鋁合金表面激光處理溫度場數值模擬
2022-06-13 08:38:34黃初煥王莉婷
內燃機與配件 2022年7期
0 引言
表面微結構能夠提高鋁合金與PP+EDPM-T20的連接,一些學者先后提出了多種金屬表面微結構制作方法,如噴砂、噴丸和化學處理
。但是,上述微結構制作方法工藝復雜,且不環保。激光加工材料表面微結構過程中,激光加工具有能量密度高、工件熱影響區小以及自動化程度高等優點,構造金屬表面微結構時激光加工技術越來越受到研究者的重視
。
激光掃描熱處理是一個極其復雜的物理化學過程,在這一個過程中,同時伴隨著熱量的傳導、對流和輻射的發生。與其他熱源相比,激光熱源的能量密度相對較高,激光掃描熱處理過程中加工區域及周圍的溫度場是非常不均勻和不穩定的。因此,想要系統地研究激光掃描熱處理過程中溫度場僅通過工藝試驗是無法完成的。數值模擬技術可以利用有限元方法對激光掃描熱處理熱過程進行數值計算,對揭示激光掃描熱處理熱過程有著積極的指導意義。本文采用有限元方法分析了掃描速度和激光功率對激光表面熱處理溫度場的影響,并對鋁合金和塑料間的連接強進行測試,為提高鋁合金與車用聚丙烯/三元乙丙橡膠共混合材料(PP+EDPM-T20)的連接提供理論參考。
1 實驗及方法
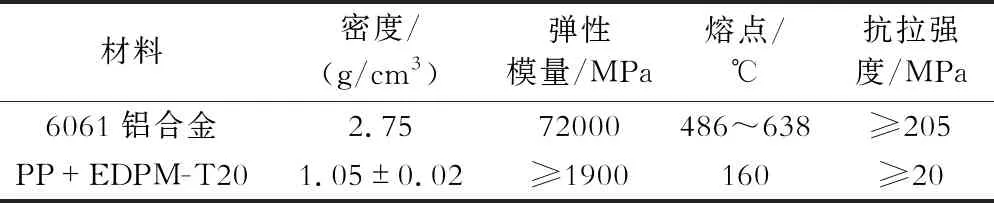
試驗金屬材料選用鋁合金,塑料選用聚丙烯/三元乙丙橡膠共混合材料(PP+EDPM-T20)。采用光纖激光器,型號為YLPM-1x200-20-20,其主要激光工藝參數:激光功率30W~60W,激光掃描速度為1mm/s~3mm/s,熱源大小為0.5mmx0.5mmx0.5mm,兩種材料的物理屬性如表1所示。
3.3 臟腑生成供養 腦的生成有賴于先天精氣和后天水谷運化而出的津液。《靈樞·經脈》[66](117)曰:“人始生,先成精,精成而腦髓生”。《靈樞·五癃津液別》[66](255-256)云:“五谷之津液,和合而為膏者,內滲入于骨空,補益腦髓”。《素問·六節藏象》[68](66):脾、胃、大腸、小腸、三焦、膀胱者,倉廩之本,營之居也,名曰器,能化糟粕,轉味而入出者也,飲入于胃,除了脾胃的受納運化外食物精微的運化與腸道的關系更加密切。《素問·靈蘭秘典》[68](75)大腸者,傳道之官,變化出焉。小腸者,受盛之官,化物出焉。由此可見腦與腸兩者之間存在生理聯系。
2 有限元數模型的建立
2.1 激光熱源模型的建立
激光熱源模型是施加在工件上的熱輸入在時域和空間域上分布特性的數學表達。激光掃描熱處理數值模擬中熱源模型的選擇直接關系著高溫熱物理性能、熱流分布參數,熔池現象等復雜問題的研究
。因此,在對鋁合金進行激光掃描熱處理數值模擬時選取合適的熱源模型是至關重要。
激光表面處理溫度場分析可用非線性瞬態熱傳導的三維溫度場微分方程來計算,如式(2)所示
:
但是,這種令人激動的前景只是一廂情愿的幻象而已。《高興》從第8分鐘開始到8分50秒,短短的50秒中,用了29個鏡頭來展現劉高興和五富剛到西安時的印象,其中大部分鏡頭采用了快速切換的剪輯手段:立交橋、交通路牌、大樓、商場、櫥窗里的漂亮模特、街道、人群,組成了令人眼花繚亂的都市景觀。然而,當鏡頭穩定下來以后,劉高興和五富卻走進了破落的棚戶區。創作者似乎在說,繁華的都市只能給農民工看一看,真正屬于他們的卻是棚戶區。都市為他們準備了特定的空間,他們和城里人的差異在他們到達都市前就已經形成了。
3D高斯熱源模型的熱流密度分布為
:

(1)
式中,
(
,
)為高度
平面上距離中心位置
處的熱流密度,
為熱源總的熱量,
為熱源的高度,
和
為高斯參數,其中
是平面
=
上的最大特征半徑,
是平面
=
上的最大特征半徑。
授課形式單一 對于機器人技術的授課形式目前是教師課堂講授為主,以灌輸式教學占據主導地位,教學過程單調死板。如對于機器人手腕講解,教師按課本知識盡管講解很詳細,學生還是不能很好地理解機器人手腕的翻轉、俯仰、偏轉的具體位置和方向,想象不出關節的旋轉角度為360°以上是怎么樣的。這種單一的授課形式不能適應機器人學現代教育教學的需要,遠遠落后于機器人技術的快速發展,結果是課堂上都是教師“一講到底”,學生擺脫不了“上課記筆記,下課對筆記,考試背筆記”的狀況。
從式(1)中可以看出,3D高斯熱源面能量分布與激光能量分布較接近,同時又具備了與雙橢球熱源類似的體熱源特性,因此3D高斯熱源更適合于模擬傳統激光熱源。因此,本文采用3D高斯熱源模型作為激光表面熱處理數值模擬的熱源。
2.2 激光表面處理傳熱模型
2.2.1 三維瞬態熱傳導方程
當關鍵工序的類型為塊內工序時,必須滿足條件式(3),所移至的位置,可用機器空閑時間不能為0,將其前移至塊首工序以及同機器其他工序之前,以及后移至塊尾工序以及同機器其他工序之后,如圖10b所示。
激光加載部分的線熱源,一般選用高斯分布的錐形體熱源模型來代替。3D高斯熱源模型是一系列的2D高斯熱源在熔深方向上的疊加,每個界面的熱流分布呈高斯分布,表現為中心能量高,四周能量低,主要應用于模擬激光等焊縫較深、熔寬較窄的熱源。

(2)
式中,
(
),
(
),
(
)為待加工工件材料沿
,
,
方向上的熱傳導系數;
(
)為材料的密度,
(
)為材料的比熱容,
為激光加工時內熱源的能量密度。
楊鵬的父親是一位建筑師,他十分重視讀書對孩子的影響。每個月,父親都會拿出工資的一半用來買書訂報。為了吸引兒子對閱讀產生興趣,他還想了很多有趣的法子。楊鵬記憶中最為深刻的就是,他很小的時候,父親給家中的書櫥做了個電動卷簾,一按開關就會自動收起放下,引得小楊鵬經常跑到書櫥邊去玩,時間久了,他想對書櫥中的書不產生興趣都難。
在實際的工程應用中,不僅要獲得上述方程的通解,更要獲得同時滿足熱傳導方程和附加條件的特解。通常,瞬態熱傳導問題的定解有兩個條件,即邊界條件和初始條件。
教書育人是一個漫長而艱巨的工程。作為高中地理教師,筆者深深感到地理教學的任重道遠,它需要我們不斷研究學生的特點,發現教材的變化,探索出符合學生和課改要求的新教法,提高地理課堂效率,減輕學生的課業負擔,符合日新月異的現代教育發展的需求。這個過程中,既有付出的艱辛,也有收獲的喜悅,也深深體會到地理教學的樂趣,同時發現教學中總有挖掘不完的東西,時時刻刻都有超越自我的快樂和成就感。
使用SYSWELD對激光構造鋁合金表面微孔陣列過程進行溫度場分析,首先建立尺寸20mm * 10mm * 1mm的軸對稱三維實體模型,激光熱源對稱掃描,并對其進行網格劃分。激光表面熱處理是一個受熱不均勻的表面加工過程,這是因為工件被加工位置溫度梯度較大,但距離加工位置相對較遠的區域由于熱量不能迅速傳播,該區域的溫度梯度相對較小。因此在劃分網格時,不能采用統一的網格大小。在加工區域及其附近區域采用加密網格,網格尺寸大小控制在0.3mm,而遠離加工的區域采用相對稀疏的單元網格,共有節點480064個。初始溫度設定為室溫20℃,激光能量輸入使用激光熱源模型,最終輸出瞬態溫度場。
第一類邊界條件:給定了邊界上的溫度值
。
=
(
,
,
,
)
(3)
其特殊的情況為等溫邊界條件,即物體邊界上的溫度相等。
第二類邊界條件:給定了邊界上的熱流密度值
。

(4)
第三類邊界條件:給定了邊界上物體與周圍介質間的換熱系數
及周圍介質的溫度
。
其特殊的情況為絕熱邊界條件,邊界不透熱。
(5)
式(3)、式(4)和式(5)中,
是邊界上的熱流密度,
是沿邊界法線方向的熱導率,
是邊界表面外法線方向上的距離,
是界面換熱系數,
是周圍介質溫度,
是已知邊界上的溫度。
在激光表面處理過程中,熱分析主要考慮第二類和第三類邊界條件,即邊界上的熱流密度、邊界上物體與周圍介質間的熱交換。熱流密度表示激光熱源的作用強度,熱交換是指工件與周圍環境之間輻射與對流的換熱。
2.3 試件有限元網格劃分
2.2.2 邊界條件常見的邊界條件可以歸納為以下三類
:
3 結果與討論
3.1 激光掃描速度對溫度場的影響
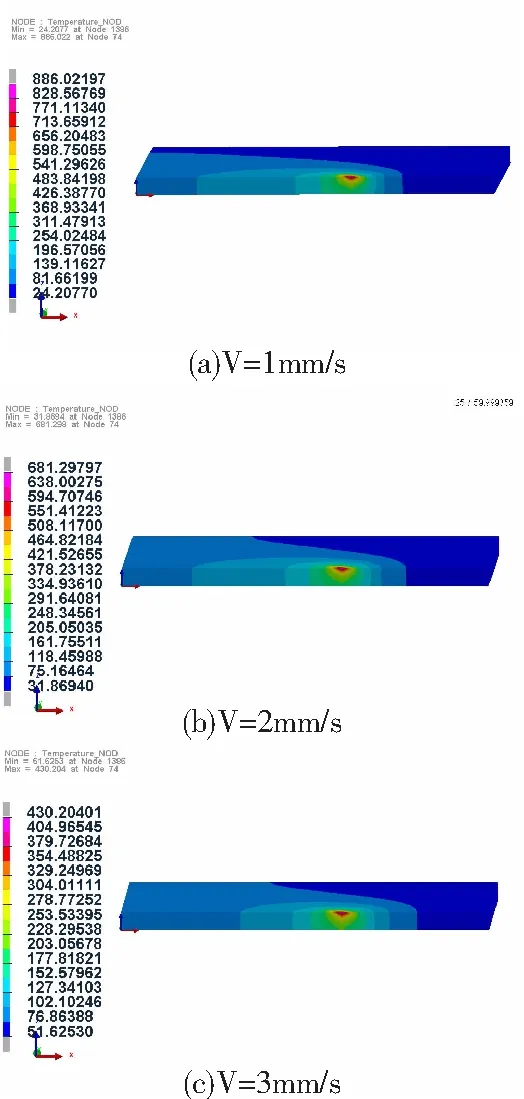
為分析不同激光掃描速度(V)參數下材料表面溫度場變化,模擬了激光功率為50W時隨激光掃描速度變化的溫度場,如圖1所示。從圖中可以看到,此時熱源處于工件中間位置,熱源較為穩定。試樣表面的溫度隨激光掃描速度的增大而減小,當激光掃描速度增大時,鋁合金工件表面接收激光能量的時間減少,因此溫度升高量減少。但掃描速度過大時,雖有利于提高加工效率,但從圖中可以看出,掃描速度為3mm/s時,熔池深度較小,這會降低鋁合金表面微結構深度,不利于提高鋁合金和塑料的結合面積,降低連接強度,因此在提高掃描速度的同時,需要適當提高激光功率。
3.2 激光功率對溫度場的影響
微觀組織的轉變主要取決于激光加工過程中溫度場的變化,因此模擬了激光掃描速度為2mm/s時隨激光功率(P)變化的溫度場分布。如圖2所示,試樣表面的溫度場隨激光功率(P)增大而提高,因為激光功率增大使得工件表面單位時間內所吸收的激光能量增多,因此工件表面溫度呈遞增趨勢。從圖中也可看到,激光功率越大,熔池深度越大,這有利于提高鋁合金表面微結構的深度,增加鋁合金和塑料的結合面積。但激光功率過大,鋁合金板受熱區域增大,鋁合金薄板易發生形變。

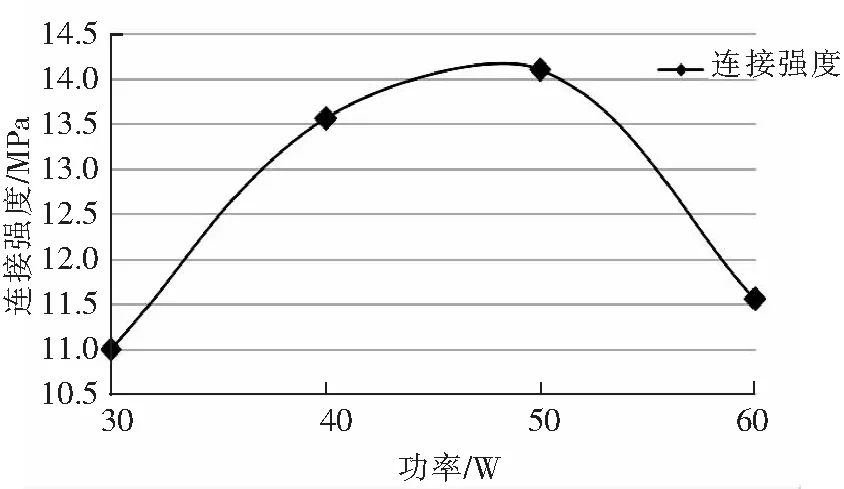
3.3 激光功率對鋁合金與塑料的連接強度的實驗分析
本試驗在使用激光功率(P)分別為30W、40W、50W、60 W時,所有的試驗都成功地使鋁合金與塑料直接連接成為整體結構。圖3為不同激光功率條件下連接強度變化曲線。從圖中可以看出,連接強度隨著激光功率的升高先增大后減小,當激光功率為50W時,連接強度達到最大值。這是因為隨著激光功率的增大,鋁合金表面微結構深度逐漸增大,使得塑料與鋁合金的結合面積增大,因此有利于提高連接強度。但當激光功率達到60W時,由于激光熱輸入較大,鋁合金厚度較小,使得鋁合金薄板發生形變。鋁合金在電阻爐加熱3min鐘之后與塑料板貼合時,由于鋁合金形變導致鋁合金的連接面與塑料的平面不能完全黏合,從而使兩種材料的連接面積減小,連接強度降低。
4 結論
(1)工件表面的溫度隨激光掃描速度的增大而減小,這是由于激光掃描速度變大時,試樣表面接收激光熱源的時間變短,因此熔池溫度降低。
(2)工件表面的溫度場隨激光功率增大而提高,因為激光功率增大使得工件表面單位時間內所吸收的激光能量增多。
第一次在每節管道安裝完成后,隨即進行接頭打壓,打壓合格后才能安裝下一管節。第二次每安裝3節PCCPL后,對之前安裝的第一根PCCPL接頭進行第二次打壓,這是對第一次打壓檢驗的復驗。打壓合格后,具備了接頭處外縫灌漿和土方回填條件。第三次在管頂以上土方回填50 cm后進行,檢驗管道在初步變形后是否仍符合要求,接頭打壓合格后,可進行內縫勾嵌。
(3)鋁合金與塑料的連接強度隨著激光功率的升高先增大后減小,當激光功率為50W時,連接強度達到最大值。這是因為隨著激光功率的增大,鋁合金表面微結構深度逐漸增大,使得塑料與鋁合金的結合面積增大。當激光功率達到60W時,鋁合金薄板發生形變,導致鋁合金的連接面與塑料的平面不能完全黏合,從而使兩種材料的連接面積減小,連接強度降低。
[1]丁文有, 何曉聰, 劉佳沐,等. 碳纖維增強聚合物-AA5052鋁合金三層板自沖鉚接性能[J]. 科學技術與工程, 2018, 18(25):5.
[2]程柏, 韓冰, 谷立山,等. 納結構的連續激光復合微納探針刻劃加工[J]. 光學精密工程, 2015, 23(7):8.
[3]Xu F , Liu S , Fan H , et al. Enhancement of the adhesion strength at the metal-plastic interface via the structures formed by laser scanning[J]. Optics & Laser Technology, 2019, 111:635-643.
[4]Haldar S , Sain T , Ghosh S . A novel high symmetry interlocking micro-architecture design for polymer composites with improved mechanical properties[J]. International Journal of Solids & Structures, 2017:S0020768317303025.
[5]徐飛, 田興友, 王化. 環氧SEBS膠黏劑的制備及性能研究[J]. 塑料科技, 2015, 43(5):5.
[6]武傳松. 焊接熱過程與熔池形態[J]. 制造技術與機床, 2008(7):1.
[7]張拓, 張宏, 劉佳. 激光-電弧復合焊接數值模擬的熱源模型[J]. 應用激光, 2016, 36(01): 58-62.
[8]Carslow H S, Jaeger J C, Morral J E. Conduction of Heat in Solids, Second Edition[J]. Journal of Engineering Materials & Technology, 1986, 108(4): 378.
[9]劉佳. 軌道客車用SUS301L奧氏體不銹鋼激光疊焊技術研究[D]. 長春理工大學, 2012.