飛秒激光加工鎳基高溫合金葉片氣膜孔的試驗研究
2022-06-09 07:13:22何雪莉馬國慶
激光與紅外 2022年4期
何雪莉,馬國慶,肖 強(qiáng)
(1.陜西師范大學(xué)計算機(jī)科學(xué)學(xué)院,陜西 西安 710119;2.西安工業(yè)大學(xué)機(jī)電工程學(xué)院,陜西 西安 710021)
1 引 言
氣膜冷卻技術(shù)是保證航空發(fā)動機(jī)在極端高溫環(huán)境下穩(wěn)定高效運行的重要技術(shù),實現(xiàn)該技術(shù)的前提條件就是在葉片上加工出符合要求的氣膜孔。隨著對航空發(fā)動機(jī)性能要求的逐漸提高,氣膜孔的加工工藝也在不斷升級。現(xiàn)階段可以用來加工葉片氣膜孔的加工方法有很多,但是都存在加工出的氣膜孔精度不高、表面質(zhì)量差、加工成本高昂等缺點[1-4]。
飛秒激光加工技術(shù)作為目前先進(jìn)的精密加工技術(shù)之一,其具有兩個顯著的優(yōu)勢:熱影響區(qū)極小和可實現(xiàn)亞微米級精密加工。飛秒激光具有超短的脈沖時間,可以在數(shù)百飛秒乃至數(shù)十飛秒內(nèi)將高達(dá)百萬億瓦的激光峰值功率集中在加工區(qū)域,熱量還未來得及擴(kuò)散材料就已經(jīng)被去除。這種近似于“冷”加工的加工方法擁有其他加工方法不具備的效果,因此將飛秒激光加工技術(shù)應(yīng)用于鎳基高溫合金氣膜孔的精密加工,具有實用研究價值[5-6]。
2 飛秒激光加工葉片氣膜孔機(jī)理
普通長脈沖激光在加工金屬時是激光能量輻照在材料表面產(chǎn)生大量熱,依靠熔化和氣化去除材料,而飛秒激光具有超短的脈沖寬度和超高的峰值能量,這使得其與金屬材料的相互作用機(jī)不同于普通長脈沖激光,但這個過程遵循的原則是不變的,即受到激光輻照區(qū)域內(nèi)的材料吸收激光能量導(dǎo)致原子、分子擺脫結(jié)合能,導(dǎo)致材料被去除。
飛秒激光與金屬材料的作用過程按照時間發(fā)生順序可以分為自由電子吸收激光能量、電子-聲子能量耦合與馳豫和材料的去除。當(dāng)激光照射在金屬材料表面時,由于金屬內(nèi)電子的比熱容較小和劇烈的逆韌致輻射,電子在極短的時間內(nèi)吸收了大量激光能量,電子溫度瞬間升高,并且通過電子之間相互碰撞,出現(xiàn)費米-狄拉克分布。此時,由于自由電子所具有的溫度遠(yuǎn)高于晶格所具有的溫度,通過和熱電子碰撞獲取熱量的方式晶格的溫度逐漸上升,最終達(dá)到熱平衡狀態(tài)。達(dá)到熱平衡狀態(tài)所需要的碰撞時間主要由電子-聲子碰撞馳豫時間決定。當(dāng)能量分布達(dá)到熱平衡時,電子漂移和晶格與晶格耦合使得熱量開始向周圍傳遞。不同時間,激光與材料的作用過程不同,以熱平衡時間為界,飛秒激光燒燭過程可分為非熱熔過程和熱熔過程如圖1所示。

圖1 不同時間激光與材料作用過程圖Fig.1 Process diagram of laser-material interaction in different time
當(dāng)激光的脈寬大于10-12s時,材料的溫度達(dá)到一定程度時,材料表面開始熔化、氣化等,實現(xiàn)材料的去除。當(dāng)激光的脈寬達(dá)到飛秒量級時,整個激光作用過程極短,材料的溫度瞬時達(dá)到峰值,沒有發(fā)生熔化就直接轉(zhuǎn)化為等離子狀態(tài),實現(xiàn)材料去除。飛秒激光正是因為這種獨特的去除機(jī)制,其加工過程中熱影響區(qū)極小,產(chǎn)生的碎屑和熔渣極少,非常適合精密加工。
鎳基高溫合金屬于金屬材料,其表面有大量自由電子的存在,可以更有效的吸收激光能量。飛秒激光作用在材料表面時,電子在吸收激光能量后溫度瞬時達(dá)到峰值,這些電子通過電聲耦合作用與晶格進(jìn)行能量傳遞,晶格溫度也隨之上升最終實現(xiàn)熱燒蝕。雙溫模型可以定量表達(dá)飛秒激光與金屬作用時電子系統(tǒng)和晶格系統(tǒng)材料去除時的溫度變化,雙溫模型方程的具體表達(dá)式為:
(1)
(2)
式中,Te為電子系統(tǒng)溫度;Ti為晶格系統(tǒng)溫度;Ce為電子熱容;Ci為晶格熱容;ke為電子熱導(dǎo)率;g為電子與晶格之間的耦合參數(shù)。
3 試驗條件與方法
3.1 試驗條件
試驗使用超快激光器為PHAROS系列飛秒激光設(shè)備,設(shè)備如圖2所示。試驗采用鎳基高溫合金DD6,其與葉片材質(zhì)相同。使用線切割將材料制成長10 mm、寬9 mm、厚2 mm的平板件并進(jìn)行表面拋光;材料實物如圖3所示。

圖2 飛秒激光加工設(shè)備Fig.2 Femtosecond laser processing equipment

圖3 DD6鎳基高溫合金平板件Fig.3 DD6 nickel base superalloy plate
3.2 試驗方法
試驗制孔方式選擇螺旋制孔,即通過平行平板旋切掃描頭控制激光光束做螺旋線運動,對材料進(jìn)行逐層掃描。螺旋加工示意圖如圖4所示。
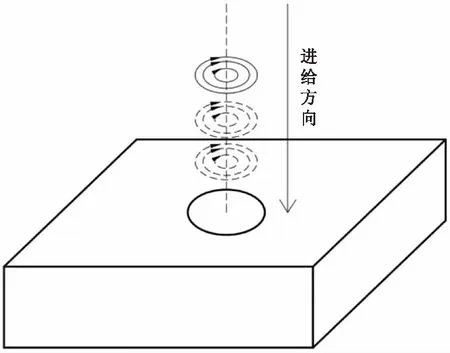
圖4 螺旋制孔示意圖Fig.4 Schematic diagram of screw hole
4 試驗結(jié)果及分析
4.1 激光功率對加工質(zhì)量的影響
激光功率是設(shè)計工藝參數(shù)時最重要最基本的參數(shù),決定作用在材料表面的能量密度。激光功率一般選擇在2~20 W范圍內(nèi),若激光功率過大,則激光穿透材料過程中會出現(xiàn)光致等離子體現(xiàn)象,影響孔的孔徑、錐度、圓度等;若選擇的功率過小,則會使加工不徹底,材料無法完全去除。本次試驗的激光功率分別選擇2 W、4 W、8 W、12 W和20 W,考察激光功率大小對加工質(zhì)量的影響。其余工藝參數(shù)均保持不變,單層進(jìn)給量0.01 mm、單層掃描時間500 ms、離焦量為0 mm加工后獲得的孔如圖5所示。功率與出入口孔徑和錐度的關(guān)系如圖6所示。
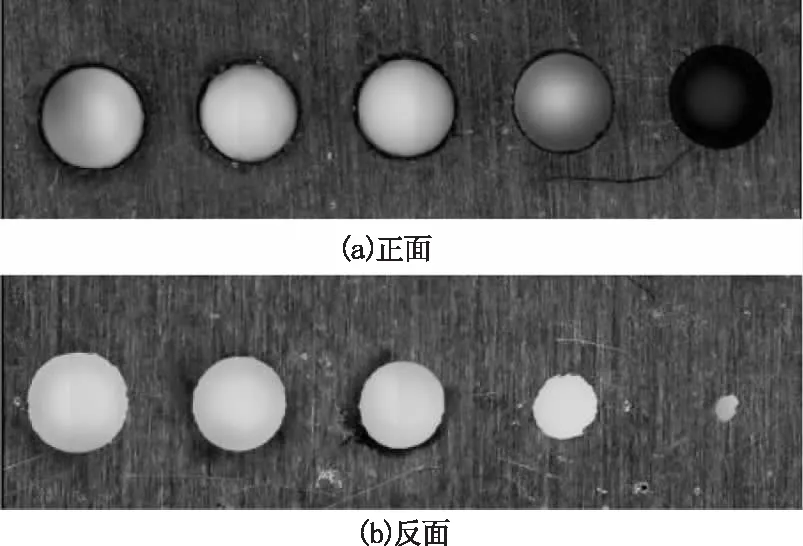
圖5 不同功率打孔Fig.5 Punch with different power

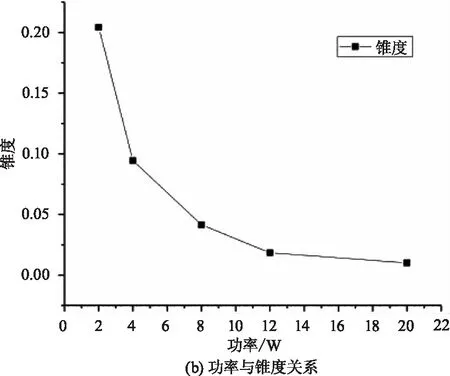
圖6 功率與出入口孔徑和錐度的關(guān)系Fig.6 Power as a function of inlet and outlet aperture and taper
根據(jù)功率與出入孔孔徑的關(guān)系可以得出:在試驗所選的功率范圍內(nèi),激光功率對于入口孔徑的影響較小,入口孔徑始終維持在0.51 mm附近。然而激光功率增加,出口孔徑隨之增大,錐度也隨之減小。當(dāng)激光功率達(dá)到20 W時,出口孔徑達(dá)到0.5016 mm,錐度達(dá)到0.0101。這主要是由于在加工初期,即使較小的激光能量也已經(jīng)超過了材料的燒蝕閾值,可以對材料進(jìn)行去除,隨著加工的持續(xù)進(jìn)行,孔的深度越深,激光能量的損耗越多,導(dǎo)致激光能量不足,作用區(qū)域內(nèi)的材料并不能保證被完全去除,隨著加工深度增加,未被去除的材料逐步累積,最終導(dǎo)致出口直徑減小,錐度增加;增加激光功率可以有效的提高在加工孔的中部和出口處的激光能量密度,使加工更加充分。激光功率從2 W增加至8 W時,出口孔徑和錐度的變化趨勢較為明顯,從8 W增至20 W時,變化趨勢放緩。這主要是激光功率達(dá)到一定程度時,出口處的能量密度已經(jīng)超過加工所需要的能量密度,激光功率對于出口孔徑和錐度的影響趨于飽和,需要通過調(diào)節(jié)其他加工參數(shù)來繼續(xù)進(jìn)行優(yōu)化。
在對孔邊形貌進(jìn)行檢測時發(fā)現(xiàn),激光功率對出口孔邊形貌的影響較低,無論高功率還是低功率的出口孔邊均較為銳利,質(zhì)量較高,但是入口孔邊形貌隨著功率的增加而質(zhì)量下降。圖7分別是功率為2 W、8 W、20 W時的入口孔邊緣形貌。可以發(fā)現(xiàn)當(dāng)功率為2 W時,孔口邊緣無破損、無熔渣,邊緣銳利。當(dāng)增加激光功率到8 W時,孔口邊緣開始出現(xiàn)燒蝕現(xiàn)象,激光功率增加到20 W時,孔壁出現(xiàn)了強(qiáng)烈的燒蝕痕跡,出現(xiàn)了破損、掉塊等缺陷,產(chǎn)生的飛濺物對孔口周圍也造成了損傷,這主要是由于過大的激光功率導(dǎo)致能量密度超過了鎳基高溫合金的熱熔性損傷閾值。綜合來看,激光功率對孔的入口處孔邊質(zhì)量和出口孔徑有較大影響,對于入口孔徑和出口孔邊形貌影響較小。因此在所選試驗參數(shù)范圍內(nèi),適當(dāng)增加激光功率有助于獲得較大的出口孔徑和較小的錐度,同時為了確保孔邊不會出現(xiàn)熱熔性損傷,激光功率不宜超過8 W。


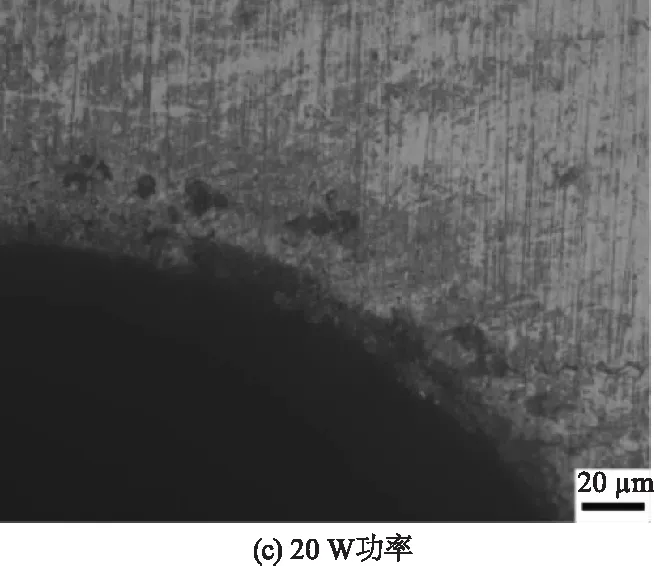
圖7 不同功率條件下的入口孔邊形貌Fig.7 Entrance hole edge morphology under different power conditions
4.2 單層進(jìn)給距離對加工質(zhì)量的影響
由于飛秒激光螺旋加工過程中采用多層去除方式獲取深孔,單層進(jìn)給距離是指設(shè)置的每層需要加工材料的深度,單層進(jìn)給距離在加工中起到至關(guān)重要的作用。本次試驗采用的單層進(jìn)給距離分別為0.01 mm、0.02 mm、0.03 mm和0.04 mm,功率為8 W、單層掃描時間500 ms、離焦量0 mm。加工后獲得的孔如圖8所示。單層進(jìn)給距離與出入口孔徑和錐度的關(guān)系如圖9所示。根據(jù)數(shù)據(jù)結(jié)果可以得出,隨著單層進(jìn)給量的增加,出口孔徑變化趨勢并不明顯,出口孔徑下降幅度加大,錐度也隨著進(jìn)給量的增加而下降。
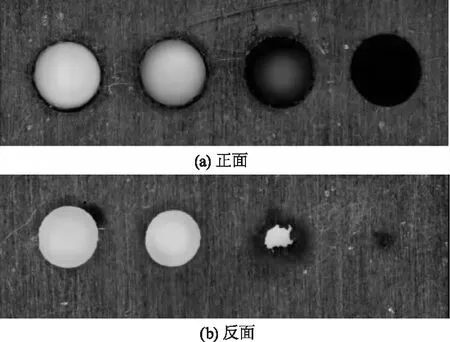
圖8 不同單層進(jìn)給距離打孔Fig.8 Different single-layer feed distances for drilling
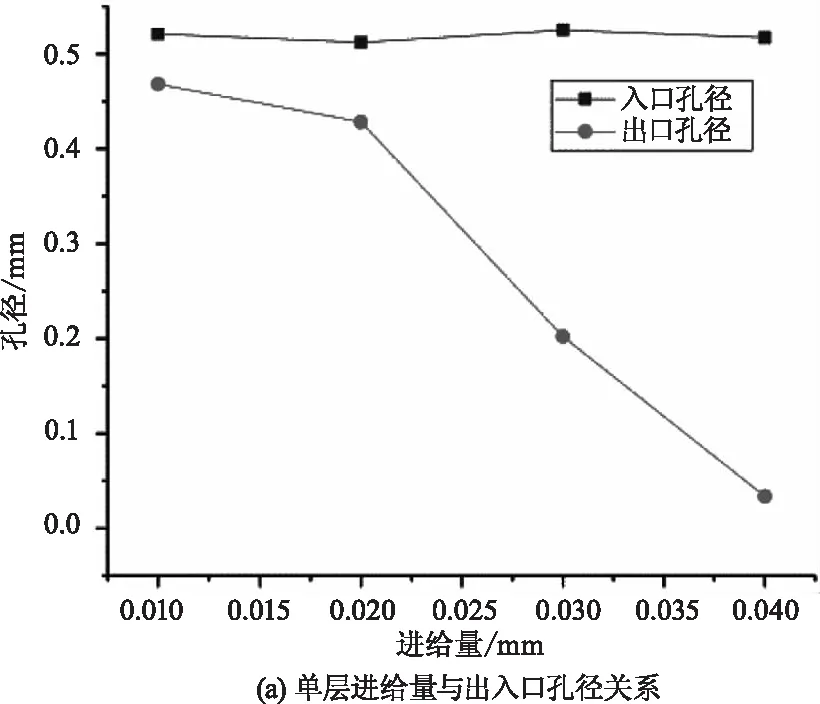
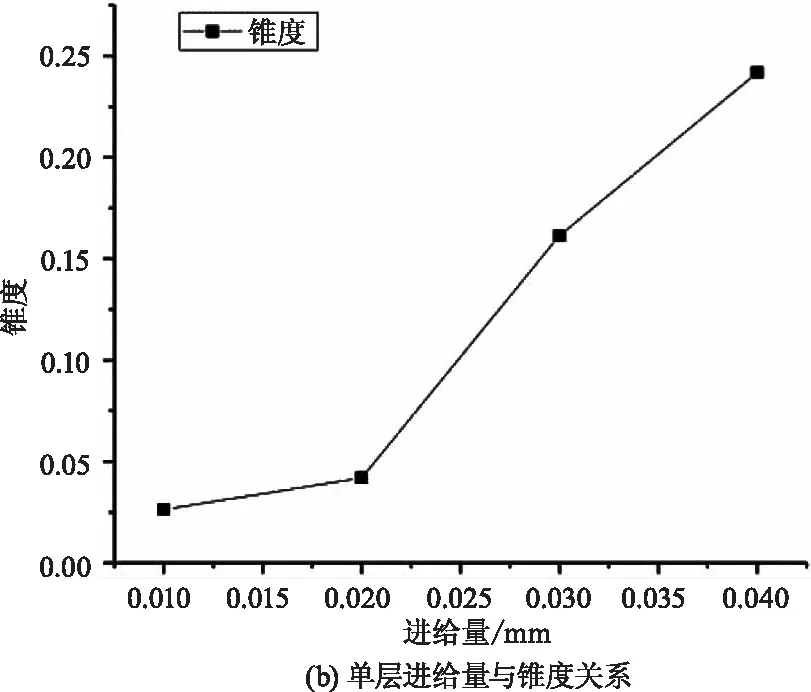
圖9 單層進(jìn)給量與出入口孔徑和錐度的關(guān)系Fig.9 Relationship between feed rate of single layer and aperture and taper of inlet and outlet
不同單層進(jìn)給量的入口孔邊形貌如圖10所示。當(dāng)進(jìn)給量選擇0.04 mm時,可以發(fā)現(xiàn)孔邊的破損嚴(yán)重,且可以看到孔壁上存在較多的毛刺和殘渣沒有被去除。當(dāng)進(jìn)給量選擇0.01 mm時,孔口的質(zhì)量得到了明顯改善。這主要是因為單層進(jìn)給距離選擇過大時,單層加工需要去除的材料增多,激光能量還未將材料完全去除,激光焦點就已經(jīng)下移。

圖10 不同單層進(jìn)給量的入口孔邊形貌Fig.10 Inlet hole edge morphology with different feed rate of single layer
未被加工的材料又會阻礙激光能量吸收,導(dǎo)致后續(xù)激光能量難以加工到剩余材料,以至于單層進(jìn)給距離選擇0.04 mm時,孔的出口孔徑顯著下降,錐度增大且孔壁出現(xiàn)大量殘渣,加工不完全,因此在加工中不宜選擇較大的單層進(jìn)給距離。
4.3 單層掃描時間對加工質(zhì)量的影響
單層掃描時間是指在加工過程中單層掃描區(qū)域內(nèi)激光焦點停留的時間。單層掃描時間選擇的較大時,則激光軌跡在單層做螺旋掃描的圈數(shù)會增加,導(dǎo)致過多的激光能量聚集在單層的材料上,引起熱燒蝕現(xiàn)象;若單層掃描時間選擇的較小,則又會導(dǎo)致激光能量不足,材料去除不充分。單層掃描時間不僅僅與加工質(zhì)量有關(guān),其更直接關(guān)乎到加工效率。即使單層掃描時間只減少100 ms,假設(shè)一個葉片約有300個氣膜孔,總加工時間便可以節(jié)約2~3 h。因此選擇合適的單層掃描時間對于加工質(zhì)量和加工效率都有重要的影響。本次試驗采用的單層掃描時間分別為1200 ms、800 ms、400 ms和200 ms,功率8 W、單層進(jìn)給距離0.01 mm、離焦量0 mm。加工后獲得的孔如圖11所示。單層掃描時間與出入口孔徑和錐度的關(guān)系如圖12所示[7-8]。

圖11 不同單層掃描時間打孔Fig.11 Different single-layer scanning time punching
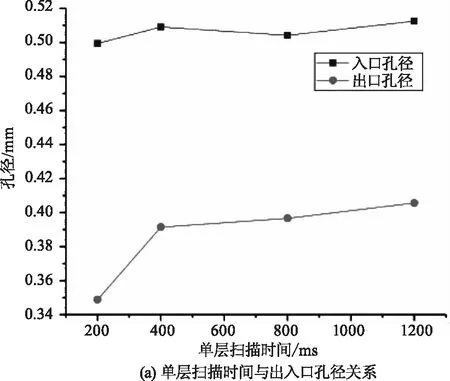

圖12 單層掃描時間與出入口孔徑和錐度的關(guān)系Fig.12 Relationship between scanning time of single layer and aperture and taper of inlet and outlet
根據(jù)試驗結(jié)果發(fā)現(xiàn)當(dāng)單層掃描時間對入口孔徑?jīng)]有明顯的影響;將掃描時間從200 ms增加到400 ms時,出口孔徑明顯增大,但是將掃描時間從400 ms增加到1200 ms,出口孔徑卻變化不明顯。對于錐度來說,掃描時間越大,錐度越小,隨著掃描時間的增大,錐度的下降趨勢變緩。不同掃描時間的入口孔邊形貌如圖13所示。可以看出當(dāng)掃描時間為1200 ms時,孔口加工過度,出現(xiàn)倒角;時間為200 ms,孔口出現(xiàn)未被加工的毛刺。綜合試驗結(jié)果來看,過大的掃描速度不僅對降低錐度的作用小,而且會造成加工效率和孔口質(zhì)量下降。單層掃描時間選擇不宜過高,應(yīng)該在400 ms附近進(jìn)行選擇,既可以使得錐度較小,又可以保證加工質(zhì)量和加工效率。

圖13 不同單層進(jìn)給量的入口孔邊形貌Fig.13 Inlet hole edge morphology with different feed rate of single layer
4.4 離焦量對加工質(zhì)量的影響
飛秒激光器發(fā)出的光束經(jīng)過光路傳輸系統(tǒng)后,若不進(jìn)行聚焦,光束橫截面直徑可達(dá)2~3 mm,導(dǎo)致激光能量密度極低,不能對材料進(jìn)行加工。所以在光束經(jīng)過加工頭模組后需要進(jìn)行聚焦,將激光能量密度增強(qiáng),達(dá)到材料的燒蝕閾值。由飛秒激光光束特性分析可知,飛秒激光在焦點處的能量密度最高,且焦點附近的區(qū)域的能量密度也足以對材料進(jìn)行去除。離焦量是焦點相對于材料表面的位置,因此離焦量對制孔質(zhì)量有著重要影響。本次試驗離焦量選擇為+0.8,+0.4,+0.2,0,-0.2,-0.4和-0.8,功率8 W、單層掃描時間500 ms,單層進(jìn)給距離0.01 mm。離焦量與出入口孔徑和錐度的關(guān)系如圖14所示。
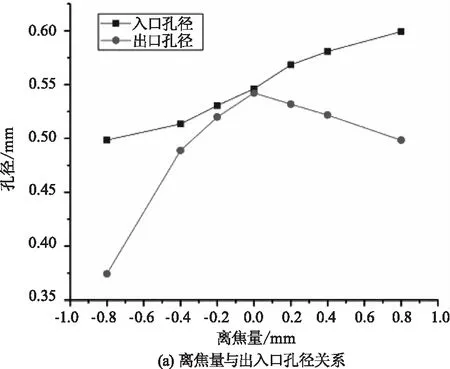
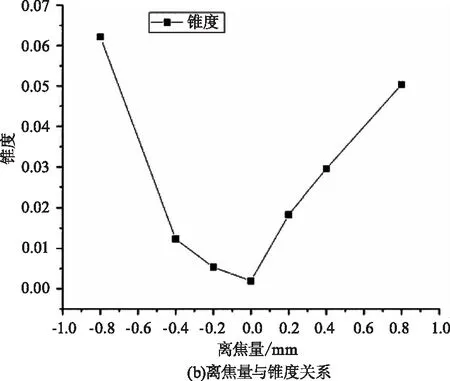
圖14 單層掃描時間與出入口孔徑和錐度的關(guān)系Fig.14 Relationship between scanning time of single layer and aperture and taper of inlet and outlet
根據(jù)以上數(shù)據(jù)可得出,在本次試驗中采用正離焦時,隨著離焦量增大,入口孔徑增大,出口孔徑減小,錐度增大;采用負(fù)離焦逐漸增加離焦量時,入口孔徑和出口孔徑均減小,出口孔徑的減小幅度明顯高于入口孔徑的減小幅度,錐度也隨之增大。對孔的出口孔邊質(zhì)量進(jìn)行檢測,結(jié)果發(fā)現(xiàn)離焦打孔對于出口孔邊形貌產(chǎn)生的影響較小,其出口孔邊均無發(fā)現(xiàn)質(zhì)量缺陷,出口孔邊形貌如圖15所示。在對入口處孔口的檢測中發(fā)現(xiàn),無論是正離焦還是負(fù)離焦,若是離焦量選擇過大,則會出現(xiàn)掃邊現(xiàn)象。正離焦和負(fù)離焦0.4 mm入口處孔邊形貌如圖16所示。這主要是因為在焦點附近無論是正方向還是負(fù)方向,其光束能量密度關(guān)于焦點對稱分布,焦點附近一定區(qū)域的激光能量依然可以對材料進(jìn)行去除,而無論是正離焦還是負(fù)離焦,最終都會造成螺旋加工的最外圈直徑變大,而最外圈的激光能量又不足以對材料完全去除,因此造成了掃邊現(xiàn)象。在選擇離焦量時,可以微調(diào)離焦量來對孔錐度進(jìn)行修正,但離焦量不宜選擇過大,否則會造成掃邊,影響孔邊形貌。

圖15 不同離焦量的出口孔邊形貌Fig.15 Shape of outlet hole edge with different topograph
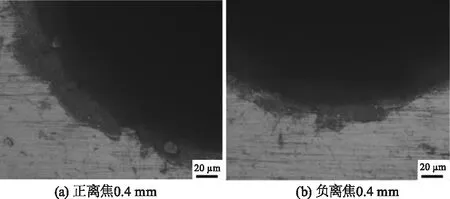
圖16 不同離焦量的入口孔邊形貌Fig.16 Shape of inlet hole edge with different topography
5 結(jié) 論
(1)本文分析了飛秒激光與鎳基高溫合金的相互作用機(jī)理,對于飛秒激光加工的熱影響區(qū)極小做出了理論解釋,當(dāng)激光的脈寬大于10-12s時,材料的溫度達(dá)到一定程度時,材料表面開始熔化、氣化等,實現(xiàn)材料的去除。
(2)對飛秒激光加工系統(tǒng)及其光學(xué)掃描原理進(jìn)行了闡述,對單脈沖的激光光源項進(jìn)行了改進(jìn)。采用具有光束平移功能的旋切掃描裝置,其原理都是基于光線的折射原理實現(xiàn)光束的偏轉(zhuǎn)和平移,再通過系統(tǒng)的旋轉(zhuǎn)實現(xiàn)圓孔的掃描加工。
(3)通過單因素試驗表明,激光功率和進(jìn)給量對于各加工質(zhì)量的影響最大,其次是單層掃描時間和離焦量,最后是起始孔徑度數(shù);對加工效率影響最大的是單層掃描時間。適當(dāng)增加激光功率有助于獲得較大的出口孔徑和較小的錐度,同時為了確保孔邊不會出現(xiàn)熱熔性損傷,激光功率最優(yōu)選擇8 W;為保證加工作質(zhì)量,不宜選擇較大的單層進(jìn)給距離;單層掃描時間應(yīng)該在400 ms附近進(jìn)行選擇,既可以使得錐度較小,又可以保證加工質(zhì)量和加工效率;在選擇離焦量時,可以微調(diào)離焦量來對孔錐度進(jìn)行修正,但離焦量不宜選擇過大,否則會造成掃邊,影響孔邊形貌。