輕軌萬能軋制探析
2022-06-04 10:54:26張秀山
山西冶金 2022年2期
關(guān)鍵詞:設(shè)計(jì)
張秀山
(山東鋼鐵股份有限公司萊蕪分公司型鋼廠,山東 濟(jì)南 271126)
1 輕軌軋制概述
輕軌(圖1)是一種斷面復(fù)雜的異型鋼,常規(guī)孔型法軋制輕軌一般采用粗軋、中軋、精軋方式。粗軋機(jī)軋輥孔型由1 個(gè)箱形孔、2 個(gè)梯形孔和2 個(gè)帽形孔組成,中、精軋機(jī)由5~7 個(gè)軌形孔組成,軋制成軌形坯后,最終在軌形孔中完成軋制,總軋制道次為10~12 道。采用對(duì)角線開口,即在孔型中對(duì)軌底軌頭兩側(cè)翼緣交替加工。隨著萬能軋制技術(shù)不斷成熟,萬能軋制在型鋼生產(chǎn)中得到廣泛應(yīng)用,用萬能軋制生產(chǎn)輕軌也得到了發(fā)展。
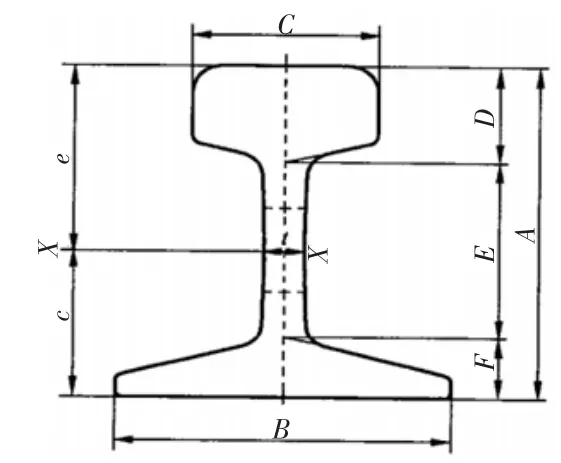
圖1 輕軌示意圖
2 軋制方案
2.1 軋制設(shè)備選擇
某廠軋鋼系統(tǒng)由2 部750 可逆式軋機(jī)(BD1、BD2)以及精軋機(jī)組的5 架萬能、2 架軋邊機(jī)組成。采用165 mm×225 mm 矩型坯,開軋溫度為1 250 ℃。
2.2 孔型系統(tǒng)選擇
30kg/m 輕軌孔型選擇3 個(gè)帽型孔、3 個(gè)軌型孔,精軋機(jī)由4 個(gè)萬能孔、2 個(gè)軋邊孔、1 個(gè)半萬能孔型組成。孔型示意圖如圖2、圖3、圖4 所示。

圖2 BD1 孔型系統(tǒng)圖
圖3 BD2 孔型系統(tǒng)

圖4 精軋孔型系統(tǒng)
3 孔型設(shè)計(jì)要點(diǎn)
3.1 帽型孔設(shè)計(jì)
臥式帽形孔(圖5)是將箱形軋件加工成帽形,軋件帽形頭部壓下大于底部壓下,則頭部寬展到孔型側(cè)壁的時(shí)候,受到側(cè)壁的橫向阻力,寬展減小,延伸增加,金屬向縱向和橫向底部反流。帽形底部還采用了高切楔和較大的張開角度及圓弧半徑,使得底部在壓下的同時(shí),受到限制寬展的影響,金屬向底部流動(dòng),而底部孔型是閉口孔型,壓下充分,以利于強(qiáng)化軌底。
圖5 臥式帽形孔
立式帽形孔的設(shè)計(jì)(下頁圖6)采取垂直壓下、側(cè)壓的方式來加大軋件的變形量,在不增加道次的前提下盡快減少頭部的金屬,而增加尾部的金屬。軌底加工是依靠帽形孔切深楔以及擴(kuò)張和局部大壓下所產(chǎn)生的強(qiáng)迫寬展,從而形成寬而薄的軌底,同時(shí)可提高軌底質(zhì)量。在帽形孔內(nèi),軌頭加工時(shí)除對(duì)軋件進(jìn)行垂直壓下外,還會(huì)有一定的側(cè)壓。帽形孔足夠側(cè)壓的主要作用是減小頭部面積和強(qiáng)迫寬展,增大軌底寬度。當(dāng)軋件從順軋向最后一個(gè)帽形孔進(jìn)入軌形孔時(shí),必須保證軋件的底部寬度達(dá)到順軋向第一個(gè)軌形孔要求的條件。
圖6 立式帽形孔
最后一個(gè)帽形孔與成品在設(shè)計(jì)上應(yīng)滿足比例關(guān)系:軌底長之比B/b=1.2~2.0,軌高之比A/a=0.9~1.2,軌頭長之比C/c=1.2~2.0,如圖7 所示,各部位數(shù)據(jù)取值可作為驗(yàn)算孔型設(shè)計(jì)是否合理的經(jīng)驗(yàn)數(shù)據(jù)。
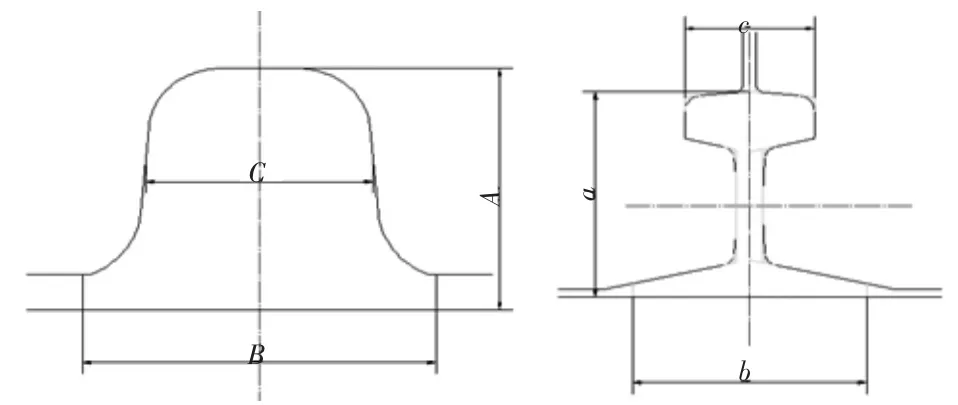
圖7 軌型孔前孔與成品孔
3.2 軌型孔設(shè)計(jì)
軌形切深孔(圖8)由于不是對(duì)稱軋制,金屬的變形相當(dāng)復(fù)雜。由于開閉口腿受力的不對(duì)稱性,使開口腿阻力小于閉口腿阻力,造成開口腿增長,閉口腿拉縮;由于開口腿軋槽平均速度大于閉口腿軋槽平均速度,也造成開口腿增長,閉口腿拉縮。
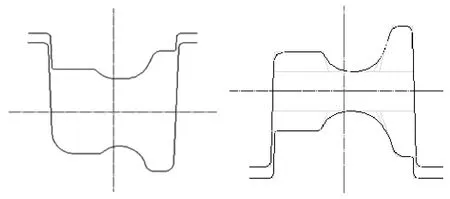
圖8 軌型孔
此孔型采用直軋孔型,當(dāng)用直軋法軋制時(shí),在切深孔型中邊高的拉縮量一般取為腰部壓下量的30%~40%。在設(shè)計(jì)切深孔型時(shí),腰部的壓下量越大,邊高的減縮量越大。對(duì)前面的切深孔軋件總邊高減縮量取上述數(shù)據(jù)的下限,而對(duì)后面的切深孔軋件總邊高的減縮量取上述數(shù)據(jù)的上限。
此孔型是軋制的核心孔型,對(duì)成品的尺寸及質(zhì)量有關(guān)鍵影響。一般取孔型側(cè)壁斜度為4%~6%,寬展按30%~40%設(shè)計(jì),以防止脫槽困難,軋件上翹、下扣等問題。
3.3 萬能精軋孔型設(shè)計(jì)
用于生產(chǎn)輕軌的萬能孔型具有如下特點(diǎn):孔型設(shè)計(jì)要盡量符合加工軋件用料的流動(dòng)規(guī)律,孔型的勻稱性好,軋制過程較為穩(wěn)定;生產(chǎn)輕軌時(shí)不同部位的孔型軋制速度變化值不大;立輥與軋邊機(jī)不僅能夠用來控制鋼軌高度尺寸,也能確定鋼軌頭部寬度及鋼軌底部寬度的尺寸。
3.3.1 萬能水平輥的設(shè)計(jì)
萬能水平輥示意圖如圖9 所示,30kg/m 輕軌軋制相關(guān)的設(shè)計(jì)參數(shù)如表1 所示。
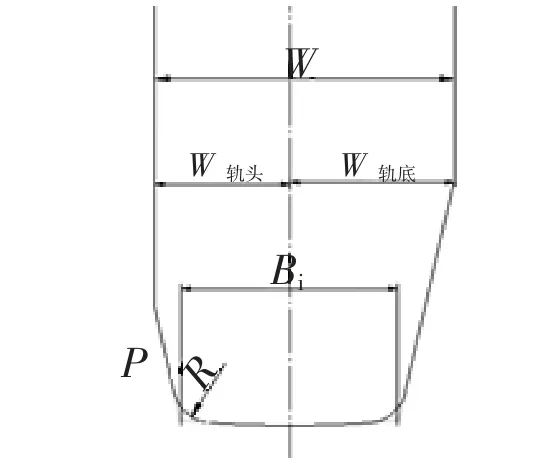
圖9 萬能水平輥示意圖
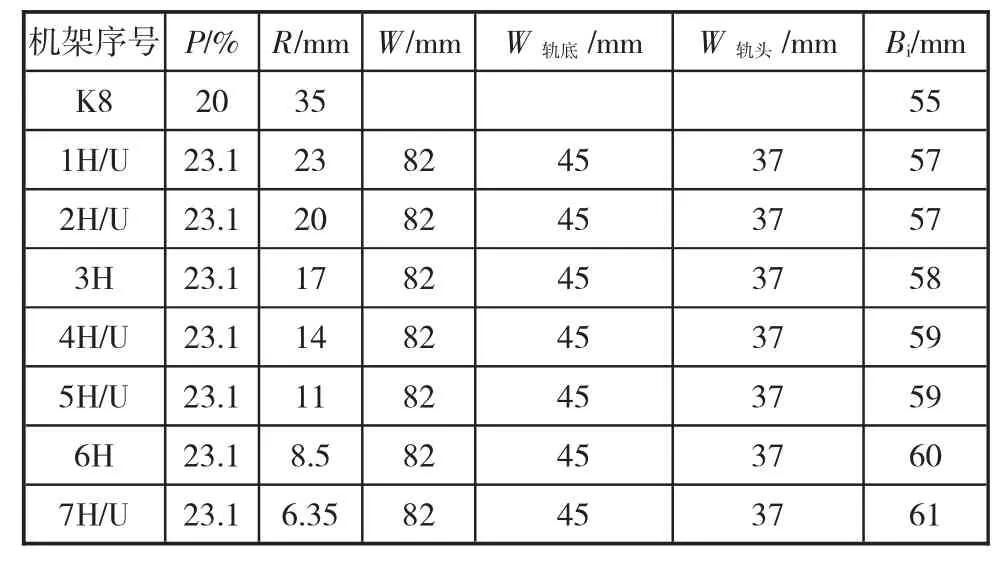
表1 30 kg/m 輕軌精軋水平輥設(shè)計(jì)參數(shù)
連軋中相鄰道次間,前道次Bi數(shù)值比后道次小1~3 mm。這樣設(shè)計(jì)的目的為:一是導(dǎo)衛(wèi)上下衛(wèi)板可以通用;二是可以減輕因擴(kuò)腰過大而產(chǎn)生的“挫痕”;三是改善軋件的咬入條件。這樣可保證軋件的質(zhì)量。30 kg/m 輕軌精軋軋件各部分的延伸系數(shù)如表2 所示。

表2 30kg/m 輕軌精軋軋件各部分的延伸系數(shù)
軋制后得到的成品孔型需要符合:μr>μu>μn(差值較小),其中,μr、μu、μn分別代表軌頭、軌底及軌腰的延伸系數(shù),軌頭與軌底的平均延伸系數(shù)大于軌腰的延伸系數(shù)。
3.3.2 萬能立輥軌頭的設(shè)計(jì)
萬能軌頭立輥孔型(圖9、圖10)的設(shè)計(jì)要點(diǎn):一是槽口寬度是來料軌頭寬度的1~1.5 倍,槽底寬度為來料軌頭寬度的1~1.2 倍;二是將槽底設(shè)計(jì)為圓弧,大小與成品軌頭圓弧相等;三是孔型槽深10~18 mm。
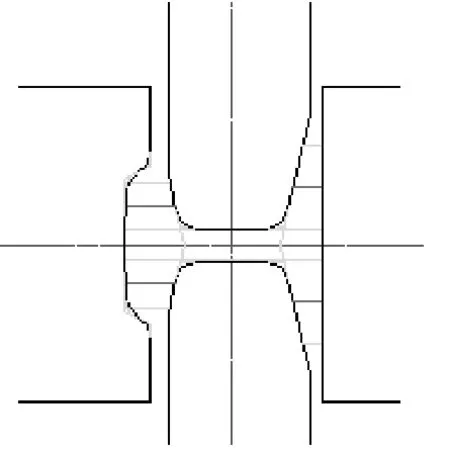
圖9 萬能孔型構(gòu)圖
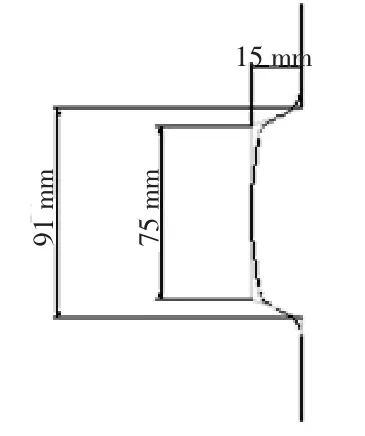
圖10 萬能立輥軌頭的示意圖
3.3.3 軋邊孔K2、K5、K8 的設(shè)計(jì)
軌形軋邊孔(圖11)對(duì)軌底和軌頭部位進(jìn)行加工,并對(duì)軌高方向進(jìn)行大的壓下。由于前面道次的軌形孔都是不規(guī)則的,軋件直接進(jìn)入萬能軋機(jī)軋制會(huì)出現(xiàn)不規(guī)則變形,腿部和頭部延伸沒有受到約束而使上下不對(duì)稱,在萬能軋機(jī)中再調(diào)整時(shí)會(huì)比較麻煩,而且不利于精度的控制。所以需要一個(gè)上下對(duì)稱的立壓孔,對(duì)頭部和腿部進(jìn)行壓下,使之對(duì)稱。
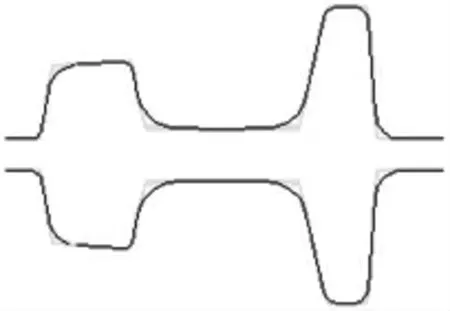
圖11 軋邊孔型
本孔型系統(tǒng)共設(shè)計(jì)3 個(gè)軌型軋邊孔,一是開坯最后一個(gè)孔(精軋前孔),二是萬能連軋機(jī)組設(shè)計(jì)兩個(gè)孔型,主要功能是對(duì)軌底、軌頭的寬度進(jìn)行控制,同時(shí)對(duì)腰厚進(jìn)行壓下。同時(shí),保證軌底、軌頭的對(duì)稱度。
3.3.4 成品孔的設(shè)計(jì)
成品孔型(圖12)采用半萬能孔型,一是需控制軌頭的尺寸,二是需控制軌底的平直度,考慮到成品前孔為軋邊孔,軌頭加工為兩個(gè)相同的孔型控制,因此在設(shè)計(jì)時(shí),等同于軌頭從萬能孔型后的兩次加大,這樣的壓下量小,可有效控制尺寸。
圖12 成品(半萬能)孔型
4 輕軌開坯孔型共用的研究
從輕軌的各個(gè)尺寸分析(見表3),尺寸相近的規(guī)格可以考慮開坯孔型的共用。9kg/m 與12kg/m、15kg/m 與18kg/m、24kg/m 與30kg/m 可以共用坯型及開坯孔型,只考慮萬能機(jī)組的重新設(shè)計(jì),就可以軋出不同型號(hào)的輕軌,使設(shè)計(jì)成本大大降低。圖13 為24kg/m 與30kg/m 輕軌精軋前孔孔型圖。

表3 輕軌關(guān)鍵尺寸對(duì)比表
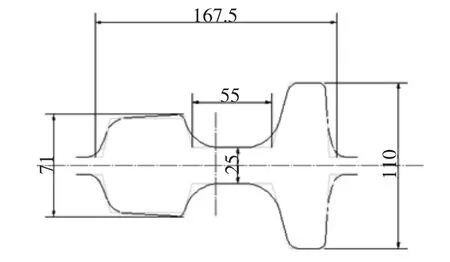
圖13 24kg/m 與30kg/m 輕軌精軋前孔孔型圖(mm)
5 萬能軋制較傳統(tǒng)軋制的優(yōu)勢(shì)
傳統(tǒng)法軋制和萬能法軋制的孔型變形比較如圖14 所示。
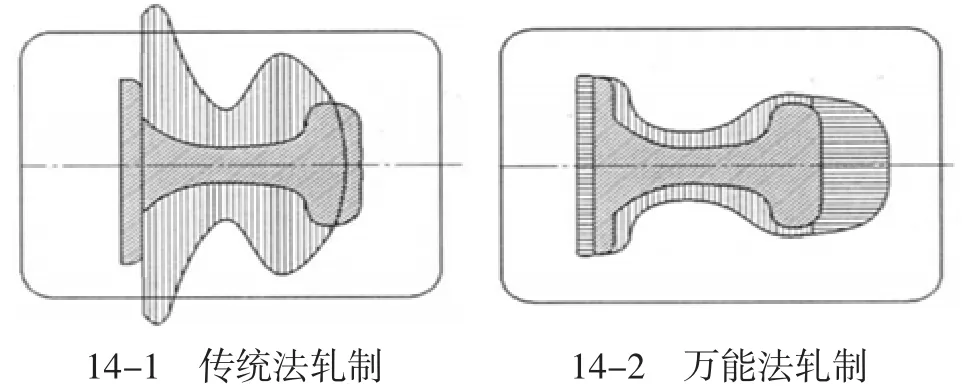
圖14 兩種軋制方法的變形比較
由圖14 可以看出,由于萬能軋制與傳統(tǒng)軋制的孔型不同,通過萬能軋制技術(shù)生產(chǎn)輕軌,利用垂直對(duì)稱剖面,能夠獲得適當(dāng)?shù)膲合碌来巍F渲饕獌?yōu)點(diǎn)如下:
1)立輥可直接作用于軌頭與軌底,為生產(chǎn)出高品質(zhì)的重軌提供保證;
2)針對(duì)不同道次,使軋件發(fā)生勻稱的形變;
3)其底面、背面均不會(huì)產(chǎn)生扭曲等弊端,因此使其平直度得到了保證;
4)軋輥間的摩擦?xí)档停谝欢ǔ潭壬洗_定了軋件的表面性能;
5)精簡孔型設(shè)計(jì),從而減少生產(chǎn)時(shí)間;
6)強(qiáng)大的精軋孔型系統(tǒng),在設(shè)計(jì)時(shí),開坯可實(shí)現(xiàn)相近規(guī)格的孔型共用。
猜你喜歡
河北畫報(bào)(2020年8期)2020-10-27 02:54:06
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
