增材制造技術適航審查研究現狀分析及其對民用直升機的啟示
2022-06-02 15:14:42陳闊,張磊
科技創新與應用 2022年14期
關鍵詞:工藝
陳 闊,張 磊
(1.中國直升機設計研究所,江西 景德鎮 333001;2.航天推進技術研究院,陜西 西安 710100)
隨著航空航天產業的不斷發展,飛行器所面臨的獨特力學環境(如氣動熱、振動、大氣脈動壓力等)和性能要求(如高超聲速、高機動性、遠程打擊等)對結構設計提出了新的課題:結構輕量化、結構多功能化和結構優化設計等。航空航天產品不斷更新換代、推陳出新,制造加工難度不斷加大,對于復雜精密部件的制造技術提出了越來越高的要求,不僅要求具有高性能復雜精密結構件的快速制造能力,而且要求具有直接制造大型復雜結構件的能力,而傳統的制造加工技術已難以滿足上述要求。
金屬增材制造技術(Additive Manufacturing,AM)以金屬絲材、金屬粉末為原材料,以電子束、激光等為熱源,將絲材、粉材等材料逐層熔覆沉積,直接由零部件CAD 模型完成“近終形”、高性能、全致密復雜金屬零部件的成形制造,是一種快速、高效、低成本、數字化的先進制造技術,也是一種“變革性”的設計、材料、制造一體化的先進技術[1],具有響應快、原材料浪費少、加工制造周期短等技術優點。自上世紀80 年代末,增材制造技術不斷發展,期間也被稱為“材料累加制造”“分層制造”“快速成型”“實體自由制造”“3D 打印技術”等,其中3D 打印技術也常用來表示增材制造技術。目前較成熟的增材制造技術主要有:光固化成形(SL)、疊層實體制造(LOM)、選擇性激光燒結(SLS)、熔絲沉積成形(FDM)。當前真正直接制造金屬零部件的增材制造技術有基于同軸送粉的激光近形制造技術(LENS)、基于粉末床的選擇型激光熔化技術(SLM)和電子束熔化技術(EBM)。LENS 技術能夠直接制造出大尺寸的金屬零件毛坯,SLM 和EBM 技術可以制造復雜精細的金屬零件。鑒于增材制造(3D 打印)技術相對于傳統制造技術的優勢和應用潛力,目前國內外已經在很多領域對增材制造技術有了非常成功的應用,但在民用航空領域的應用尚且處于初期階段,主要原因就是與傳統制造技術相比,增材制造技術的各種特性對適航審查方法提出了許多新的要求,傳統制造技術的適航審查方法已經不再完全適用。對民用航空產品進行適航審查的目的是為了保障民用航空產品的安全性要求。通過確認設計資料符合適用的適航規章要求,審查航空產品符合經批準的設計資料,航空產品始終處于安全可用的狀態。因此,隨著增材制造技術在民用航空領域的逐步推廣應用,適航審查工作也將涉及該項技術,應該在充分了解增材制造技術特點的情況下,對適航審查方法進行相應的優化。本文通過對國內外增材制造技術的發展現狀進行梳理和綜述,對增材制造技術相關的適航審查方法研究成果進行總結,為民用直升機應用增材制造技術的適航驗證提供了借鑒和啟示。
1 增材制造技術在航空領域的發展現狀
美國在增材制造技術方面的應用走在世界前列。1979 年美國聯合技術中心首先提出金屬零件直接增材制造的技術構思,其應用對象就是航空領域的航空發動機渦輪盤。2000 年,美國首先將增材制造技術實用化,應用目標包括先進飛機的承力結構件和航空發動機零件等。Boeing 公司已在X-50、X-45 無人機、F-22、F-18 戰斗機項目中應用了金屬增材制造技術,目前已制定了一套為增材制造技術量身定做的技術成熟度等級指南[2]。在歐洲,Air Bus 公司針對飛機短艙鉸鏈通過拓撲優化設計并采用金屬增材制造技術制造,使結構最終減重了60%,并解決了原有的高應力集中問題[3]。其他大型公司和研究機構也都在金屬增材制造技術以及在航天航空領域的應用等方面進行了大量的研究工作。丹麥技術大學的Niels Aage 等[4]學者通過增材制造拓撲優化的方法設計了一個全尺寸機翼,如圖1所示,其研究成果發表在《Nature》期刊上。Michele Bici等[5]學者采用選取激光熔化技術(SLM)制造了由點陣材料和面板組成的多功能夾芯板,這種夾芯板被應用于機翼前緣,能夠承受空氣動力載荷和鳥撞沖擊載荷,并且集成了防冰系統的功能,如圖2 所示。

圖1 通過增材制造方法制造的機翼[4]

圖2 機翼防冰系統布局[5]
國內對于增材制造技術在航空領域的應用方面也進行了一系列研究并取得了較大進展。西北工業大學在激光立體成形技術(LSF)應用方面進行了系統化的研究工作,他們通過該技術制造了長達3 010 mm 的C919 飛機鈦合金中央翼1#肋緣條[3]。北京航空航天大學為我國軍用飛機大型鈦合金結構件的激光立體成形方面做了大量的研發工作,并已經在多個型號上實現裝機應用[2]。沈陽飛機設計研究所的科研人員在A-100鋼激光直接沉積增材制造成形工藝和性能質量控制等關鍵技術方面開展了充足的研究工作,試制的某型飛機起落架實現了在飛機上的領先試用,力學性能基本達到材料鍛件水平[6]。
2 增材制造技術的適航審查方法研究現狀
鑒于增材制造(3D 打印)技術在民用航空領域的巨大潛力,越來越多的民用航空產品開始應用這種技術進行制造,因此需要開展民用航空產品增材制造技術方面的適航審查研究。目前已經有學者做了相關方面的研究工作,丁紅瑜等[7]學者認為3D 打印技術在民用航空領域方面應用略晚的主要原因就是復雜的適航認證流程,而民用飛機結構件與骨科醫療植入物有很多類似之處,如圖3 所示。因此他們從3D 打印醫療植入物的發展過程和審批流程出發,總結出了對于民用飛機3D 打印結構件進行適航認證的啟示:(1)對3D 打印結構件進行適航認證時結構件選用的材料應盡量在性能穩定,具備充分的試驗數據支撐和較成熟的應用條件的材料之中進行選擇,以降低制件成本,縮短研制周期。(2)為保證3D 打印結構件在應用的全壽命周期內都能穩定地發揮其作用和功能,對于3D 打印結構件的考核指標除了常規的表面粗糙度、尺寸精度、靜強度性能等以外,其開孔連接特性、微觀組織特征、缺陷形態及分布情況、疲勞裂紋擴展性能、耐沖擊性能等因素都應納入考慮的范疇。(3)在適航認證的流程方面,為了加快適航驗證進度,申請方應當主動約請適航審查局方從審查源頭中加入進來,推動3D 打印結構件設計、研制、生產、認證的整個過程。
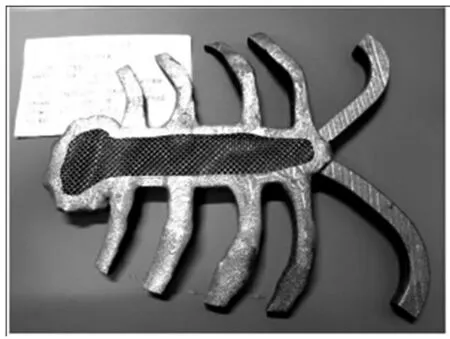
圖3 3D 打印的鈦合金胸骨植入物[7]
江武等[3]學者從民機主承力結構應用金屬增材制造技術進行適航驗證的技術方面存在的問題出發,針對金屬增材制造技術制造結構的適航驗證進行了充分研究。作者以CCAR—25—R4《運輸類飛機適航標準》[8]為基礎,分析了與增材制造技術相關的適航條款,主要涉及結構、工藝和材料3 個方面,包括:第25.571 條結構的損傷容限和疲勞評定、第25.601 條總則、第25.603 條材料、第25.605 條制造方法、第25.613 條材料的強度性能和材料的設計值及第25.621 條鑄件系數。通過總結,作者分析了對金屬結構增材制造技術進行適航符合性的驗證思路:首先考慮第25.603 條和第25.605 條建立材料規范和增材制造技術的工藝認證;其次考慮第25.571條和第25.613 條進行材料強度性能的確定;然后考慮第25.621 條進行結構特殊系數的選取;最后考慮第25.601 條進行結構性能的驗證。
陳龍輝等[9]學者通過總結目前增材制造技術的研究進展,研究了在民用航空產品上應用增材制造技術的適航審查方法,提出了增材制造技術適航審查的重點關注事項。作者以中國民用航空規章《運輸類飛機適航標準》為基礎,分別就材料要求、工藝要求、零部件性能要求、損傷容限和疲勞評定要求分析了適航規章對制造技術的要求,涉及的適航條款包括:25.303 條、25.571 條、25.603 條、25.605 條、25.613 條、25.619 條、25.621~25.625 條等。除此之外,作者還梳理了對增材制造技術進行適航審查時需要考慮的審查要點:(1)產品性能試驗。通過增材制造技術制造的產品,其性能不能通過材料的性能來確定,因此在適航審查時不能僅通過符合性說明(MC1)和分析/計算(MC2)表明產品的符合性,而應通過足夠的試驗室試驗(MC4)來說明產品性能的符合性。(2)工藝規范審查。目前增材制造技術缺乏完善的標準體系,因此對工藝規范進行審查時,應重點關注對產品性能影響顯著的工藝參數的確定原則,并應通過工藝鑒定試驗來證明工藝過程的穩定。(3)工藝實施過程控制。目前增材制造技術十分依賴工藝實施過程,因此應重點對工藝實施過程進行控制。(4)工藝設備要求。目前增材制造技術業內缺乏統一的增材制造設備,因此增材制造技術的適航審查應該對工藝設備多加關注。(5)人員要求。目前對于增材制造技術,行業統一標準的人員資質體系尚未建立,適航審查應重點關注人員資質管理制度。(6)缺陷檢測與評估。金屬增材制造零部件的組織和缺陷特征與傳統零部件差異較大,因此適航審查時應當確定缺陷檢測技術可以穩定可靠地檢測出零部件的缺陷。
上海飛機設計研究院的徐亞芳[10]學者介紹了增材制造技術在航空領域的最新研究進展,她分別從材料參數、工藝控制以及性能測試3 個方面深入分析了增材制造技術的特點。作者認為“材料-工藝(及后處理)-結構-性能”關系決定著制件最終的性能,因此應該對3D 打印技術在民用航空產品制造方面的應用進行驗證性研究,獲得相應的技術規范和標準。同時,推動增材制造技術測試方法和工藝規范的標準化也能促進高效的適航認證過程。
在增材制造技術的質量認證程序方面,已經有學者做了相關研究。Adrian Uriondo 等[11]學者認為必須考慮并開發新的認證程序和方法以便將增材制造技術納入航空市場。為此他們研究了增材制造技術與航空行業強大的監管框架之間的相互關系,開發出了相關的質量程序指南并應用于使用全熔融粉末床熔合技術(例如電子束熔化和激光熔化技術)的增材制造Ti6Al4V 組件中。除此之外,作者認為有必要建立申請人與審查機構之間的緊密關系,以優化認證過程。應要求申請人和審查機構盡早參與項目規劃,建立起以開放的建設性溝通和安全為基礎的項目管理模式,盡可能減少產品的認證周期。
3 民用直升機增材制造技術適航驗證的啟示
由于金屬增材制造技術制造周期短,成本低,重量輕,對產品及結構設計變化具有快速響應的能力,可以實現先進直升機結構輕量化、緊湊型和多功能設計。因此金屬材料增材制造技術在直升機研發和生產制造方面具有廣闊的應用前景。從前文關于增材制造技術適航審查方法研究現狀的分析來看,目前相關的研究主要集中于固定翼飛機方面,在民用直升機產品方面還比較少。關于民用直升機增材制造技術的適航審查,可以從前文的研究現狀總結得到一些啟示。
增材制造技術的適航驗證流程可以參考復合材料的適航驗證經驗,按照圖4 的思路來進行。

圖4 由增材制造技術制備的民用航空結構件的適航驗證思路
從運輸類民用直升機適用的中國民用航空規章CCAR—29—R2)《運輸類旋翼航空器適航規定》[12]出發,其中有多個適航條款與增材制造技術有關,主要涉及工藝、材料和結構3 個方面。具體條款見表1。

表1 CCAR—29—R2 中增材制造技術相關的適航條款
對于材料要求方面,29.603 條對損壞可能對安全有不利影響的零件所用材料的適用性和耐久性提出了要求。29.613 條對材料的強度性能和材料的設計值進行了明確規定,條款要求材料的強度性能必須以足夠符合標準的材料試驗為依據,在試驗統計的基礎上制定設計值,且設計值必須經民航局批準。在工藝要求方面,29.605 條規定如果某種制造工藝需要嚴格控制才能始終生產出完好的結構,則該工藝必須按照批準的工藝規范執行。增材制造相關技術作為新的制造方法需要通過試驗對其制造工藝進行驗證。在結構性能方面,29.571 條和29.573 條分別對金屬結構和復合材料結構的損傷容限和疲勞評定做了明確的規定,鑒于增材制造技術所使用的材料尚未建立材料疲勞和損傷容限性能且材料的選取可能同時包括金屬材料和非金屬材料,所以有必要通過試驗確定疲勞和損傷容限材料性能,并通過全尺寸零件疲勞和損傷容限性能試驗進行驗證。29.601 條規定每個有疑問的設計細節和零件的適用性必須通過試驗來確定,對于增材制造技術這種新技術需對所應用的產品進行試驗驗證。關于結構性能的驗證試驗,可以參照復合材料適航驗證的積木式驗證方法,以大量低成本的小試件/元件試驗結果積累經驗和認知,以少量較貴的次部件和部件試驗來進行綜合驗證。29.619 條規定對于每個結構零件如果其在正常更換前強度在使用中很可能降低、強度不易確定、由于檢驗方法或制造工藝不穩定導致強度發生顯著變化時,需要采用第29.621 條至第29.625 條中規定的特殊系數。對于增材制造技術這種使用了新材料和新工藝的技術,應重點關注材料驗證和工藝驗證結果,如果驗證結果表明結構中的材料強度性能缺乏足夠的穩定性,則應按照條款要求,選取相應的特殊系數,或者使用專用條件來明確特殊系數。
通過總結可以發現目前阻礙增材制造技術適航審查發展的主要原因在于增材制造技術自身的技術特點,例如缺乏相應的材料工藝規范、增材制造結構件獨特的內部缺陷形式、沒有行業統一的人員資質體系與工藝設備、無損檢測方法研究尚處于探索階段等等。只有充分解決相關技術問題,才能夠加速對增材制造民用航空產品的適航審查工作,也就能真正推動增材制造技術在民用航空產品上的應用。所以,應該積極推進對增材制造技術材料、工藝和性能等方面的研究。材料和制造研發的適航審定目的是對設計選用的材料面向應用進行二次開發,通過足夠的試制和試驗證明所制定的材料、工藝規范和建立的質量保證體系,可確保結構件產品生產重復性和可靠性滿足設計要求。因此,增材制造結構件所使用的所有材料和工藝,要通過足夠的試制和試驗來證明設計具有可重復性和可靠性。另外,為了明確研發要求,申請方也應當主動邀請適航審查當局從源頭上參與進來充分了解整個生產制造流程,進而推進增材制造結構件的整個研制、生產和認證的流程,縮短認證周期。
鑒于增材制造技術還有一系列問題需要研究攻關,目前在民用直升機上大量應用增材制造技術還不現實。為了使民用直升機型號研制降低制造成本且能順利通過適航審查,可以首先對一些非主承力結構或非關鍵件等零件應用增材制造技術進行生產制造。待相關技術成熟之后可以逐漸在一些重要零件以及對減重需求比較迫切的零件上開展應用研究。相比于固定翼飛機,直升機的旋翼系統對于飛行安全至關重要。對于旋翼槳葉,可以逐步應用增材制造技術開展相關制造研究。而對于旋翼系統中槳轂等關鍵零件,只有當增材制造技術發展到一定水平并且相關適航審查經驗非常充足的情況下,才能進行應用。
4 結束語
本文通過對增材制造(3D 打印)技術的發展現狀進行梳理,對增材制造技術適航審查方法的相關研究成果進行總結,為民用直升機應用增材制造技術的適航驗證提供了借鑒和啟示,基本明確了相關的適航條款和驗證思路。相關適航條款主要涉及材料、工藝、結構和性能等4 個方面的條款,因此通過對增材制造技術制造的結構件的4 個方面進行研究是推進增材制造技術適航審查方法發展的關鍵。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52