
基于比較法在外螺紋中徑的測量方法與應用
2022-06-15 03:20:02方大磊王立兵吳駿超
機電設備 2022年2期
關鍵詞:測量
方大磊,王 兵,王立兵,吳駿超
(上海船舶設備研究所,上海 200031)
0 引言
精密傳動螺紋是行星滾柱絲杠產品的核心傳動副,為保證穩定大行程輸出傳動,大多采用非60°的多頭非標螺紋,對多頭螺紋中徑一致性的要求非常高。針對行星滾柱絲杠類螺紋零件特點,在生產制造過程中,采用傳統三針測量法在設備上測量多頭螺紋、長螺紋需多次重復測量時,占用大量的生產加工時間,對工人技能水平要求高,且勞動強度高。改用比較測量法后測量效率能夠得到明顯提升,同時減輕工人勞動強度,對技能水平的要求相應降低,精度控制效果也非常好。
1 原理簡介
基本原理來源于傳統三針測量法,因此先對三針測量法展開介紹。
1.1 三針測量法
三針測量法是測量外螺紋單一中徑的傳統方法,廣泛應用于各種精密螺紋的測量,可借助于測量外徑尺寸的通用量具(如:杠桿千分尺、公法線千分尺和測長儀等),小螺距(導程)螺紋可直接使用千分尺兩端的測桿搭在三針上進行測量,大螺距(導程)螺紋則可以借助塊規搭在兩針一側,輔助測出M值,再減去塊規尺寸,通過計算得出被測螺紋中徑d2值,通過三角函數來推導一下螺紋中徑的通用計算公式,基本原理和計算參見圖1(在不考慮螺旋升角的情況下)。
圖1 三針測量法截面示意圖(單位:mm)
式中:M為三針測量值,mm;d2為螺紋中徑,mm;dL為測針直徑,mm;P為螺距,mm;α為牙型角,(°)。
綜上可知,在實際測量過程中,通常已知螺紋理論中徑d2和測針直徑dL(實際測量中測針的直徑不可能正好切在螺紋中徑位置,因此實際在選取測針時,應與牙槽相切位置盡量靠近中徑,有關測針直徑選取問題參照國家標準GB/T 22522—2021測量螺紋用米制系列量針,通過三針測出被測螺紋的M值即可計算出該螺紋中徑是否符合質量要求。因此,在實際應用中也可以直接給定對應指定測針直徑時的M值范圍,這樣既滿足設計要求又符合實際測量情況。
1.2 雙針測量法
雙針測量法顧名思義就是使用2根測針來輔助測量外螺紋中徑的方法,當螺紋圈數較少或者螺距較大,不便于使用三針法測量,則可以使用兩針來進行測量,測量方法可分為2種。
1)方法1:借助螺紋大徑,將2根測針放在同一面牙槽中進行測量,此時測量值定義為M’,基本原理和計算見圖2。

圖2 兩針測量法截面示意圖1(單位:mm)
式中:M’為兩針測量值,mm;d為螺紋外徑,mm。
綜上可知,通過兩針測出被測螺紋的M’值和三針測量法一樣再通過計算得出該螺紋中徑是否符合質量要求。此方法在實際測量時,對測量技能的要求更低,但會受到螺紋大徑公差和形位公差的影響,因此在測量前應確定該零件上道工序外徑公差離散情況,或者在測量螺紋M’值前先測量外徑誤差。
2)方法2:將2根測針分別放在螺紋兩邊牙槽中,此時測量值定義為M”,基本原理和計算參見圖3。
圖3 兩針測量法截面示意圖2(單位:mm)

綜上可知,通過此方法測量出M’’值的同時,也可以計算出中徑是否符合質量要求。此方法在實際測量時,對測量技能的要求要更高,測量時需找到最大的測量值,若手法有誤則會產生較大的誤差。
1.3 雙球比較法
基本原理和兩針測量方法二相同,只是用2個直徑相同的鋼球來替代2個測針,當鋼球與牙槽兩邊相切于最大點時即是兩針測量時的M”值,規避兩針測量可能出現的量具偏擺誤差問題。在實際測量應用中,可先用三針多次測量同一位置得出一個假定真值(平均值),然后用兩球去測這個真值得到兩球比較法的一個測量值;將該測量值作為比較法的比較基準,每次將實際測量結果與兩球測量的基準進行比較,來快速確定螺紋中徑是否合格。在實際應用中非常適合高精度長螺桿在線檢測,當需要全行程多次測量時,無需從機床上拆卸零件,即可實現快速、高精度的中徑尺寸評定。
2 雙球比較法應用
2.1 千分尺的選擇
雙球比較法用千分尺應選擇高精度快速測量千分尺做為主要測量工具。如圖4所示,該類千分尺的優點在于可以通過量塊和“5測力裝置”校準至一個給定的基準尺寸,然后用“3鎖緊裝置”鎖住千分尺,再通過按動“6活動測砧按鈕”快速與給定基準尺寸進行測量比較。該千分尺設計符合阿貝原則(被測尺寸測量軸線與量具測量基準軸線重合),同時測量過程中最大可能地減少了人為因素的影響,符合批量產品防呆檢查的要求。

圖4 高精度快速測量千分尺
2.2 輔具的設計與制造
測量輔具見圖5。
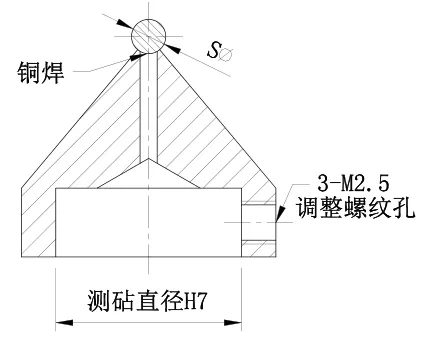
圖5 兩針測量法測頭示意圖
輔具主體材質采用沉淀硬化型不銹鋼,鋼球采用耐磨鎢鋼或軸承鋼材質,采用銅焊或粘結工藝將2部分固定在一起,鋼球直徑Sφ與被測螺紋選用的三針直徑相同或接近,將做好的輔具分別安裝在“1固定測砧”和“2測微螺桿”上,通過3個M2.5的螺釘調節鋼球中心大致在一條直線上,準備好上述工作后便可開始測量。
2.3 標準螺紋的選取
螺紋標準真值的選取類似量具的校準塊。在實際應用中,由于該應用采用比較的方法,無需嚴格制作標準螺紋的標準塊,僅需一個接近的螺紋,通過三針多次測量同一個位置,而后計算得出一個平均值,用該量具測量該位置,測出值即對應三針測量的這個平均值,并將該值定義為測量基準值。當用該量具測量其他零件螺紋得出一個實測值時,與測量基準值進行比較,便可間接掌握螺紋中徑誤差與測量基準值之間的差距,了解是否還需加工修正,以及需要修正的量。在實際使用中,可直接用于分析多頭螺紋不同頭的螺紋中徑差異和長絲杠不同位置的中徑差異等。
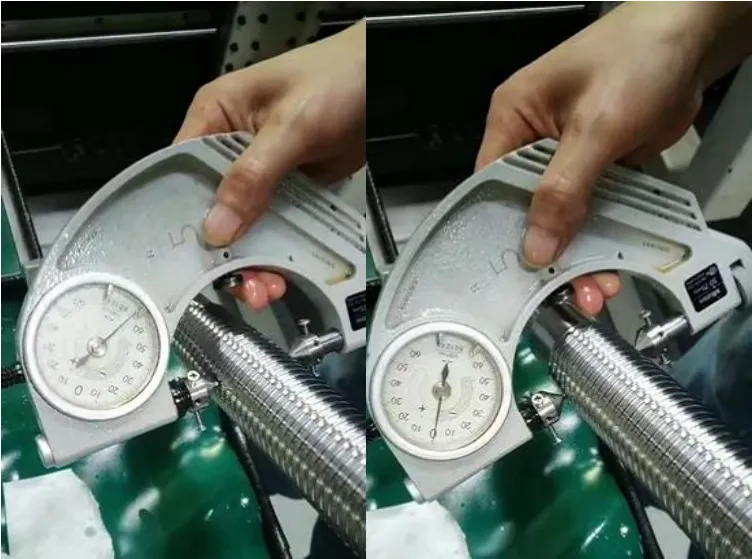
圖6 測量切入、測最大值
2.4 零件實測結果與三針測量的比較
現場加工5頭螺紋絲杠時,由于需要綜合考慮因零件裝夾與砂輪不垂直造成的中徑錐度、砂輪因螺旋線過長造成的磨損以及設備本身的多頭分度精度等誤差,需同時對長絲杠左、中、右3個部位以及0°、90°進行中徑監控(尤其在尺寸接近圖紙要求的磨削后期),也就是1根絲杠在設備上一次需要測量最少30次,用三針測量每次大約1 min(熟練工人),整體檢查一遍需要花費約30 min。改用該量具后一次測量約5 s,測量一遍需要花費大約3 min。在現場使用三針測量時,為了確認千分尺與測針是否擺正(其中,兩針和另外一針是在螺旋升角方向相互垂直),需要消耗大量的時間,而使用該量具鋼球是直接與牙槽相切,鋼球通過牙槽可找到最大值,簡單方便。
2.5 輔具應用限制
該輔具最適合進行大螺距或大導程外螺紋測量的,對于小螺距或小導程外螺紋(螺距小于1 mm),尤其是當螺距很小時,除了制造輔具困難,跨牙槽誤差也會變得很小,易卡錯牙槽。由于頭部鋼球需要與牙槽相切,因此不能用于矩形螺紋中徑的測量。
3 結論
該測量方法原理基于兩針測量法的拓展應用,但屬于比較測量方法,能夠有效實現現場螺紋加工后對中徑的快速測量,保證多頭長螺紋能夠在不拆卸零件的情況下,實現高精度中徑控制,并為螺紋加工節省了大量的測量時間。同時,該方法符合防呆法的要求,使檢測工作更加輕松、無需耗費大量時間進行技能訓練、不依賴測量人員的感官,可從千分尺表盤上直觀地讀出數值,解決了生產現場螺紋中徑一致性快速測量,同時適用于螺紋中徑的分組測量工作。
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
