激光沉積與熱軋復合制造TC4鈦合金組織性能的研究
2022-06-01 10:41:22劉祥宇王辰陽井志成徐國建
電焊機 2022年5期
劉祥宇,王辰陽,井志成,高 飛,徐國建,邢 飛
1.遼寧增材制造產業技術研究院有限公司,遼寧 沈陽 110200
2.沈陽中科煜宸科技有限公司,遼寧 沈陽 110200
3.沈陽工業大學 材料科學與工程學院,遼寧 沈陽 110870
4.南京中科煜宸激光技術有限公司,江蘇 南京 210038
0 前言
TC4鈦合金具有比強度高、屈服比高、耐熱性好等特點,在航空航天、汽車船舶等領域有著廣泛的應用前景[1-2]。激光沉積制造(LDM,laser deposition manufacturing)是通過CAD數據采用逐漸累加材料的方法來獲得實體零件的技術,與傳統的材料去除加工技術相比,是一種“自下而上”的制造方法,具有材料利用率高、復雜結構成形效率高等特點,是實現高性能復雜結構件高效低成本制造的有效途徑[3]。隨著激光沉積制造技術在航空航天領域的廣泛應用,鈦合金作為該領域的重要金屬原材料,針對其激光沉積制造技術的研究已成為國內外學者的研究熱點。欽蘭云等人[4]研究發現,LDM成型TA15沉積態的宏觀組織為貫穿多層外延生長的粗大β柱狀晶,β晶內為典型的網籃組織近α鈦合金組織,經850℃/1.5 h/AC(air cooling)去應力退火后的顯微組織為細長針狀形貌,循環熱處理使試樣強度降低,塑性升高。楊光等人[5]發現LDM成型TA15時,隨著退火溫度的升高,顯微組織中α相長寬比呈上升趨勢,平行于沉積方向的抗拉強度明顯低于垂直于沉積方向的抗拉強度;Vrancken等人[6]研究發現,增材制造TC4鈦合金的機械性能與熱處理最大溫度密切相關,當熱處理溫度在β轉變溫度以上時,柱狀晶有向等軸晶轉變的趨勢,熱處理能明顯優化試樣的機械性能,且可獲得強度與塑性的適當匹配。
然而,若采用LDM制造大型鈦合金零件中的簡單結構,反而會降低整體零件的制造效率。若能在結構簡單的部分采用高性能的鍛造板,結構復雜的部分采用LDM制造,從而實現最終成型零件的復合制造,則可以在提高材料利用率與力學性能的同時,有效提升制造效率。因此,本文對采用熱軋技術與LDM復合制造的TC4鈦合金零部件展開研究,主要針對熱軋板材與沉積制造結合區域的強度以及在兩者之間組織演變的過程進行系統分析。由于激光沉積制造TC4鈦合金組織與傳統鍛造鈦合金完全不同,其顯微組織為一種特殊的柱狀組織,力學性能呈現出明顯的各向異性,文中在以結合區域為中心的前提下,對復合制造TC4零部件的力學性能分別進行平行于增材方向以及垂直于增材方向的室溫拉伸試驗。
1 試驗材料與方法
復合制造試驗以熱軋供貨狀態的TC4鈦合金板材作為基板,在激光沉積制造試驗前先對TC4基板進行打磨,去除表面氧化物及油污,用丙酮清洗后放入真空干燥箱進行200℃×1 h烘干。TC4鈦合金粉末粒度直徑為100~300 μm,沉積前粉末進行200℃×1 h烘干處理,粉末電鏡照片如圖1所示,化學成分如表1所示。LDM設備為南京中科煜宸激光技術有限公司自主研發的LDM8060,配有6 kW光纖激光器、惰性氣體艙室、三軸數控加工臺、四路同軸送粉加工頭、送粉器、水冷機等。惰性氣體艙室使用99.99%Ar,艙室的水氧含量均小于30×10-6。激光沉積制造工藝參數如表2所示。

表1 TC4粉末化學成分(質量分數,%)Table 1 Chemical composition of TC4 powder(wt.%)

表2 激光沉積制造工藝參數Table 2 Manufacturing process parameters of laser deposition
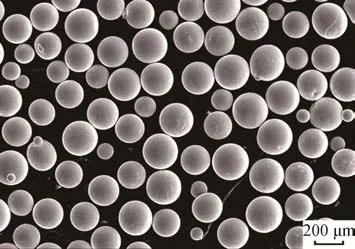
圖1 TC4粉末SEM照片Fig.1 SEM photo of TC4 powder
對復合制造得到的TC4鈦合金樣塊進行退火處理(650℃保溫2 h,空冷),減少因激光沉積制造過程中冷卻速度較快而產生的應力集中。對熱處理后的兩組試件使用線切割與機加工方式,分別沿著平行于增材方向(Z方向)與垂直于增材方向(XY方向)截取金相試件和室溫拉伸試件,對金相試樣鑲嵌后用砂紙打磨、拋光及腐蝕(腐蝕試劑為HF∶HNO3∶H2O=1∶6∶7)。利用BTL-2190連續變倍體式顯微鏡觀察樣件宏觀組織。利用ZX-10型蔡司光學顯微鏡(OM)觀察樣件微觀組織。采用山東華銀HVS-1000B維氏硬度計測量試樣硬度。采用帶有引伸計的MTS萬能實驗機對沉積態樣件進行室溫拉伸試驗,拉伸加載速率為1 mm/min。使用日本津島公司生產的XRD-7000型X射線衍射分析儀分析金相試樣的物相組成情況,掃描范圍為30°~90°,掃描速度為4°/min。
2 結果與討論
2.1 宏觀組織
宏觀體視顯微鏡照片如圖2所示。圖中下方為熱軋供貨狀態的TC4板材,其組織主要為極為細小的等軸晶;上方為沉積制造區域,組織主要為外延生長的柱狀晶;二者結合區域存在熱影響區,該區域組織以等軸晶為主,晶粒尺寸小于沉積區域的柱狀晶,大于熱軋態板材中的等軸晶。沉積層平均厚度約為551.33 μm,相對于表2要求的層厚(0.7 mm)減小了21.24%,這是由于在激光沉積制造過程中,每沉積制造一層時,多余的激光熱輸入會使得下層金屬部分重熔,進而減小沉積層厚度,同時,在激光沉積熱循環的作用下在沉積層之間形成熱影響區[7]。
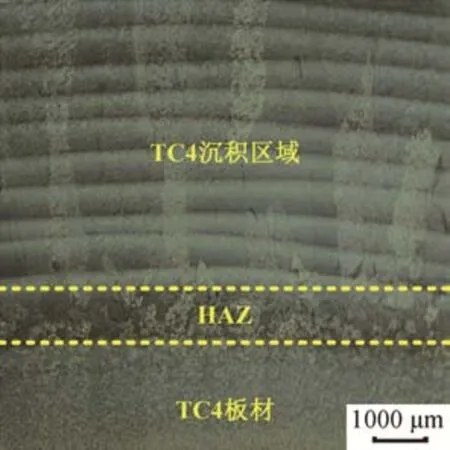
圖2 體視顯微鏡宏觀組織照片Fig.2 Stereo microscope macroscopic tissue photo
為更進一步分析各區域組織,首先使用光學顯微鏡在較低放大倍數下觀察沿平行于沉積制造方向的3個區域的宏觀組織,如圖3所示。由圖3可知,熱軋態板材區域原本為較為細小的等軸晶組織,但由于在其表面沉積制造過程中產生多余的熱輸入,使得其等軸晶在沿零件生長方向上有變大的趨勢。結合區域主要為相對粗大的等軸晶組織(平均直徑約為240 μm)。因LMD在沿沉積方向上具有較大的冷卻速度,導致沉積制造區域中組織主要為沿結合區域外延生長的柱狀晶[8],其平均寬度約571.42 μm,沉積層間的熱影響區厚度約162.5 μm。且晶體取向的差異,導致光學顯微鏡成像的灰度差異。另外由圖3還可知,盡管制造工藝不同,但各區域之間組織演變過程并無突變,且未在結合區域中產生任何冶金缺陷。

圖3 熱軋態板材區域、結合區域以及沉積制造區域整體組織Fig.3 Overall structure of hot rolled sheet area,bonding area and de‐position manufacturing area
2.2 微觀組織
為進一步分析各區域內部的顯微組織形貌,分別對熱軋態板材區域、結合區域以及沉積制造區域的微觀組織進行放大觀察。
熱軋態板材區域的顯微組織形貌如圖4所示。由圖4a可知,熱軋態板材的組織以細小的等軸晶為主,此類組織的特點是一定含量的轉變β-Ti均勻分布于含量大于50%的初生α-Ti基體上,這類等軸組織往往具有優異的塑性、疲勞強度與熱穩定性,但斷裂韌性、持久強度與蠕變強度相對較差[9]。圖4b為圖4a局部區域放大,熱軋態板材中的等軸晶平均直徑約為23.46 μm。值得注意的是,在等軸晶之間的區域還分布有少量片層組織,這種片層組織為β-Ti轉變組織中的α-Ti片層與殘余β-Ti片層。
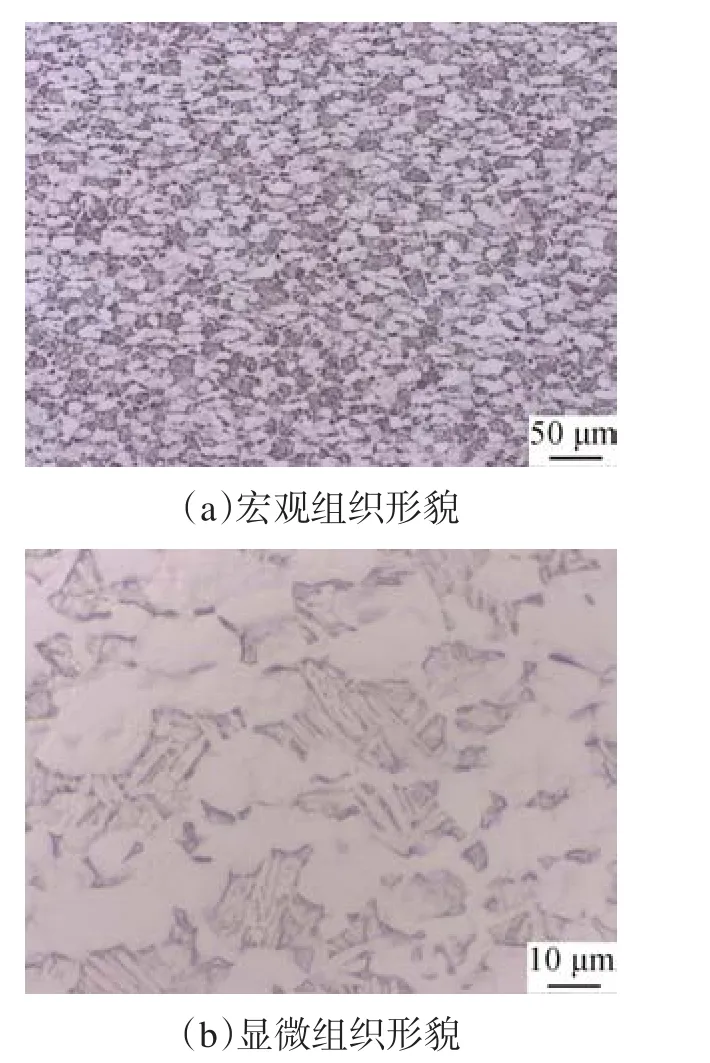
圖4 熱軋態板材區域的顯微組織形貌Fig.4 Microstructure morphology of hot rolled plate area
圖5為結合區域的顯微組織形貌。圖5a為較低放大倍數下的宏觀形貌,可以看出結合區域中組織仍體現為等軸晶,由于激光沉積制造過程中產生的較大熱輸入促進了等軸晶的長大,尺寸相對于熱軋態板材區域有了明顯增大(平均直徑約為315 μm)。圖5b為結合區域等軸晶內部組織的放大照片,可以看出,在晶粒內部主要為針狀α-Ti編織而成的網籃組織,其中針狀α-Ti平均尺寸為22.67 μm×0.93 μm(長×寬)。此類組織的特點是原始β-Ti晶粒內針狀α-Ti交錯排列,編織形成網籃狀。這類細小的網籃狀組織不僅具有優異的塑性與沖擊韌性,還具有較好的熱強性[10]。
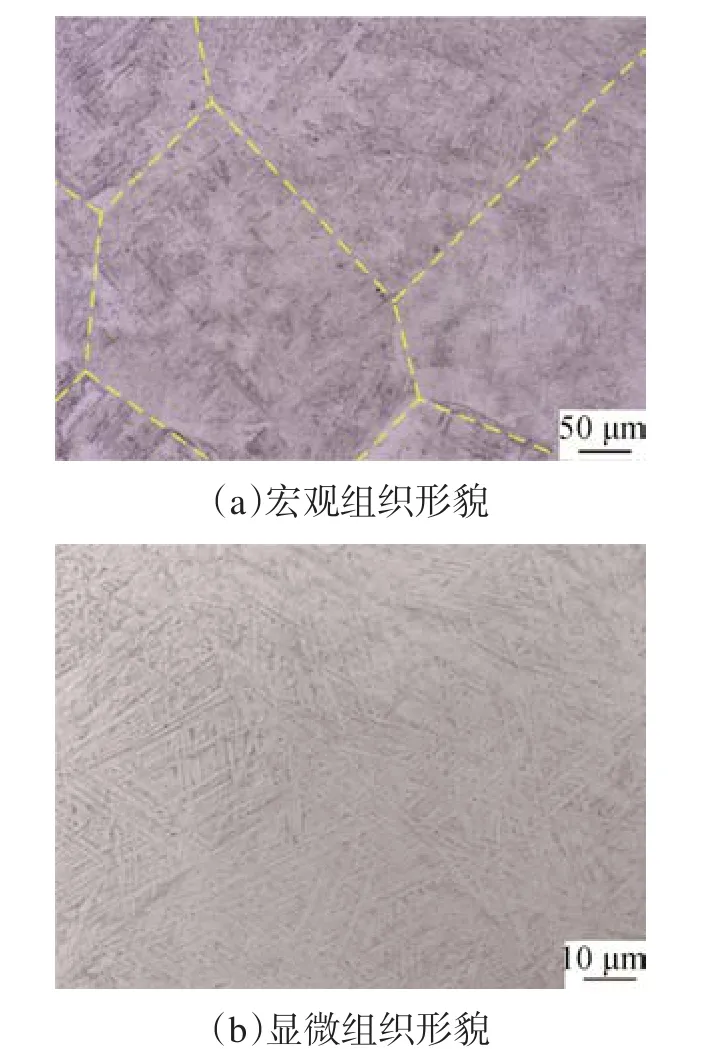
圖5 結合區域的顯微組織形貌Fig.5 Microstructure morphology of bonding area
激光沉積制造區域的顯微組織形貌如圖6所示。從圖6a可以清晰地看出,沉積制造區域柱狀晶內部主要為細小的網籃組織,并無明顯的晶界。進一步放大這些網籃組織,如圖6b所示,在沉積制造區域中針狀α-Ti尺寸(約24.12 μm×1.24 μm)相較結合區域發生了一定的粗化。這是由于結合區域主要為沉積制造的開始階段,其具有相對較大的冷卻速度,從而限制了α-Ti的生長。

圖6 沉積制造區域的顯微組織形貌Fig.6 Microstructure morphology of deposition manufacturing area
為進一步分析沉積制造區域的組織形貌,采用配有能譜儀的掃描電子顯微鏡對該區域進行表征,組織形貌如圖7所示,微區元素點掃描結果如表3所示。由圖可知,沉積制造區域的網籃組織主要是由針狀α-Ti與短棒狀α-Ti交錯編織而成。根據沉積制造區域的X射線衍射結果(見圖8)可知,該區域的相組成主要為大量α-Ti以及少量β-Ti。結合圖7b中對沉積制造區域中灰黑色與白亮色微區的元素分布點掃描結果可知,白亮色微區(1號與3號)與灰黑色微區(2號與4號)相比,含有相對較多的V元素。V為體心立方晶格,與β-Ti的晶格類型相同,是雙相鈦合金中β-Ti的同晶型穩定元素,其在高溫下與β-Ti無限互溶。因此,可推斷V元素偏聚的白亮色區域中含有相對較多的β-Ti,為α+β組織。
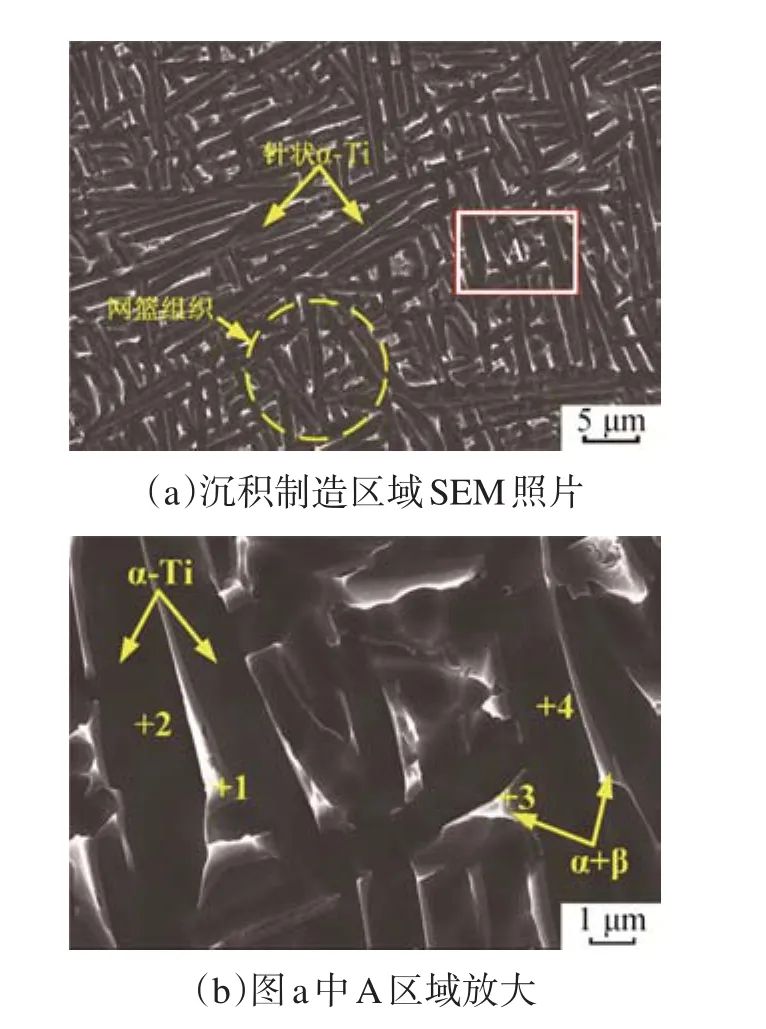
圖7 沉積制造區域SEM照片Fig.7 SEM photo of deposition manufacturing area
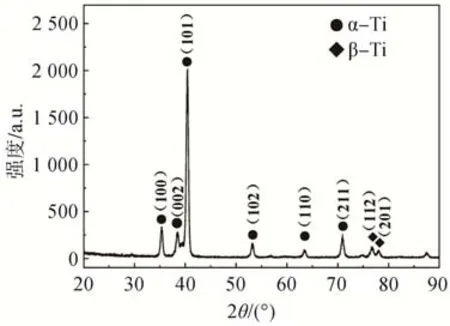
圖8 沉積制造區域X射線衍射結果Fig.8 X-ray diffraction results of the deposition manufacturing area
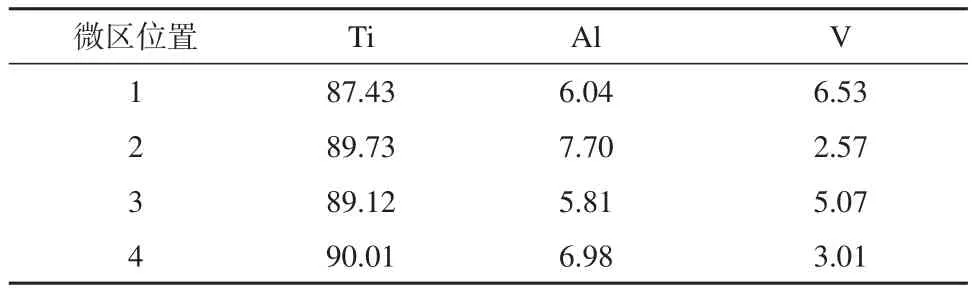
表3 微區元素點掃描結果(質量分數,%)Table 3 EDS results of micro area elements(wt.%)
3 力學性能分析
3.1 維氏硬度
熱軋態板材區、結合區、沉積制造區的硬度分布如圖9所示,圖中橫坐標為沿平行了激光沉積制造方向(縱向),由熱軋板材區域至激光沉積制造區域取樣位置之間的距離,相鄰取樣點間距約300 μm其中熱軋態板材區的維氏硬度約為340 HV,沉積制造區硬度約為355 HV,最高硬度出現在結合區,約為375 HV。結合上述對3個區域微觀組織分析可知,結合區域硬度值最高是由于激光增材制造具有冷卻速度快的特點,在鍛造板表面開始沉積制造時,鍛造板溫度較低,從而使得熔池冷卻速度進一步加快,α-Ti不能充分長大,最終在復合制造樣件中呈現為結合區的α-Ti尺寸最為細小。
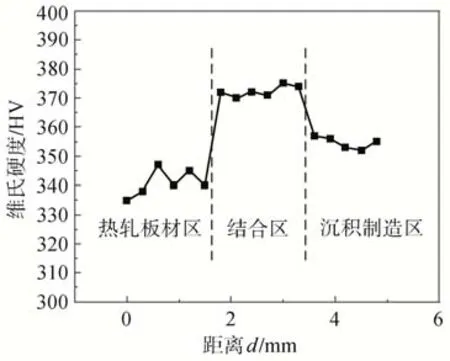
圖9 激光沉積與熱軋復合制造的TC4零部件接頭硬度分布Fig.9 Hardness distribution of TC4 parts joint manufactured by la‐ser deposition and hot rolling
3.2 室溫抗拉性能
為分析激光沉積與熱軋復合制造的TC4零部件的室溫拉伸性能,分別對平行于沉積制造方向(Z方向)的拉伸試樣(結合區域位于試樣中心)以及垂直于沉積制造方向(XY方向)的拉伸試樣(結合區域位于試樣中心)進行室溫拉伸試驗,并將其與GJB 494A-2008標準中對TC4棒材的室溫拉伸性能要求進行對比分析。
室溫拉伸性能如表4所示。可以看出,通過激光沉積與熱軋復合制造的TC4拉伸試樣,在平行于沉積方向(Z)與垂直于沉積方向(XY)的抗拉性能,均滿足GJB 494A-2008中TC4棒材抗拉性能標準。這說明采用熱軋與激光沉積兩種工藝復合制造TC4鈦合金可獲得高質量的零部件。值得注意的是,通過對比不同方向上的抗拉性能,可以發現XY方向的拉伸試樣抗拉強度與屈服強度明顯高于Z方向,而Z方向的延伸率與斷面收縮率則優于XY方向。這是由于激光沉積制造的特點,在沉積后的零部件中沿沉積方向上均為外延生長的柱狀晶,而在垂直于沉積方向上則均為等軸晶。因此,在沿Z方向的拉伸過程中需要破壞相對較少的晶界,而沿XY方向的拉伸則需破壞較多的晶界,從而使得其在XY方向具有較高的強度,在Z方向具有較高的塑性[11]。

表4 室溫拉伸性能Table 4 Tensile properties at room temperature
4 結論
(1)激光沉積與熱軋復合制造的TC4鈦合金試件中,熱軋板區域的宏觀組織主要為細小的等軸晶組織,晶粒平均尺寸約為23.46 μm,結合區域的宏觀組織主要為尺寸較大的等軸晶,晶粒平均尺寸約為315 μm,沉積制造區域的宏觀組織為外延生長的柱狀晶組織,柱狀晶寬度約為571.42 μm。
(2)熱軋板材區域微觀組織體現為細小的等軸晶以及晶間的片層狀組織,結合區域與沉積制造區域的微觀組織均為針狀與短棒狀α-Ti相互交織而成的網籃組織,結合區域的α-Ti相對更為細小(22.67 μm×0.93 μm),該區域具有最高的維氏硬度(375 HV)。
(3)試件室溫拉伸性能為:平行于沉積制造方向(Z方向)抗拉強度955.0 MPa,屈服強度892.0 MPa,延伸率19.8%,斷面收縮率51.0%;垂直于沉積制造方向(XY方向),抗拉強度1 029.0 MPa,屈服強度962.0 MPa,延伸率12.0%,斷面收縮率21.0%。XY方向的拉伸試樣抗拉強度與屈服強度明顯高于Z方向,而Z方向的延伸率與斷面收縮率則優于XY方向。
猜你喜歡
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2022年1期)2022-02-26 06:57:42
今日農業(2021年9期)2021-11-26 07:41:24
計算機應用(2021年4期)2021-04-20 14:06:36
發明與創新·小學生(2021年3期)2021-03-25 11:48:49
計算機應用(2021年3期)2021-03-18 13:44:48
計算機應用(2021年1期)2021-01-21 03:22:38
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
電測與儀表(2015年5期)2015-04-09 11:30:52
