔深的特點,在相同壁厚的情況下,留3~5 mm鈍邊的V型坡口進(jìn)行施焊,能顯著減少坡口填充面積,大大提高焊接生產(chǎn)效率。但是焊接工件的長度和形狀復(fù)雜,要實現(xiàn)管道內(nèi)焊縫處的背氣保護(hù)十分困難,如果采用管內(nèi)直接通氣保護(hù)方式,消耗保護(hù)氣的量很大,且管子兩端的封頭裝卸及通氣時間長也十分影響生產(chǎn)效率,因此該焊接工藝并不適應(yīng)此自動化產(chǎn)線的要求。
3.2 高頻TIG打底焊接工藝
與直流TIG焊和低頻TIG焊接電弧相比,高頻電弧的弧柱收縮明顯,指向性好,且熔深能滿足焊接要求[7]。采用高頻1 000~3 000 Hz的TIG焊接,焊接電流120~150 A,焊接速度90 mm/min,焊縫表面成形如圖3所示。但無背氣保護(hù)下的背面焊縫燒蝕嚴(yán)重(見圖4a),與K-TIG焊無背氣時相同;有背氣保護(hù)時,背面焊縫余高很小,基本與管內(nèi)壁齊平(見圖4b)。

圖3 高頻TIG打底焊道表面成形Fig.3 Surface forming of high frequency TIG backing weld bead
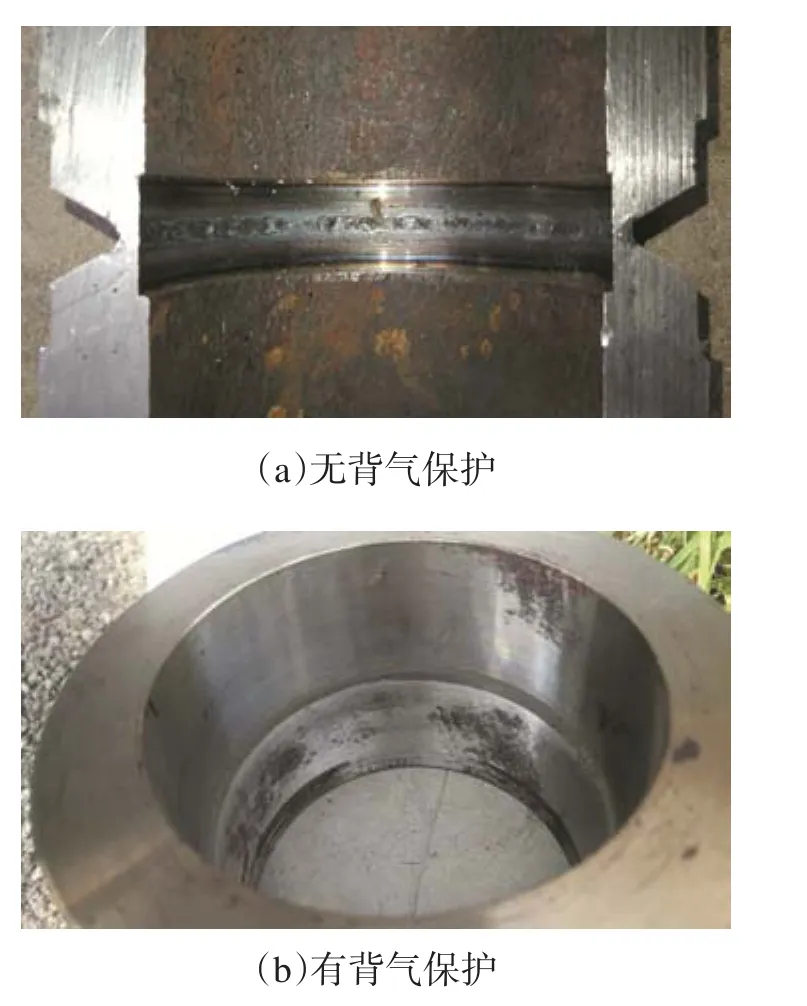
圖4 高頻TIG打底焊背面焊縫Fig.4 Back weld of high frequency TIG backing welding
從試驗結(jié)果可知,與直流TIG焊和低頻TIG焊接電弧相比,高頻TIG電弧的弧柱收縮明顯,指向性好,頻率越高,焊縫穿透性越好,且能形成“小孔”焊接效果,焊縫熔深大且焊縫背面成形美觀,可以滿足焊接生產(chǎn)工藝要求[8]。高頻TIG焊雖然可以解決鈍邊1 mm、間隙0 mm的熔透問題,但其電弧產(chǎn)生的高音噪聲無法有效消除,會造成環(huán)境噪聲污染,且焊縫背氣保護(hù)在實際焊機(jī)生產(chǎn)中間實現(xiàn)較為困難復(fù)雜,不適應(yīng)自動化的高效率要求。
3.3 無對接間隙及鈍邊的直流TIG打底焊
試驗采用直流TIG+自動填絲的焊接方式,對60°V型坡口、無組對間隙及鈍邊、組對錯邊小于0.5 mm的對接焊縫進(jìn)行了20組焊接工藝研究。直流TIG打底焊接工藝參數(shù)如表2所示,焊接過程中無背氣保護(hù)。焊縫成形如圖5所示。
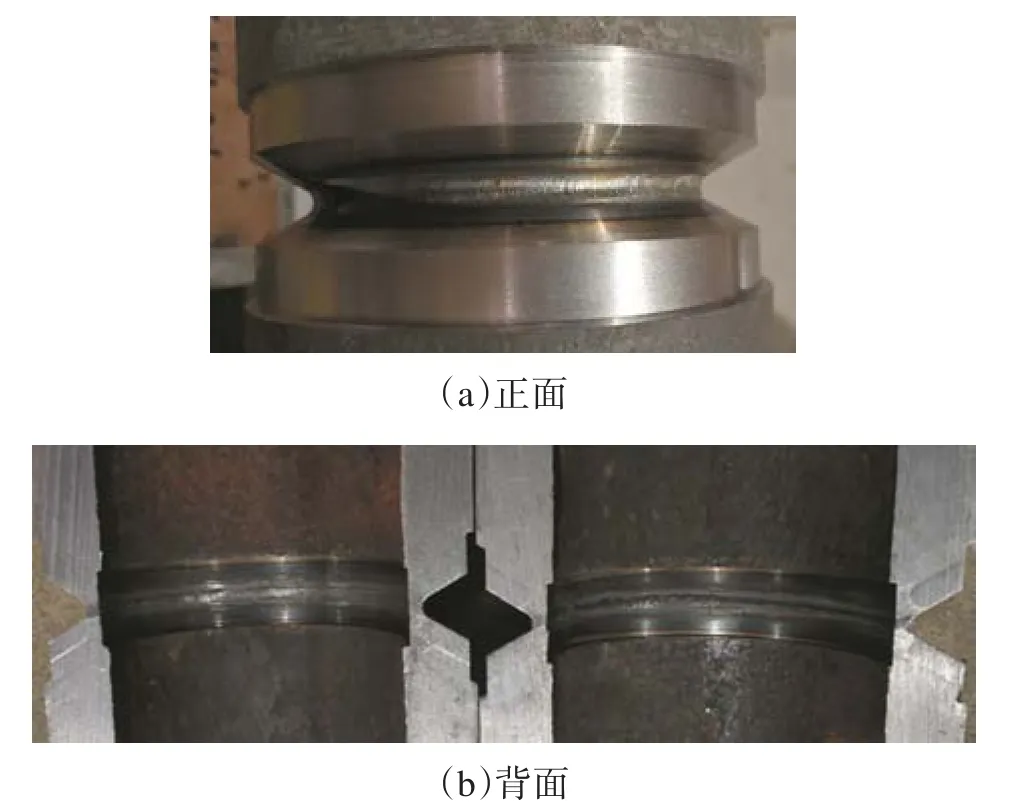
圖5 直流TIG打底焊焊縫成形Fig.5 Weld formation of DC TIG backing welding

表2 直流TIG打底焊接工藝參數(shù)Table 2 DC TIG backing welding process parameters
試驗中發(fā)現(xiàn),當(dāng)焊接電流為155~165 A時焊縫正反面均成形良好,余高小于0.5 mm,寬度3 mm,焊縫厚度4.5 mm,但加工或組對誤差導(dǎo)致對接處錯邊大于0.3 mm時,錯邊處易出現(xiàn)未焊透。當(dāng)電流達(dá)到180 A時,即使存在錯邊(≤0.5 mm),焊縫也能實現(xiàn)全焊透,背面焊縫寬為4 mm,余高0.5 mm。
為適應(yīng)現(xiàn)場實際工件的焊前狀態(tài),即管件存在圓度誤差和組對誤差,加工制作了多組模擬焊件,焊件只加工了60°V型坡口,坡口邊緣部分有鈍邊存在(圓度誤差產(chǎn)生),最大鈍邊達(dá)到1.5 mm,焊道兩側(cè)采用人工除銹處理,并進(jìn)行了人工組對。焊件組對采用無間隙和預(yù)留間隙1.2 mm兩種方式,各2組,組對后存在錯邊,最大錯邊達(dá)到1~1.5 mm。焊接規(guī)范如表3所示,焊縫形貌如圖6所示。

表3 模擬實際焊件的直流TIG打底焊接規(guī)范Table 3 Specification for DC TIG backing welding simulating actual weldments
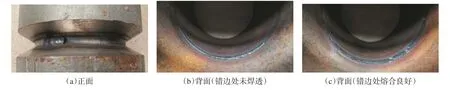
圖6 焊縫形貌Fig.6 Weld appearance
試焊證明,無間隙焊接的焊件焊縫有鈍邊處出現(xiàn)未焊透,在錯邊大的位置出現(xiàn)熔合不良,成形差。預(yù)留1.2 mm間隙的焊件焊縫熔合良好,全焊透,且背面錯邊處也可形成良好的焊縫成形。
終上所述,石油厚壁管件采用直流TIG+填絲的焊接工藝,可根據(jù)實際焊件坡口及組對狀態(tài)選擇相應(yīng)的焊接工藝,完全可以滿足實際焊接生產(chǎn)要求。
3.4 MAG填充及蓋面焊接工藝研究
MAG填充及蓋面焊接試件全部采用前述的無間隙填絲TIG焊工藝,且根部焊縫背面成形良好、無咬邊及未焊透等缺陷的焊件[9]。填充坡口如圖7所示。
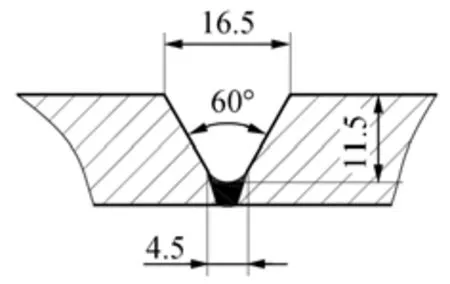
圖7 待焊焊縫坡口示意Fig.7 Groove diagram of weld to be welded
3.4.1 試驗1——短路過渡MAG焊
試驗1采用φ(Ar)80%+φ(CO2)20%混合氣體保護(hù)下的短路過渡MAG焊進(jìn)行填充和蓋面焊接,焊槍擺動工件旋轉(zhuǎn)、層間不熄弧,典型焊接參數(shù)如表4所示,焊縫成形如圖8所示。
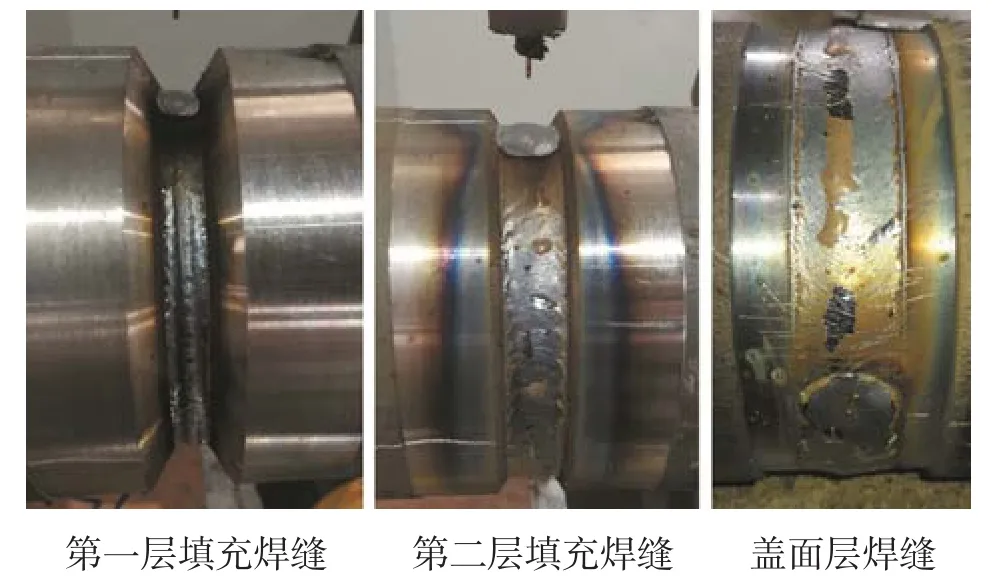
圖8 短路過渡MAG焊縫成形Fig.8 Weld formation of short circuit transition MAG

表4 典型短路過渡MAG焊接規(guī)范Table 4 Specification for typical short circuit transition MAG welding
焊后將工件沿焊縫垂直方向剖開,焊縫填充層出現(xiàn)明顯的層間夾渣和未熔合。另外采用X射線探傷進(jìn)行焊縫探傷,也出現(xiàn)了相應(yīng)的夾渣和未熔合缺陷。
綜上所述,短路過渡MAG焊接工藝并不適應(yīng)本項目的焊接生產(chǎn)要求。
3.4.2 試驗2——脈沖過渡MAG焊
試驗2采用φ(Ar)80%+φ(CO2)20%混合氣體保護(hù)下的脈沖過渡MAG焊接工藝,焊槍擺動工件旋轉(zhuǎn)、層間不熄弧,典型焊接參數(shù)如表5所示,焊縫成形如圖9所示。焊后將工件沿焊縫垂直方向剖開,均未出現(xiàn)層間夾渣和未熔合等缺陷。經(jīng)X射線探傷和力學(xué)性能評定,也未出現(xiàn)焊接缺陷,力學(xué)指標(biāo)均符合要求,為一級焊縫。

表5 典型脈沖過渡MAG焊接規(guī)范Table 5 Specification for typical pulsed transition MAG welding
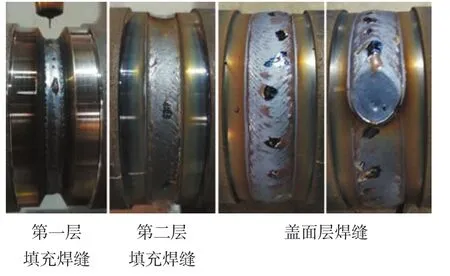
圖9 脈沖過渡MAG焊縫成形Fig.9 Weld formation of pulsed transition MAG
綜上所述,在相同焊接電流及焊接速度下,脈沖MAG焊接工藝更適應(yīng)實際焊接生產(chǎn)要求,焊縫缺陷少,具有電弧穩(wěn)定、飛濺小、焊接質(zhì)量高等優(yōu)點。
4 焊接工藝評定
我司委托上海伏能士公司采用FRONIUS TPS600i焊接系統(tǒng)進(jìn)行了管件根部CMT打底焊縫及脈沖MAG填充蓋面焊接試驗,具體焊接規(guī)范如圖10所示,焊縫形貌如圖11所示。

圖10 CMT打底及脈沖MAG焊接工藝Fig.10 CMT backing and pulse MAG welding process

圖11 CMT打底及脈沖MAG焊的根部焊縫及蓋面焊縫Fig.11 Root weld and cover weld of CMT backing and pulse MAG
上述試驗由于送交的焊件數(shù)量有限,焊接試驗進(jìn)行得不夠充分,但從目前的焊件情況看,根部焊縫成形良好,但蓋面焊縫填充不飽滿,需要進(jìn)一步完善相應(yīng)的焊接參數(shù)。
5 焊接工藝評定
焊后將試件按美標(biāo)ASME BPVC相應(yīng)文件進(jìn)行X射線無損探傷和機(jī)械力學(xué)性能評定,評定結(jié)果表明所焊焊縫均符合相關(guān)要求,達(dá)到焊接生產(chǎn)質(zhì)量要求。相關(guān)評定數(shù)據(jù)如表6~表8所示。
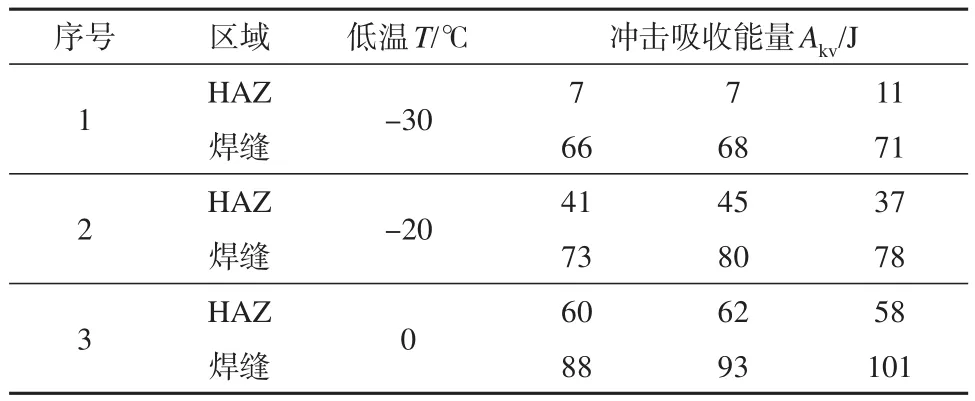
表6 中海油20#鋼焊件低溫沖擊試驗數(shù)據(jù)Table 6 Low temperature impact test data of CNOOC 20#Steel Weldment
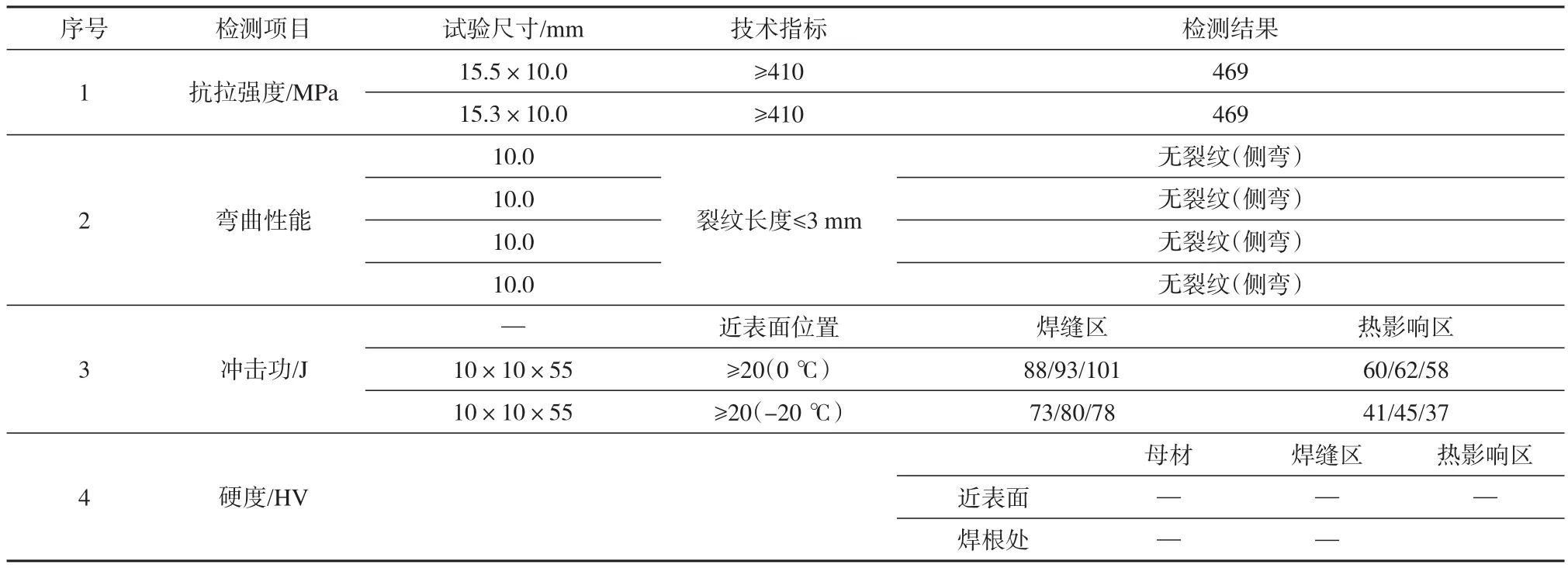
表7 焊接接頭力學(xué)性能數(shù)據(jù)Table 7 Mechanical property data of welded joints
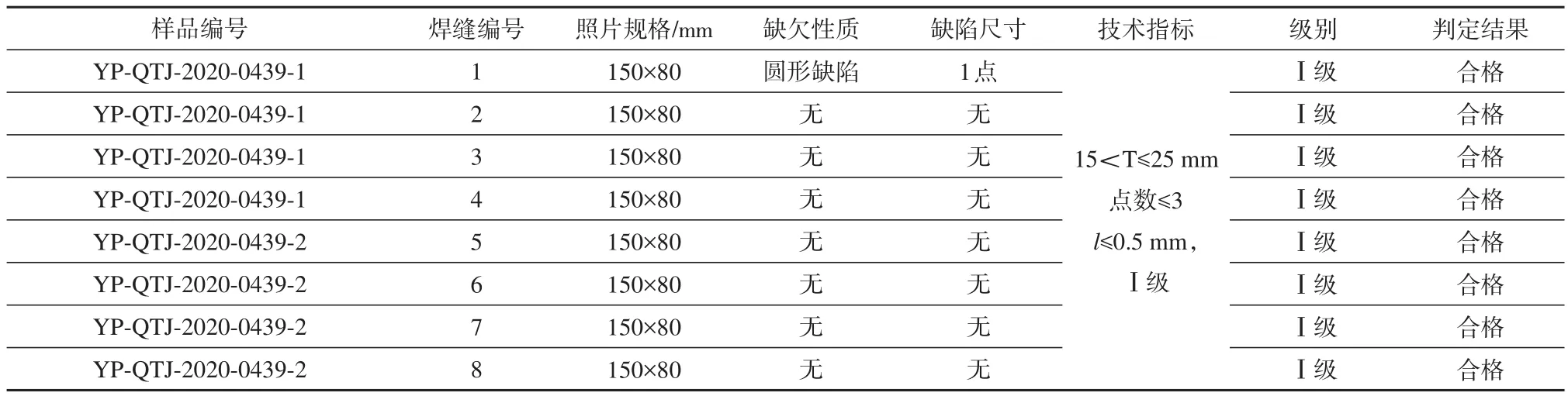
表8 焊接接頭X射線探傷檢測Table 8 X-ray inspection of welded joints
6 結(jié)論
(1)K-TIG深熔焊接工藝具有大熔深的特點,可有效減少焊接坡口的焊接填充量,縮短焊接生產(chǎn)時間,提高焊接效率。且該工藝對焊接組對間隙和錯邊具有較寬的容忍度,較為適應(yīng)實際焊接工況下的焊件焊接。
(2)CMT打底及脈沖MAG焊接工藝基本滿足管件的焊接要求,且可實現(xiàn)單套設(shè)備一次完成全部焊縫焊接的能力,設(shè)備投入成本少。
(3)對接焊縫的根部焊縫采用直流TIG+自動填絲的打底焊接工藝,在管件圓度和組對誤差得到控制的條件下,可以滿足實際焊接工況下的焊接生產(chǎn)要求。
(4)脈沖MAG焊的填充及蓋面焊接工藝焊縫質(zhì)量高,可以滿足實際焊接工況下的焊接生產(chǎn)要求。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
