熱軋控軋控冷技術裝備應用和發展①
2022-06-10 01:39:14徐言東何春雨劉濤李彥彬余偉徐平
冶金設備 2022年1期
關鍵詞:生產
徐言東 何春雨 劉濤 李彥彬 余偉 徐平
(1:北京科技大學國家板帶生產先進裝備工程技術研究中心 北京 100083;2:江蘇沙鋼集團淮鋼特鋼股份有限公司 江蘇 淮安 223001)
1 前言
社會經濟增長的根本動力一直是技術創新,我國鋼鐵業近年來在不斷進行技術革新,在鋼鐵產量持續維持領先地位的同時也在提高鋼材質量。在軋鋼行業中開發和應用了提高鋼材性能和質量的控軋控冷技術裝備,通過這一核心技術提高了包括板材、棒線材、型材、管材等生產線裝備水平和產品質量,降低了成本,提高了經濟效率。
控軋控冷技術是在1890年至第二次世界大戰期間的德國誕生的,當時從業者對軋鋼成品的內在金相組織進行了深入研究,摸索出了一些熱工與材料性能之間的關系。當時全焊接鋼結構及沖壓車船部件在使用過程中,不斷出現了一些脆斷裂事故,這就引發了人們對材料加工工藝、組織與性能的深入研究。1945年后,美國、比利時、瑞典、法國、英國等發達國家依靠強大的科研和生產手段,從理論上確定了控軋技術的基礎。1970年后,通過對鋼材添加鈮、釩、鈦等微合金元素的試驗,發現對提高單純軋制鋼材強度有效,原因是微合金元素對鋼材的顯微結構、力學性能具備強化機理,這就進一步完善了控制軋制原理。基于物理冶金原理,可以設計出合理的各種低合金鋼,進一步規劃合金鋼的成分和改善軋制條件,就可以得到鋼材的預期性能值和需要的顯微組織。1975年后,市場對鋼材的強度、低溫性能、焊接性能要求更高了,美國、德國、日本等發達國家,在傳統控制軋制技術之上,發展了控制冷卻速度來改變鋼材相變的新技術,這些國家率先采用控制冷卻技術裝備,開發出高性能的低合金鋼,使得鋼的強度、韌性和焊接性能進一步提升。我國在引進的同時,跟蹤和同步開發自己的控制軋制與控制冷卻技術,在某些領域中取得了顯著的進步,控軋控冷技術在鋼材結構升級以及優化工藝方面發揮著越來越重要的作用。
2 國外發展
2.1 控制軋制技術
中厚板生產線最先應用了控制軋制工藝,掌握了兩個關鍵技術:首先是要精準控制軋制溫度,尤其是要把握好終軋階段溫度;其次是掌握控制變形程度。微合金化鋼和兩相區控制軋制也推動了強力軋機的開發與應用。2000年代,國外借助高鈮(微)合金化,在中厚板的控制軋制方法開發了高溫軋制工藝(HTP)技術,使微合金化鋼板軋制負荷得以降低,鋼的強度也通過碳氮化鈮的析出強化得以提高。
2.2 控制冷卻技術
控制冷卻技術的工業應用首先是板帶鋼材的軋后冷卻,從設備方面,根據冷卻效果可劃分為三代:第一代(1980年),以噴淋冷卻為代表的冷卻技術,傾斜噴射或垂直噴射;第二代(1981年后),流噴射為代表的冷卻技術,如日本住友金屬、英國DAVY的水幕冷卻,日本JFE的柱狀層流;1990年后,以改進型層流噴射冷卻技術為主,法國克萊西姆的氣霧冷卻也是這一時代的產物;第三代(2000年后),強化冷卻以UFC、SMS的DQ、VAI的MULPIC、JFE的Super-OLAC、POSCO 開發的HDC等技術逐步得到開發與應用。在800~500℃溫度區間,20mm厚度鋼板的冷卻速度從第一代的不足10℃/s,逐步提高到第三代的35~63℃/s左右。1995年后,日本新日鐵公司開發了直接淬火(DQ)技術,將軋制與熱處理有機結合,生產了容器板、工程機械用鋼板等產品。
棒線材領域:先后出現了熱軋帶肋鋼筋的余熱處理鋼筋生產技術、軸承鋼等特鋼棒材的軋后控制冷卻技術、高碳鋼高速線材的斯太爾摩冷卻技術、阿希洛的水浴冷卻技術及日本的鹽浴冷卻技術等。
2.3 TMCP技術
TMCP是指熱軋機軋制控制工藝(Thermal Mechanical Control Process),是日本學者Kozasu于1977年在美國的“微合金化”大會上首次提出的,啟動了整個鋼鐵業對此技術的研究,直到1988年才進入了工藝成熟階段。TMCP技術可以大幅提升鋼材的強度、韌性等性能。發達國家的鋼鐵公司同期推出了各種冷卻裝置進行中間試驗和生產應用,生產出了大量具備晶粒細化的鋼板,得到了市場認可。其最大特點在于該技術在提高鋼材各項性能和降低生產成本,并在正火熱處理等節能方面超越了傳統產品,可以說是升級換代技術。
1990年以來,控軋控冷技術逐步在棒線材等型材領域得到規模應用,推動了產線裝備的技術發展,如軸承鋼棒材的在線球化、冷鐓鋼線材的免退火、高碳鋼線材生產的直接鉛浴處理等技術,使鋼制品材和特殊鋼產品的性能和質量得到進一步提升。
3 國內發展
3.1 控制軋制技術及新方法
控制軋制技術方面,在傳統三階段控制軋制和微合金化技術的基礎上,板帶鋼的中間坯冷卻技術(IC)和馳豫-析出-控制技術(RPC)由北京科技大學學者率先開發。2003年,北京科技大學把開發的控軋中間冷卻技術(IC-Intermediate Cooling)應用于武漢鋼鐵公司軋板廠,實現了DH36及以下級別船板、Q345R容器板等產品的高效控制軋制,控制軋制過程無需空冷待溫。又把該技術推廣應用到山東濟南鋼鐵公司、福建三明鋼鐵公司、重慶鋼鐵公司、河南南陽漢冶特鋼公司等廠家,控軋生產效率平均可提高17%以上,鋼板探傷合格率、沖擊功都得到提升[1]。技術應用效果和范圍大幅度提前于日本新日鐵超級控軋(Super-CR)技術。
馳豫-析出-控制技術(RPC)是國內提出的控軋方法,在高強高韌性低碳貝氏體鋼生產中發揮了重要作用,通過馳豫-析出增加形變亞晶和析出,促進相變形核,進一步通過軋后冷卻裝置——層流裝置(ACC)細化貝氏體板條寬度、減小貝氏體針長度,使等效晶粒得以細化,鋼的塑性和韌性得到大幅度提升。詳見圖1。

圖1 中厚板中間冷卻裝置布置位置(IC-中間坯冷卻技術;ACC-層流裝置)
3.2 控制冷卻技術及發展
3.2.1 國內技術開發歷程
在1986年,冶金工業部及地方總共才有20家中厚板生產線。在上級部門的安排下,部屬北京鋼鐵學院與鋼鐵研究總院、重慶鋼鐵公司中板廠成立聯合研發團隊,主攻以水幕冷卻為代表的軋后冷卻技術裝備。在1989年,水幕層流冷卻裝置首次在重鋼中板廠得到應用,取得了理想效果。在冶金工業部的推動下,該技術在各下屬公司迅速得到推廣,因設備可維護性差,影響生產,配置的水幕冷卻裝置陸續被淘汰。1999年,北京科技大學高效軋制國家工程研究中心(簡稱:北科工研)和鞍山鋼鐵公司合作研發了新型軋后冷卻裝置——加密管層流裝置(MPL-ACC),配置在在鞍鋼4300寬厚板生產線上,取得了成功,使成品提高了一個檔次。2008年傾斜式超快速冷卻(SUPIC-H)和超密度噴射冷卻(SUPIC)技術又在北科工研開發成功,可以對中厚板的冷卻過程進行精確控制。后來在實踐和研究的基礎上又研發了新一代超密集快速冷卻技術(SUPIC-L)。2008年前后,一系列首臺套熱軋鋼材先進快速冷卻裝備與控制系統由東北大學研制成功,逐步在首都鋼鐵公司、鞍山鋼鐵公司、南京鋼鐵公司等國內大型鋼鐵企業推廣應用,也取得了很大成功。國內幾種技術開發過程詳見圖2。
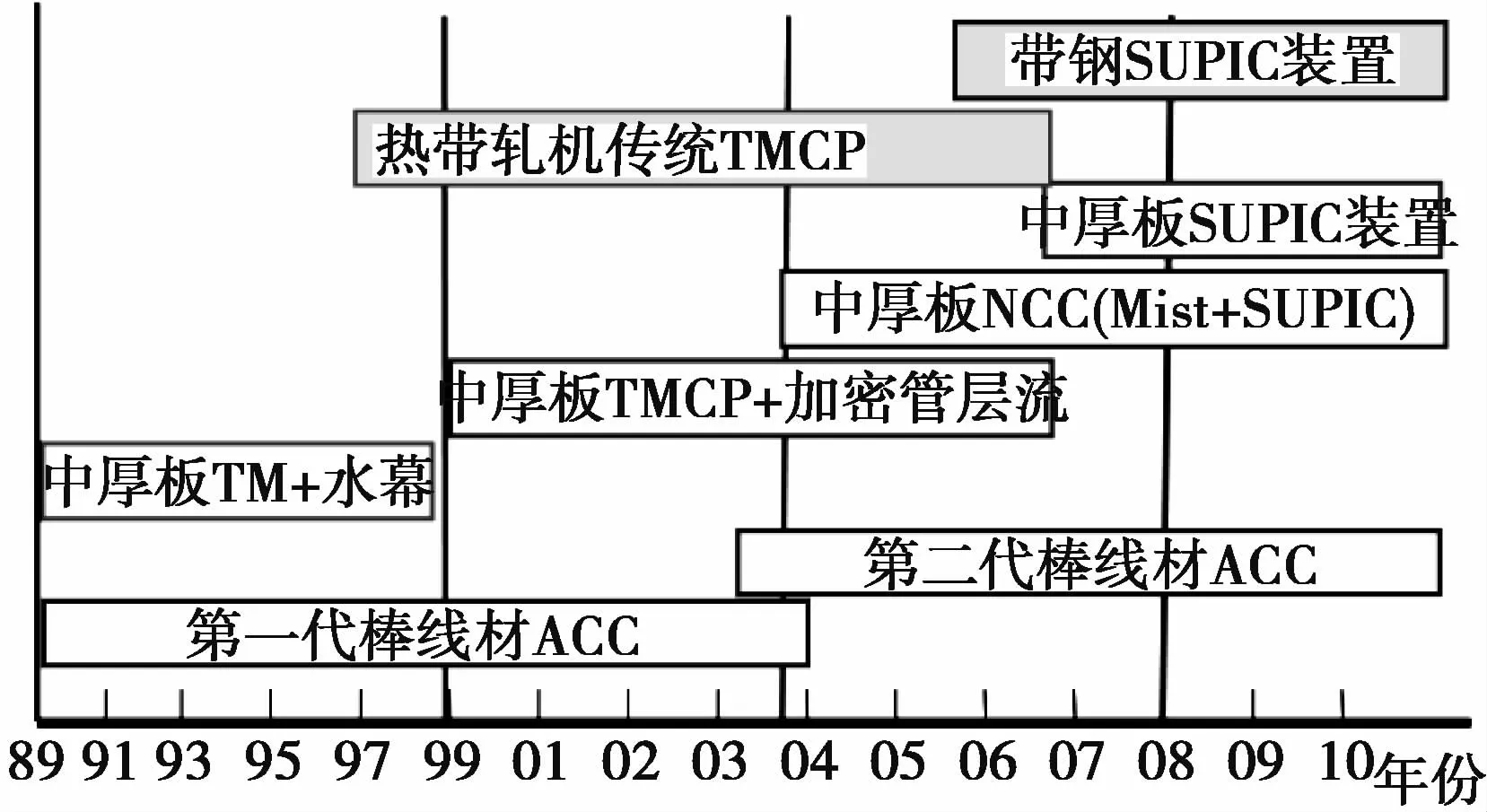
圖2 幾種鋼板軋后控冷技術的發展
在螺紋鋼生產領域,1989年北京科技大學與唐山鋼鐵公司、上鋼一廠等單位開展了開發了熱軋帶肋鋼筋穿水冷卻技術與裝備,得到生產應用,用20MnSi鋼生產了Ⅲ級(400MPa級)鋼筋。在漣鋼、南鋼、新撫鋼、濟鋼、萊鋼、張店鋼廠等眾多螺紋鋼生產線大范圍應用,解決了高強度螺紋鋼筋的生產成本高以及大規模螺紋鋼筋性能偏低等問題,得到了較細的鐵素體組織,消除了回火馬氏體,節約了大量合金,微合金控軋控冷技術在熱軋帶肋鋼筋方面應用趨向成熟。
在軸承鋼等特殊鋼領域,1988年在冶金工業部支持下,北京科技大學與大冶特鋼聯合開發了軸承鋼軋后控冷裝備,生產了直徑60mm以下優質GCr15軸承鋼。還有東北大學、寶鋼等也進行了研制開發,在大冶鋼廠、大連鋼廠、鞍鋼等眾多棒材生產線都有應用。
在高線生產領域,1989年北京科技大學、邯鋼、大連鋼廠等開發了控軋控冷技術,在長治鋼廠、寶鋼、張店鋼廠、馬鋼高線等眾多高線生產線應用了相關裝置,成功生產出了高質量高速線材。在無縫管生產領域,1994年北京科技大學與成都鋼管公司合作開發了大口徑無縫管的軋后冷卻裝置;1997年,與天津無縫鋼管公司聯合研究開發了石油套管在線常化技術,在世界上首次實現了非調質N80級無縫管的規模化生產與應用。
3.2.2 冷卻技術發展方向及特點
目前大范圍應用的U型集管層流冷卻裝置,存在著冷卻不均且對成材影響較大等問題,在實際生產中應用效果較差。這就促進了國內加速自主開發冷卻裝置,冷卻能力得到了不斷提高。20mm厚度鋼板在800~500℃溫度區間的冷卻速度從加密冷卻技術(MPL-ACC)的最大20℃/s提高到低壓供水的超密度噴射冷卻(SUPIC-L)技術的45℃/s、高壓供水型超密度噴射冷卻(SUPIC-H)與國外技術冷卻能力63℃/s相當。
在板形控制能力方面,除了上冷卻器的配置有電液推桿驅動的可控邊部自動遮蔽器及離散化邊部遮蔽控制模型、冷卻器間設置側噴等常規手段外,還開發了可變凸度水流分布上冷卻器,或者分區供水可調節冷卻器,可保證鋼板橫向冷卻均勻性;在厚度對稱性上,采取了上下水流可調節的控制策略與控制模型;全長溫度均勻性上,采取了輥道微加速、自動頭尾遮蔽、分區跟蹤控制等控制策略,使得被控冷鋼板的板形控制能力大幅度增強。結合預矯直機及強力溫矯直的應用,可進一步提升被控冷鋼板的板形[2]。
冷卻技術應用成本上,北科工研通過計算分析提出了低壓供水型的超密度噴射冷卻(SUPIC-L)的低能耗模式,適合絕大部分低合金高強度鋼的生產[3]。經過多個工程的應用比較可知,控冷技術使用的主要成本為供水能耗成本,低壓供水型的超密度噴射冷卻的成本是高壓型控制冷卻的50%或33%,噸鋼能耗成本可降低8~16元/噸。而超密集快冷技術可以優化工藝流程,提升產品質量,降低生產成本和減少本裝置的維護工作量。國外的這兩種技術在冷卻能力方面的對比詳見圖3。
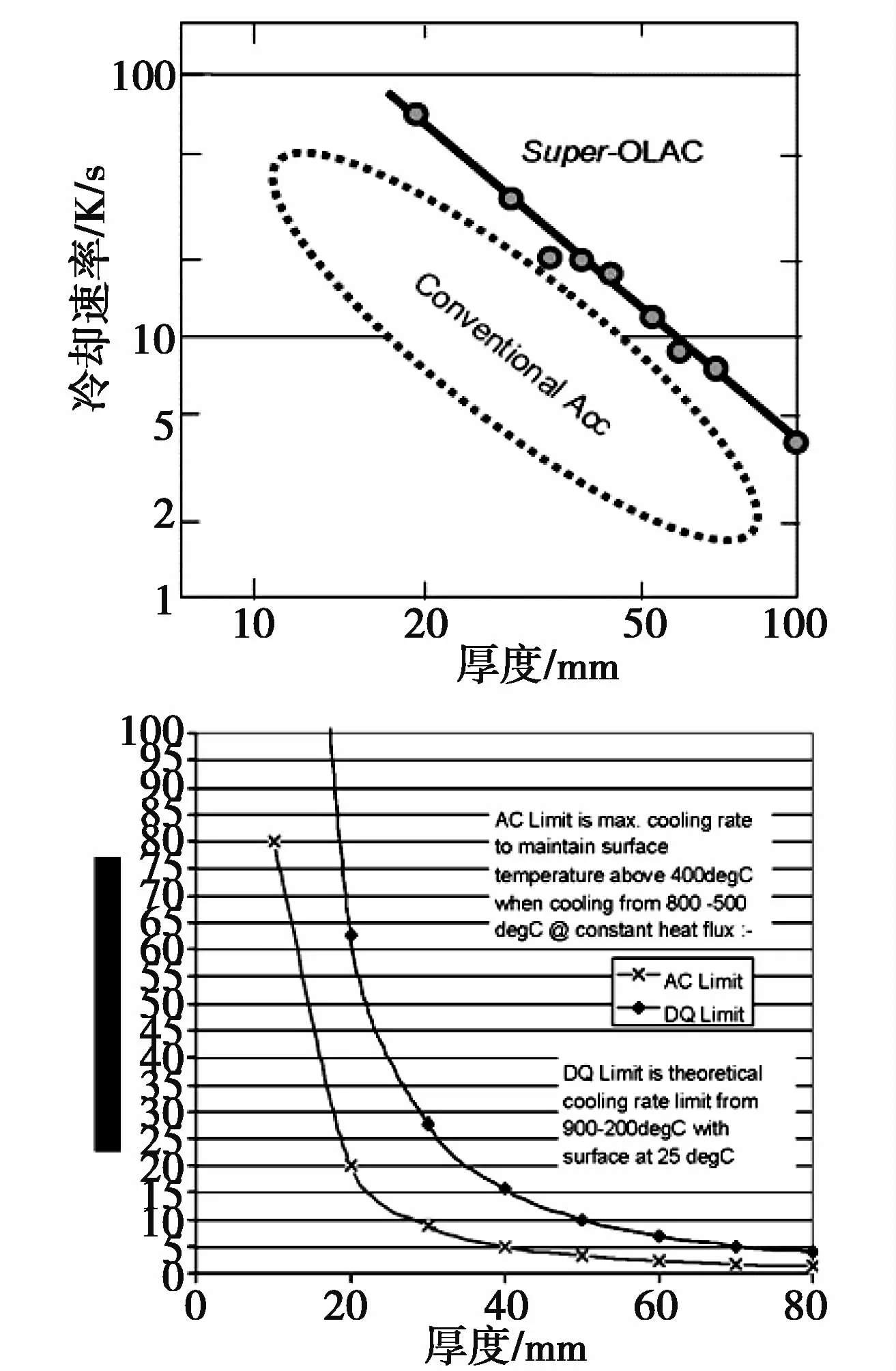
圖3 國外SUPER OLAC和MULPIC冷卻技術的冷卻能力對比
3.2.3 應用在中厚板生產中的控制冷卻新技術
國內開發的控制冷卻新技術不僅僅用于使鋼板得到類似于正火處理的組織性能,更進一步可將離線熱處理實現在線控制[4]。在2003年起,武漢鋼鐵公司中板廠先后應用了北科工研的直接淬火(DQ)、間斷直接淬火(IDQ)、在線熱處理(HOP)和直接淬火-分配(DQP)等新技術,提高了多種成品的性能。即可使鋼板獲得芯表一致的顯微組織,通過相變等手段提高鋼板強度,降低厚鋼板的合金元素添加,改善焊接性能的技術——常化控制冷卻(NCC-Normalizing Controlled Cooling, 或 NAC - Normalizing Accelerated Cooling)在2005年由北科工研開發應用,這些成功技術可多種組合,分別應用于中厚板生產中的輥式淬火機(RQ)、特厚板淬火裝置等。
國內控制冷卻技術的發展,2005年,國產化了X70、X80管線鋼板,供當時的重點工程——“西氣東輸”使用,同時高強度工程機械用鋼Q500~Q785級別低碳貝氏體鋼的生產,推動了我國工程裝備的輕量化,推動了石油儲罐用容器鋼板610E的規模化生產[5]。2006年,河南舞陽鋼鐵公司與北京科技大學合作,應用NCC技術開發的110mm厚度的Q460~Z35特厚板應用于鳥巢工程,137mm厚度的2.25Cr1Mo鋼應用于國內大型石化工程裝備,推動了關鍵裝備制造用原材料的國產化。2021年2月,由北科工研提供的南陽漢冶特鋼3800mm特厚板新一代超密快冷系統成功熱試并上線投入使用。
原控冷系統采用的是北科工研第一代U型碳鋼加密集管技術,于2009年上線使用。本次改造后采用的是北科工研最新一代的不銹鋼超密冷卻技術,采用密集分散噴射冷卻、大幅增加核沸騰區以提高傳熱效率的技術路線,在采用0.15MPa低壓水及水流量僅增加10~15%的前提下,冷卻能力較傳統加密ACC能提高一倍以上。以20mm厚鋼板為例,冷卻速率由改造前20℃/s提高到45℃/s,包括溫度、組織及物理性能在內的冷卻均勻性也得到大幅提高;Q550D的鋼板屈服強度,同板差不超過20MPa。新系統的數學模型精度高,能很好的滿足貝氏體高強鋼在大冷速條件下的溫度命中精度,返紅溫度97.83%命中在±18℃內。三種技術的最大冷卻速率對比詳見圖4。
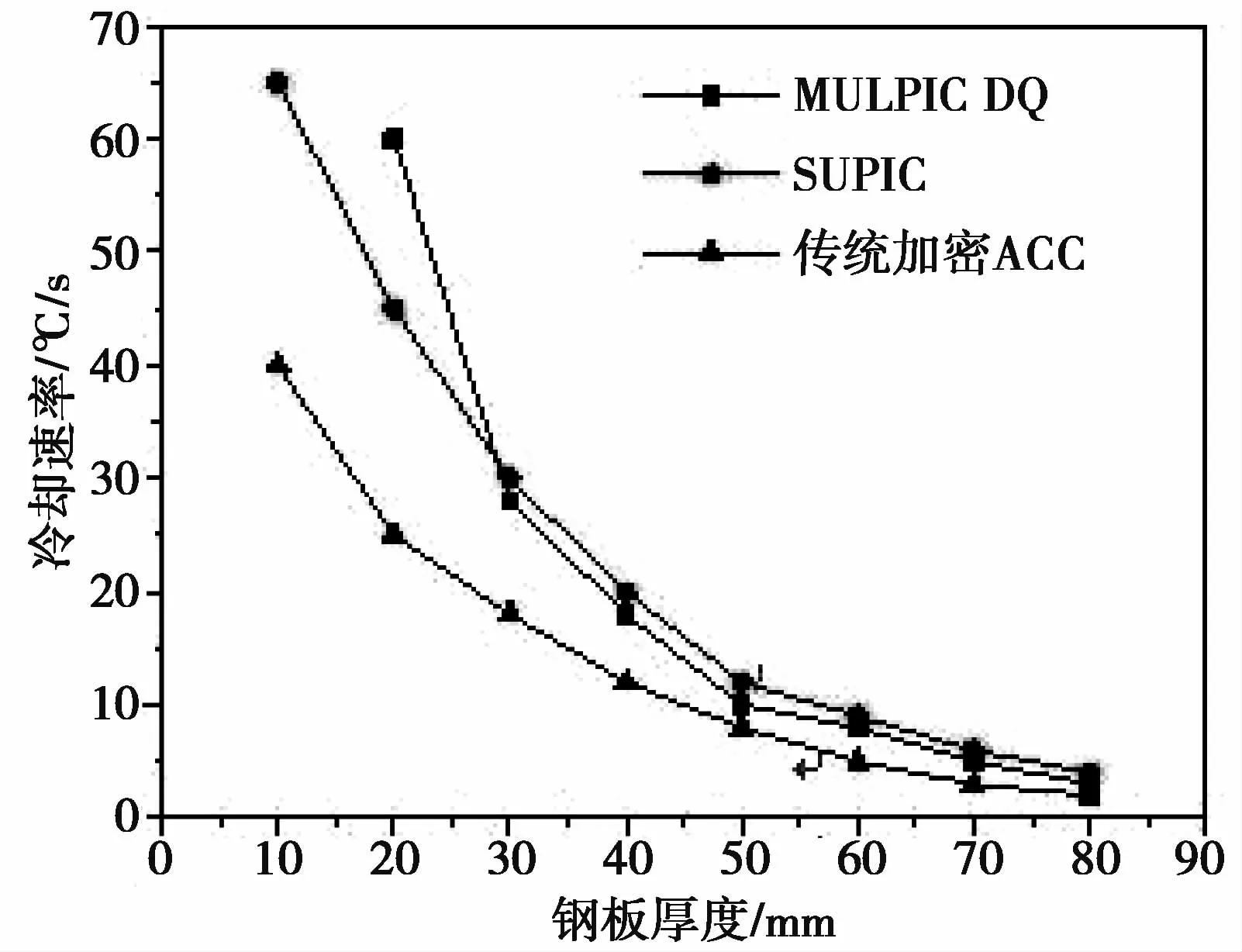
圖4 SUPIC與MULPIC DQ、ACC最大冷卻速率對比圖
近年來,隨著北科工研新一代超密冷卻技術在國內中厚板的不斷成功應用,其在采用低壓水實現其它中壓水技術才能達到的冷卻速率等方面,越來越多的受到業內專家及同行的高度認可。新一代超密快冷SUPIC系統技術近三年來已先后在南陽漢冶3500mm軋后冷卻及中間冷卻、南陽漢冶3800mm軋后冷卻及中間冷卻、寶武鄂鋼4300mm中間冷卻、天津鋼鐵集團3500mm中厚板、河北敬業鋼鐵集團3000mm中板投產。
3.2.4 應用在其他鋼材生產中的控制冷卻新技術
熱軋帶鋼:其應用的控冷技術從常規層流冷卻逐漸發展到高速冷卻,因熱軋帶鋼厚度絕大多數在22mm以下,冷卻能力提升不如中厚板的明顯,因此要求所應用的控冷技術具備均衡的冷卻能力、能預防異常激冷組織的能力、保持帶鋼冷卻的均勻性及較低的運行成本[6]。近年來,北科工研開發的超密度噴射冷卻技術(SUPIC-L)很好適應了這些需求,提高了50%以上帶鋼平均冷卻速率,降低了70%以上帶鋼板面的溫差,帶鋼的殘余應力降低,避免了出現高強鋼冷卻后板形惡化現象,成品可滿足生產工藝需求。該技術相繼推廣應用到山鋼、吉林建龍、寶武馬鋼等企業的1450、1500、1580、1780、2250多個生產線,如新余鋼鐵公司的1580熱軋、安陽鋼鐵公司的1780熱連軋帶鋼等,16mm厚度帶鋼的冷卻速度可達到54℃/s。在熱軋帶鋼中間冷卻(IC)、機架間冷卻(ISC-InterStand Cooling)也隨著控制軋制技術發展得到應用,不僅可用于提高管線鋼的控制軋制生產效率,還可用于IF鋼的鐵素體區軋制[7],極大提升了企業產品質量與產品品種范圍。
低合金及特鋼棒材生產:低合金棒材最大量的品種就是熱軋帶肋鋼筋[8],國內借助中-精軋機組之間的冷卻,結合軋后輕穿水(上冷床溫度840℃)或直接軋后輕穿水,開發了低合金熱軋帶肋鋼筋,實現微合金的少加或不加生產HRB400級普通鋼筋或抗震鋼筋[9]。現在多種冷卻技術在國內得到應用,可有效控制激冷層及鋼筋截面的硬度差,適應了新國標GB1499.2-2018的要求,減少了合金資源消耗[10]。特鋼棒材生產方面,免退火或減退火冷鐓鋼生產技術得到應用。中大規格優特鋼棒材受生產工藝限制,往往需要借助鍛造或熱處理實現對鋼的組織與性能進行調整與控制,生產的流程長、能耗高。針對傳統中大規格棒材生產線布局緊湊和生產節奏快的特點,北科工研在開發了控制軋制工藝與裝備,在不影響軋線生產節奏和產量的條件下,可以實現對棒材中心疏松、奧氏體晶粒度和相變組織的綜合控制,直徑120mm以上非調質鋼棒材奧氏體晶粒度可以達到6.5級以上,中心疏松0.5級以下,逐漸實現以軋代鍛目的。2013年起北科工研在張店鋼廠、承德建龍鋼廠、沙鋼淮鋼公司的棒材生產線開發應用了控軋控冷裝置。2019年9月起,在沙鋼淮鋼公司三軋車間采用45#鋼坯對單管式控軋控冷工藝和設備進行了熱試車,順利軋制了Φ60mm圓鋼,達到預期指標,目前投入了生產。2019年10月,在沙鋼淮鋼公司四軋車間連軋機組前的步進梁把停止在中間輥道上的1000℃的20m長中間坯托起,移動到緩冷輥道上面往復運行,待下一根中間坯停止后,步進梁重復動作,根據指令國內最大自動跨冷床移鋼機的吊鉤把在緩冷輥道上往復降溫后的中間坯吊回中間輥道,進入連軋機組和冷卻器,軋制出Φ115mm圓鋼,順利完成了熱試車[11]。通過該項操作可以在2min以內,降溫50~100℃,按照先后次序軋制中間坯,提高了軋制效率和產品質量,目前已經投入生產,這些技術推廣應用可以大幅度提高軸承鋼等特殊鋼的綜合性能,取得可觀的經濟效益。
高速線材:高速線材軋后冷卻分兩區,其一是軋后穿水冷卻-恢復段;其二是吐絲后的風冷/緩冷段。前者發揮抑制奧氏體晶粒長大的作用,后者用于控制相變和氧化皮等功能。隨著國產化的減定徑機組及雙模塊機組等低溫軋制裝備技術的開發與應用,高速線材的控制軋制實現了低溫定徑或減定徑軋制,終軋溫度最低可到760℃;軋后冷卻技術中,氣霧冷卻、水浴冷卻、低壓大流量風冷及其組合技術在散卷冷卻中得到應用,直徑12mm線材的冷卻速度可達到40℃/s以上,適應了軸承鋼、高合金鋼、高碳鋼的生產需求。最近高速線材的控軋控冷裝備應用了新裝備、新工藝,在控制方面,應用了溫度模型自動控制系統,對溫度進行閉環管理,可方便工人操作,發揮設備性能,提高產品的合格率及產品性能,降低了成本。
2015年,哈飛工業、天津先導、北京科技大學開發了高線雙模塊機組控軋控冷技術,在江蘇永鋼、河北辛集奧森鋼廠、昆明鋼廠等眾多高線生產線已經順利應用。在精軋機后兩段穿水箱后處,增加雙模塊機組,保證軋制速度由90m/s提高至105m/s(規格:Φ5.5~Φ6.5mm),產品精度提高至C級精度以上。
控軋控冷技術在1980年以來在全國已有很大的發展,近年來,采用控軋控冷生產鋼材近億噸/年,在造船、石油、天然氣輸送管道、鍋爐及壓力容器、鋼板樁、汽車、螺紋鋼、鋼絲繩、軸承、地質鉆桿、機械用鋼、建筑用鋼、道路用鋼、農林業機械用鋼等方面都有應用,其中板材占40%左右,棒線材占50%左右,管材和型材各占5%。通過本技術的推廣應用已大大節約了我國的釩、鈦和稀土等稀缺資源,發展微合金控軋控冷技術具有廣闊的前途。
4 發展建言
(1)控軋控冷技術及其結合形成的TMCP工藝技術是改善鋼材的力學性能的重要手段,可以說是鋼鐵業技術進步和實現產品升級換代的代表。采用智能信息化技術推動鋼鐵生產過程的智能設計與同步精準智能控制,形成基于新一代超密快冷技術的TMCP工藝,需要大力推廣應用低壓變頻系統技術裝備、全套高精度快速反應的溫度控制軟件、超密快冷SUPIC系統技術、中大規格優特鋼棒材控軋控冷技術、高線減定徑機組及雙模塊機組控軋控冷技術等智能化技術,探索出新的生產工藝流程、節能降耗、提高鋼材性能的新路子。
(2)要求相關各大學發揮研發高端技術的引領作用,與科研單位、鋼鐵企業進行多途徑合作,以社會需求為導向,一切為終端客戶服務,拼裝備水平和服務質量,加強對現場技術人員系統培訓,使其具備軟件修改、新功能開發能力,共同開發和優化新工藝,開發新裝備與開拓新市場相結合,實現降低成本這一終極目標,把單純的EPC和改造項目變成共同的項目和事業。
(3)堅持持續發展、創新發展戰略,把研究成果及時推廣用于生產實踐,促進TMCP裝備國產化進程,把國家急需用鋼作為研發首選,同時培養急需的高級專業工程技術人員,提升我國鋼材新產品研發的水平,促進我國鋼材制造業的發展壯大,早日使我國成為真正的鋼鐵強國。
猜你喜歡
江蘇安全生產(2022年9期)2022-11-02 07:01:24
中國化肥信息(2022年7期)2022-08-31 01:28:54
山東冶金(2022年2期)2022-08-08 01:50:42
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉民(2017年6期)2018-01-31 02:22:28
消費導刊(2017年24期)2018-01-31 01:29:23
中國制筆(2017年2期)2017-07-18 10:53:09
現代企業(2015年4期)2015-02-28 18:48:06
汽車零部件(2014年11期)2014-09-18 11:57:16
