625 復合鋼管線焊接技術
2022-06-15 03:20:04陳不友袁啟東張凱峰
機電設備 2022年2期
陳不友,袁啟東,張凱峰
(深圳海油工程水下技術有限公司,廣東深圳 518067)
0 引言
某海洋石油平臺海底管線安裝工程項目采用的API 5L X65+INCONEL 625復合鋼管線,規格為:(φ168.3×9.5+3) mm,管內鎳基合金堆焊厚度為3 mm。復合鋼管線焊接技術直接影響到項目工期進度,為了能夠滿足項目焊接施工要求,在陸地預制前,對復合鋼管試件進行焊接工藝評定,按等強度(或強度偏高于母材)及鎳基合金成分相近或相同的原則選擇焊接材料。焊評試件焊縫執行外觀檢查、NDT檢測、機械性能與腐蝕試驗,檢測與試驗結果都合格,證明了所選用的焊接工藝可用于復合鋼管線焊接。
1 API 5L X65+INCONEL 625 復合鋼管性能分析
1.1 化學成分
API 5L X65+INCONEL 625復合鋼管化學成分見表1和表2。表1為復合鋼管X65材質的化學成分,表2為復合鋼管INCONEL 625材質的化學成分。

表1 API 5L X65+INCONEL 625 復合鋼管X65 材質化學成分(單位:%)

表2 API 5L X65+INCONEL 625 復合鋼管INCONEL 625 材質化學成分(單位:%)
1.2 機械性能
API 5L X65+INCONEL 625復合鋼管機械性能見表3[1]。機械性能主要有屈服強度、抗拉強度、延伸率及硬度值,都符合規范要求。
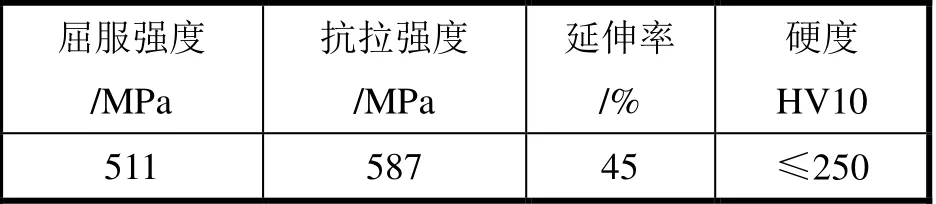
表3 API 5L X65+INCONEL 625 復合鋼管機械性能
1.3 焊接性能
API 5L X65+INCONEL 625復合鋼管線中Ni、Mo、Cr與Nb合金成分含量較高。復合材導熱率大,焊接時散熱快,焊接區域難于達到熔化溫度,并且在熔化溫度處的表面張力小,焊縫熔池流動性大,表面成形能力差。焊接時母材難熔合,易產生未熔合缺陷,工藝焊接性能差。因此,應采用大熱輸入、高能束的焊接方法,并采取焊前預熱工藝措施。
2 焊接材料的選用
根據API 5L X65+INCONEL 625復合鋼管材料的物理性能、力學性能、化學成分及焊接方法,按等強度(或強度偏高于母材)及成分相近或相同的原則選擇低氫焊接材料,低氫焊材產生的擴散氫含量最高值為5 ml/100 g焊縫金屬。選擇焊絲類別為ERNiCrMo-3,焊絲牌號為INCONEL 625,焊絲直徑規格為2.4 mm。鎢極類型為ThO2,鎢極尺寸為2.4 mm。氬氣純度≥99.99%。INCONEL 625焊絲化學成分及機械性能見表4和表5。

表4 INCONEL 625 焊絲化學成分(單位:%)

表5 INCONEL 625 焊絲機械性能
3 焊接人員
參與現場施焊的作業人員都需具有相應的、在有效期內的資質證書,根據ISO 9606-1:2017標準從實際焊接位置、材料等級和焊接方法等方面對焊接操作者進行考核,焊工證書由船級社簽發。焊工在作業前需認真了解焊接工藝規程要求。
4 焊接工藝評定
參照以往的成功焊接技術經驗,項目對API 5L X65+INCONEL 625復合鋼管試件進行了6G焊接位置的焊接工藝評定,試件焊縫做100%目視檢查、NDT無損檢測、機械性能與腐蝕試驗,焊接工藝評定由第三方船級社見證及簽發。
4.1 施工條件
焊接場所應做好防風、防雨和防雪等施工條件措施,風速不大于2 m/s。管內不得有穿膛風,管子兩端必須堵嚴實。所有焊接設備均應保持良好狀態,以防對焊接或臨近母材造成損傷。
4.2 組對與打磨
試件坡口下料采用機械加工,不得使用熱切割。焊接坡口應避免潮濕、油污、油脂、鐵銹和涂層等污染,坡口表面及距離附近母材內、外壁每側25 mm范圍內打磨干凈并露出金屬光澤,使用不銹鋼砂輪片打磨。試件對接時,一般應做到內壁齊平,如有錯口,其錯口值不大于1 mm。坡口型式V型,坡口角度為(60±5)°,坡口間隙為2 mm~4 mm,鈍邊為1 mm~2 mm。試件組對采用坡口內橋搭接方式。
4.3 焊前預熱
焊前預熱溫度≥50 ℃,加熱方法采用燃氣或者電阻加熱器,應在距離熱源對面坡口邊至少75 mm的地方測量預熱溫度。在開始下一道工序之前,在緊挨著坡口邊緣處測量的層間溫度不得超過規定的最大值,層間溫度應≤150 ℃。
該公司業務包括機械壓力機和液壓機以及落料線的設計、制造和銷售以及生產線的內部和外部組裝。產品設計和制造工藝執行德國標準和舒勒安全法規。在金屬板材成形領域,上海舒勒在整個中國市場享有極好的聲譽,汽車行業知名的客戶包括華晨金杯、長安福特、東風標致、廣州本田、一汽和上海大眾等。上海舒勒以其優異的固體成形/鍛造產品在中國市場占有牢固的地位。
4.4 焊接工藝
4.4.1 焊接方法
焊接方法為:GTAW,焊接方向為向上,氬弧氣體保護焊焊接時散熱快,熔池金屬流動性大,采用多層多道薄焊縫焊接工藝,可以有效避免產生未熔合、氣孔與表面咬邊等焊縫缺陷[2]。
4.4.2 氬氣保護
正面與背面都采用氬氣保護,正面氣體流速15 L/min~18 L/min,背面氣體流速20 L/min~25 L/min。為了避免焊縫根部被氧化,氬氣背面保護措施要做到位,不僅根部打底時需要充氬保護,第二層熱焊道仍需背面充氬保護。
4.4.3 焊接工藝參數
焊接的電流、電壓、速度與熱輸入等焊接工藝參數見表6,現場要求焊工嚴格按照焊接工藝參數進行施焊,熱輸入不得大于焊接工藝要求[3]。

表6 焊接工藝參數
4.5 氬弧焊封底

圖1 焊評試件焊接
1)氬弧焊的引弧和收弧應在坡口內進行,嚴禁在被焊工件表面引弧、試驗電流或隨意焊接臨時支撐物。
2)開始焊接時,應先引發電弧電熱母材,當呈現熔池后即填絲,并使焊縫加厚;然而,焊接速度不宜過快。
3)收弧時,焊接速度應適當減緩,以增加焊絲的填充量,待熔池填滿后不再加絲,同時應立即將電弧引至坡口邊緣快速滅弧;起焊與終焊點沿焊縫長度分布,不應重疊在同一部位。
4)施焊過程中,發現裂紋和氣孔等缺陷應徹底清除,不得采用熔化法清除缺陷;發現電弧不穩應立即檢查鎢極端頭形狀、氬氣流量、焊接電流是否符合要求;夾鎢時,應立即停止焊接,將其清除并更換鎢極;打底工作應一氣呵成,中途不應停止;打底焊縫完成后應進行外觀檢查。
4.6 NDT 無損檢測
試件焊接完成后對焊縫進行100%外觀檢查,無損檢測應在焊接完成24 h后進行,對焊縫分別做PT、UT與RT檢測,外觀檢查與無損檢測結果都合格,符合規范要求[4]。復合鋼管線現場焊接見圖2。
圖2 復合鋼管線現場焊接
4.7 機械性能與腐蝕試驗
根據規范要求對焊評試件的焊縫進行取樣試驗,試件焊縫主要做化學成分分析、拉伸、彎曲、宏觀腐蝕、硬度、V型缺口沖擊韌性、微觀組織與點腐蝕試驗。其中,V型缺口沖擊韌性試驗試樣缺口位置距焊縫中心、熔合線、熔合線+2 mm及熔合線+5 mm,單個沖擊值應≥38 J,平均值≥45 J。點腐蝕試樣件表面應打磨得較光滑,這樣可以減少表面受到腐蝕,點腐蝕試驗方法采用ASTM G48-11 Method A,點腐蝕試驗溫度為50 ℃,腐蝕時間24 h,腐蝕率應≤4.0 g/m2。焊評試件的機械性能與腐蝕試驗結果都合格,符合規范要求[5]。
最后,將合格的檢測與試驗報告形成焊接工藝評定,根據焊接工藝評定編寫焊接工藝規程,焊接工藝規程提供合理的焊接工藝參數用于復合鋼管線現場焊接。
5 結論
通過對API 5L X65+INCONEL 625復合鋼管試件進行焊接工藝評定,焊接工藝評定提供了可行的焊接工藝參數支持,用以指導施工現場的復合鋼管線焊接與焊工技能培訓,滿足了海洋石油平臺海底管線安裝工程的焊接技術要求,為復合鋼管線提供成功的焊接技術經驗。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24
