側圍外板角窗面品生產可靠性提升
2022-06-15 11:21:52李眾長城汽車股份有限公司
鍛造與沖壓 2022年12期
汽車覆蓋件的沖壓制造過程中存在多種復雜機理,汽車外觀件因自身特征拉深成形過程中會產生局部應力不均,伴隨制件脫模過程回彈引發缺陷,主要缺陷有凹坑、翹邊、光影扭曲等現象。面品缺陷產生機理不僅與材料自身性能、成形特性—回彈相關,而且與現場制造生產過程合規性息息相關。針對不同造型需求量身打造獨立的工藝參數,針對生產工藝的特殊性提前識別風險,制定現場作業指導書,才能夠得到品質穩定可靠的產品。
問題概述
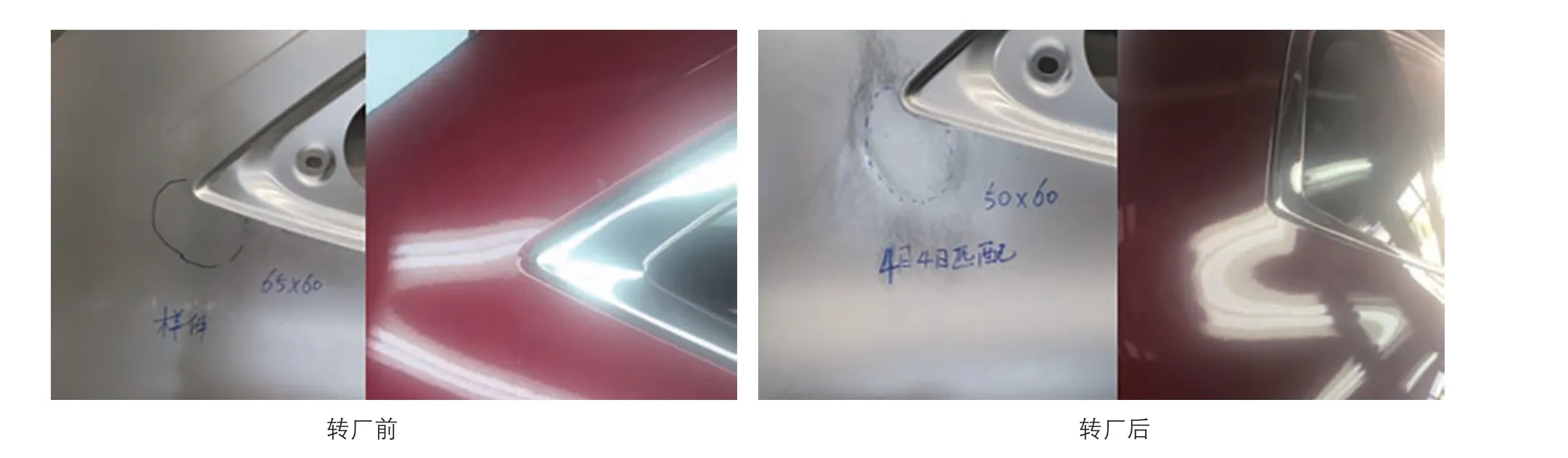
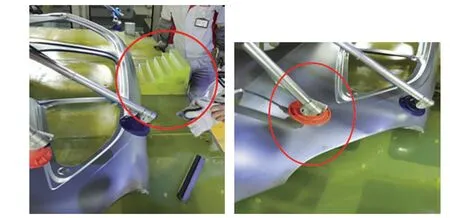
我司某車型,模具轉廠后匹配調試發現側圍角窗后下角出現高棱,且發生頻次100%。通過整車光影評價,轉廠前光影雖發生變化,但比較緩和。模具轉廠匹配后的制件光影狀態出現明顯波紋,不能滿足整車狀態,見圖1。
缺陷產生機理分析
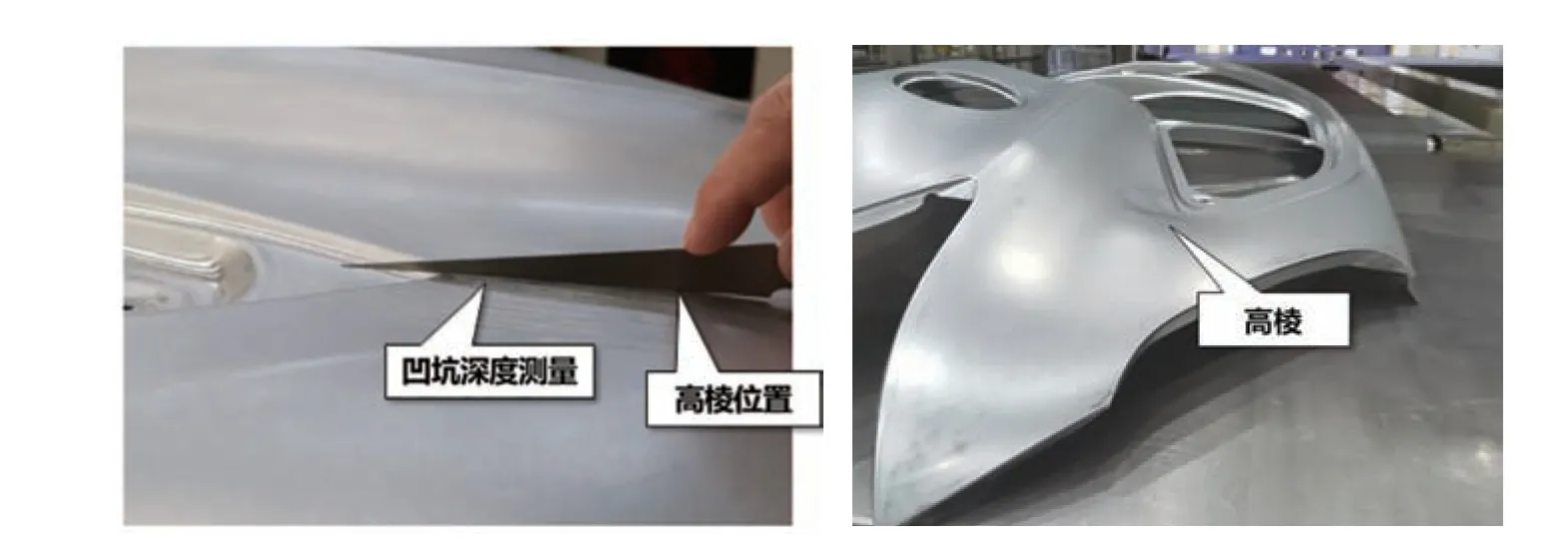
側圍模具全序在線調試時發現工序件高棱狀態不一致,且同工裝框里面的制件高棱大小也不一樣。高棱的大小可以通過角窗后部的凹坑深度值表示其嚴重程度,經組織光影評價,凹坑深度大于等于0.05mm時光影狀態不可接受。
側圍水平放置到傳送帶或平臺后,制件受自重影響下塌,產生不可恢復的塑性變形,出現高棱(圖2)。
應用大數據分析,在該系統設置“智能自校驗”、“零點驗證”、“零點標定”、“全生命周期分析”等幾項健康狀態自診斷功能,通過應用該功能,操作人員不必到現場逐臺獲取相應數據。該系統能夠實時獲取詳細數據進行儀表智能自校驗,并將診斷結果呈現給操作人員。這樣既可以提高維護效率和減少勞動成本,又可以延長質量流量計的使用壽命,使質量流量計運行始終處于最佳工作狀態。
沖壓各工序的調查過程
(5)施加一定應力后,ND鋼鈍化膜被機械破壞,導致基體遭遇更嚴重的腐蝕,而Corten鋼在相同情況下能依靠內側摻混殘存的少量合金元素形成的氧化物減緩腐蝕速率,因此,Corten鋼腐蝕速率更低。對耐腐蝕材料采取摻混合金及表面強化相結合的方式可能更有利于抵御應力對耐腐蝕性的削弱。
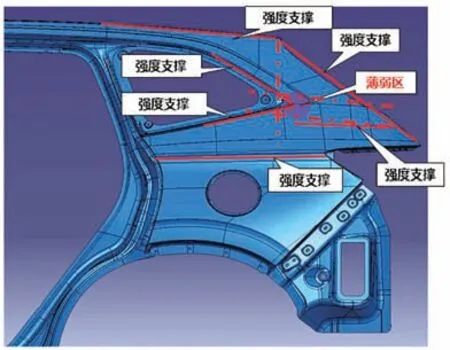
⑴角窗尖角位置超出上邊梁強度支撐區域;
角窗部位凹坑由兩個原因導致:材料成形、生產工藝。
沖壓成形階段
⑴拉深成形機理。
板料在受力被拉深時,內部晶格發生位錯,當拉應力大于晶格間分子力時,晶格位置發生不可恢復性位錯,即塑性變形。但此時晶格并沒有處在一個四周分子力平衡的位置,所以卸載后,晶格位置會有少量的恢復,以達到內部的平衡,此恢復的量即為回彈量,未能恢復的量為塑性變形量。
MDOS操作平臺要求臺站及時上傳制作報表所需的觀測數據、元數據,接收到疑誤信息后,及時查明原因,進行數據處理、反饋。實踐工作發現,雨量異常是比較常見的疑誤信息,本文總結出常見雨量疑誤信息的處理方法,供同行參考。
由于晶格內部分子力的平衡受造型及材料屬性的限制,晶格沿著自己被拉深的反方向移動時會受到阻力,這就開始沿著強度薄弱的區域釋放(由于受到造型的約束,晶格回彈力并不能全部釋放,殘留的部分為內部殘余應力),表現在宏觀制件上就會發生扭曲等變形。
通過這個拉深模型就得到一個公式:y= f(X
,X
),y 為制件形狀、X
為產品造型、X
為材料屬性。
角窗附近材料成形過程直線區流入均勻,拐角處材料流動成扇形變化,扇形區晶格應力狀態與周邊出現不均現象而產生凹坑。
但我們想要的是制件形狀與產品形狀一致,即y=X
。所以在材料不變的情況下方案只能是改變法則f 或是制作回彈補償。
⑵凹坑形成機理。
主要試劑:蛋白胨和牛肉膏(均購置北京奧博星生物技術有限責任公司),十二烷基硫酸鈉(SDS),NaCl、H2O2、磷酸氫二鉀、磷酸二氫鉀、溴酚藍、甘油、甲醇和無水乙醇(均購置天津市致遠化學試劑有限公司),瓊脂(海南省瓊海市長青瓊脂廠),丙烯酰胺、過硫酸氨、甘氨酸(電泳級)、冰乙酸和考馬斯亮藍(R250)(均購置天津博迪化工股份有限公司),三羥甲基氨基甲烷(Tris,天津市鼎盛鑫化工有限公司),N,N′-亞甲基雙丙烯酰胺和四甲基乙二胺(TEMED)(均購置天津市大茂化學試劑廠),Cry1Ac蛋白(純度96%)及其酶聯免疫試劑盒(上海佑隆生物科技有限公司)。
小白沒有笑,只是點了點頭,她的眼睛不時往電視上瞄,電視里正在上演一部才子佳人的言情劇。我說,我等會再講,你先看電視。小白趕緊把眼收回來說,你講你講,你講得蠻有趣的。我說,那我就繼續講下去。
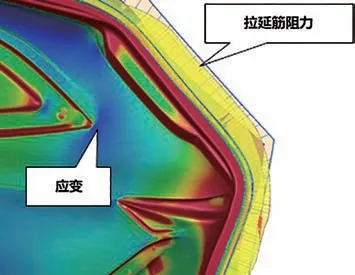
通過調整拉延筋(圖5)阻力調整角窗位置的成形應變以使板材拉深更加充分硬化來改變回彈法則,使形狀固化。
拐角形狀夾角越小扇形分布半徑越小,拐角處壓應力越大,導致應力不均更嚴重,角窗成形難度越大。
角窗拐角處形狀簡化為凹弧翻邊,制件脫模后拐角處型面有向上翹起回彈(反撓)的趨勢。外觀A面的剛性不能抵抗住翹起趨勢時就會引起面的變形,產生凹坑。
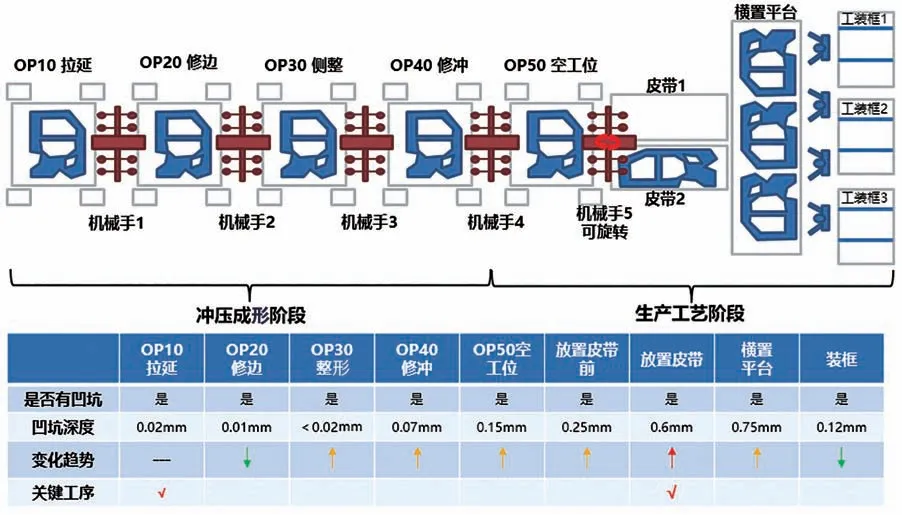
跟蹤生產過程(圖3),檢查各步制件狀態:拉延工序凹坑已經形成,后各工序都有變化,但制件放置到皮帶上,線檢打磨過程中對制件影響最大。
生產過程凹坑加重原理
⑷角窗上、下兩棱線強度高,角部A 面強度差,形成反差,產生應力集中,導致變形。
高棱的產生過程分為兩個階段,沖壓成形階段與生產工藝階段,影響主要因素為沖壓工藝、產品結構、生產工藝三部分。
⑵流水槽強度區與角窗上棱線呈水平狀態,未能給予支撐;
⑶角窗尖角處位于反凹造型邊緣,未能得到造型強度區域的支撐;
側圍水平放置到傳送帶或平臺后,制件受自重影響下塌,角窗向下沉,A 面位置強度弱,導致凹坑加劇,出現高棱,強度分析見圖4。具體原因如下:
控制面品措施
工藝方案
對本科護生進行循證護理理念培養必不可少,將其與真實病人PBL教學相結合,并應用于護生見習環節,有助于提高護生批判性思維能力,提高護生見習參與度,且與傳統見習模式相比,其在提高護生自學能力、發現問題和解決問題的能力及團隊合作能力方面認可度較高。
因此,教學中,教師務必關注學生,根據他們所需,及時將某些不合理或不完善的課前設計改為課堂生成。教與學,都應是靈動、活潑、睿智、曼妙的,應該是師生的共生共長。這種成長,并不是大張旗鼓、排山倒海、氣沖斗牛,而是不動聲色、順理成章、水到渠成,卻又堅如磐石。她讓師生都過上一種完整而幸福的生活,讓每一個生命都發揮其寶貴的價值。
調試方案
側圍角窗夾角半徑越小、材料流動阻力越大,A面應力分布不均勻易產生凹坑。模具優化方案采用強壓研合(圖6),使材料法相受壓,在強壓力下產生法相塑性應變。

產品設計措施
優化側圍結構面(圖7),與外飾件間隙做小到極限,避免角窗應力聚集一點釋放,減小A 面變形量。

生產過程措施
OP50 空工位支架,側圍B 柱上部增加限位塊,平衡側圍外板下落后接觸點,減小變形;增加抓手吸盤,避免制件抓取時受力不均導致的變形,生產過程措施見圖8。
生產工藝措施
改前:人工在傳送帶打磨檢測,制件受到壓力后產生塑性變形,高棱出現。改后:在線檢測更改為裝框后再檢測,此種方式檢測凹坑無變化,檢測方式變更現場圖見圖9。

效果驗證
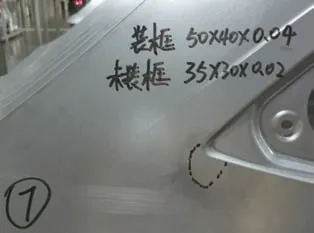
檢測100 件凹坑狀態,最大凹坑深度0.04mm;裝框后制件凹坑持續、穩定的控制在65mm×40mm×0.04mm 以內,滿足整車光影評價,完成圖見圖10。

結束語
影響汽車外覆蓋件面品的因素較多,其余位置缺陷真因分析及解決方案可借鑒上述角窗解決思路。從前期產品數模、工藝方案、模具制造調試、后期生產工藝等影響因素來分析缺陷的起因,從產品設計、工藝結構、模具制造精度、調試手法、線體生產工藝等方面控制面品。實際生產設計過程中,需要針對具體情況制定相應處理措施。
《盜墓筆記》是南派三叔寫的一部關于盜墓的網絡小說。在這本書中,南派三叔描述了一個完全不同于現實社會的神秘世界,充滿了諸如僵尸、鬼魂、護身符和罕見動植物等等神秘各異的事物。他運用大膽而富于想象力的語言向讀者呈現了一系列精彩絕倫的畫面。自出版以來,該書一直暢銷全國,開創了“盜墓時代”。近幾年來,本書所改編的游戲、電源、電視劇層出不窮,本書成了一個巨大的IP寶庫,具有可觀的經濟價值。同時,這部作品也吸引了很多國外讀者,很多喜好中國小說又精通雙語的國際友人自發將其翻譯成各種語言。
汽車外覆蓋件的面品直接體現了汽車制造企業的質量控制意識、品味,而沖壓外板鈑金是最直接的體現。在汽車市場紅海中企業要想有長足的發展,必須以品質作為立足之根本。