船用柴油機(jī)活塞壽命研究
2022-06-15 03:20:02喬云杰譚勇敢姚俊杰
機(jī)電設(shè)備 2022年2期
喬云杰,譚勇敢,姚俊杰
(常州中車柴油機(jī)零部件有限公司,江蘇常州 213100)
0 引言
活塞是內(nèi)燃發(fā)動機(jī)中的關(guān)鍵零部件,其工作環(huán)境極其復(fù)雜,不僅承受高溫、高壓和高速運(yùn)動,還承受著高頻交變載荷。另外,也受著發(fā)動機(jī)的整體工作環(huán)境和工作狀態(tài)的影響。活塞的可靠性對內(nèi)燃機(jī)整體穩(wěn)定運(yùn)行具有關(guān)鍵影響作用,尤其隨著發(fā)動機(jī)功率密度的不斷提高,要求活塞具有高強(qiáng)度、高質(zhì)量以及高可靠性。
國內(nèi)外的專業(yè)廠家一直致力于高可靠性活塞的研究,大體可將活塞分為3個層次:1)基于工程應(yīng)用經(jīng)驗(yàn)發(fā)生的故障或質(zhì)量異常而開展的失效分析;2)對于新設(shè)計(jì)活塞的定壽研究;3)對正常使用活塞的延壽研究或維保研究。以下分別對3個方向的研究情況進(jìn)行介紹。
1 柴油機(jī)活塞典型的失效癥狀及對策
1.1 燃燒室過燒
燃燒室部位的溫度是整個活塞溫度的最高部位,一般情況下,長期使用后會在表面產(chǎn)生燒蝕的痕跡,圖1和圖2是國內(nèi)某300缸徑船用柴油機(jī)活塞由于過燒而導(dǎo)致開裂的失效照片[1]。

圖1 活塞燃燒室開裂

圖2 活塞避閥部位過燒
經(jīng)過理化、性能以及失效分析,認(rèn)為活塞燃燒室本身溫度較高,長期高負(fù)荷運(yùn)行會導(dǎo)致避閥坑部位過燒,同時在閥坑的圓角處產(chǎn)生大的熱應(yīng)力,逐漸產(chǎn)生微裂紋,裂紋不斷擴(kuò)展后就會導(dǎo)致活塞頂開裂。
減少過燒的對策有2種方式:1)減少高溫燃?xì)鈧鲗?dǎo)給活塞的熱量,通過在燃燒室面噴涂或激光熔覆熱障涂層可達(dá)到降低170 ℃的隔熱效果[2];2)加速活塞的本身熱量的傳遞,通過調(diào)整燃燒室壁厚、改善冷卻油路以及提高冷卻油速度等均可實(shí)現(xiàn)此目的。
1.2 環(huán)槽異常磨損
活塞環(huán)槽部位是最容易磨損的,絕大部分活塞的壽命取決于環(huán)槽部位的磨損情況。圖3和圖4是某缸徑為200 mm柴油機(jī)活塞在運(yùn)行近10 000 h后的磨損情況。

圖3 活塞宏觀使用情況
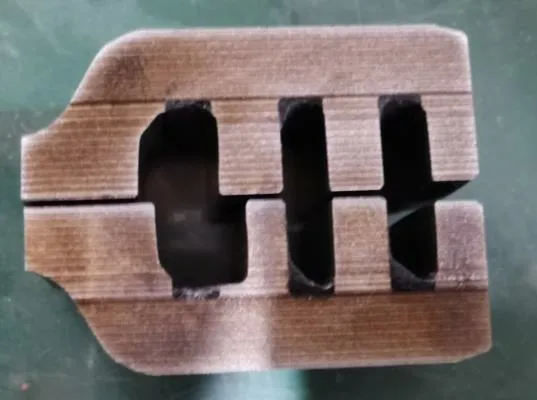
圖4 活塞環(huán)槽解剖后的形貌
由圖3可以發(fā)現(xiàn),活塞裙部外圓整體運(yùn)行磨合良好,但活塞頂積碳較嚴(yán)重,對環(huán)槽解剖后發(fā)現(xiàn),第一環(huán)槽磨損非常嚴(yán)重,且圓周方向上分布不均,經(jīng)過測量磨損量范圍達(dá)到2 mm~4 mm,其余兩環(huán)槽正常磨損,從圖4可以看出,環(huán)槽底徑部位積碳較多且硬。
經(jīng)過分析,認(rèn)為該失效的原因有很多,如發(fā)動機(jī)負(fù)荷高、燃燒異常、空氣中有雜質(zhì)、燃油及潤滑油中有雜質(zhì)等;其中活塞燃燒室側(cè)有雜質(zhì)的可能性非常大。另外該活塞已經(jīng)超過運(yùn)行1年的質(zhì)保期。
通過加強(qiáng)整個柴油機(jī)的清潔度控制,按照操作說明正常使用,按照維保手冊進(jìn)行保養(yǎng),可有效避免此問題發(fā)生。
1.3 活塞裙開裂
活塞裙開裂也是活塞失效的一種常見的模式,圖5為某柴油機(jī)組合活塞在運(yùn)行了700余小時后發(fā)生的活塞鋁裙開裂[3];圖6是MAN L23/30整體鐵活塞在運(yùn)行了20 000 h后,在某些船上集中爆發(fā)的活塞銷孔及中間加強(qiáng)筋骨處疲勞裂紋[4]。

圖5 鋁活塞裙開裂

圖6 鐵活塞裙開裂
對圖5的裂紋采用借助OLYMPUSSZX16型體視顯微鏡觀察宏觀斷口形貌,利用掃描電鏡觀察微觀形貌,找到裂紋源后通過能譜儀檢測源區(qū)成分,最后確定由于鑄造過程原材料產(chǎn)生縮松,鍛造后無法完全消除,當(dāng)存在于應(yīng)力集中區(qū)域后發(fā)生疲勞開裂。圖6開裂可能的原因是產(chǎn)品設(shè)計(jì)時安全系數(shù)偏低或者材料本身存在缺陷,在長時間運(yùn)行后產(chǎn)生疲勞裂紋。
針對活塞裙開裂的對策,一方面是加強(qiáng)產(chǎn)品制造過程中的質(zhì)量控制,減少材料缺陷的產(chǎn)生,提高產(chǎn)品一致性;另一方面是改進(jìn)產(chǎn)品設(shè)計(jì),優(yōu)化結(jié)構(gòu),提高產(chǎn)品的安全系數(shù)。同時,加強(qiáng)產(chǎn)品運(yùn)行過程中的檢查能夠有效控制失效導(dǎo)致的損失。
1.4 螺紋松脫
針對中低速柴油機(jī)活塞,螺紋連接普遍存在,如:組合活塞的螺栓連接副、整體活塞的螺紋堵頭連接等,在長時間使用過程中,螺紋副很容易發(fā)生松動失效。圖7是2013年前后某柴油機(jī)活塞在運(yùn)行了1年半到2年的時間后發(fā)生了螺母松脫的情況,圖8是MAN28/32、23/30等系列活塞發(fā)生的悶塞意外松動的示意圖,大多情況下是在運(yùn)行5年或者20 000 h運(yùn)行后被發(fā)現(xiàn)的[5]。

圖7 組合活塞螺母松脫

圖8 整體活塞悶塞松
由圖7可知:活塞螺栓沒有發(fā)生頸縮現(xiàn)象,在與螺母的連接部位螺紋被拉毛,且發(fā)生了折彎;經(jīng)過分析,認(rèn)為該活塞的連接螺紋型號為粗牙,自鎖能力較差,在較長時間的使用后在交變應(yīng)力作用下,逐步發(fā)生了松脫。圖8的松動經(jīng)過主機(jī)廠與活塞供應(yīng)商的分析,認(rèn)為是由于用于緊固悶塞的膠水老化導(dǎo)致的。
針對該活塞的螺紋,將其從粗牙優(yōu)化設(shè)計(jì)改為細(xì)牙后,未再發(fā)生螺紋松脫的現(xiàn)象。MAN公司在新的柴油機(jī)上采用了更強(qiáng)力的膠水Loctite2701代替之前的緊固膠水,有效減少了整體鐵活塞悶塞松脫情況的發(fā)生。
以上均是針對活塞在實(shí)際運(yùn)用暴露出的失效故障,通過失效分析,確定問題發(fā)生的原因,進(jìn)而針對性的提出改進(jìn)措施或?qū)Σ撸瑥亩岣吡嘶钊目煽啃裕_(dá)到甚至超越預(yù)期壽命。
2 活塞的定壽研究
活塞的壽命是指在正常工作條件下,產(chǎn)品能夠持續(xù)穩(wěn)定發(fā)揮正常功能的時間,其與活塞的質(zhì)保周期息息相關(guān)。相對于失效分析研究,活塞壽命的研究對于活塞的運(yùn)用更具有指導(dǎo)作用。理論上講,只有活塞發(fā)生故障后才能確定其壽命,而由于產(chǎn)品個體間的差異性以及使用工況的不同,每只活塞的壽命也不同,如何在產(chǎn)品批量使用前來確定它的壽命則更加復(fù)雜。新造或改進(jìn)的柴油機(jī)活塞可以參照以下路徑開展定壽研究。本文重點(diǎn)對仿真分析、試驗(yàn)測試和線路考核進(jìn)行詳細(xì)介紹。活塞定壽研究的技術(shù)路線見圖9。
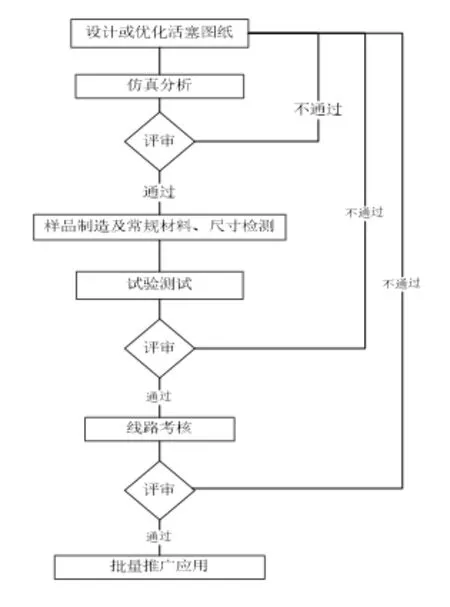
圖9 活塞定壽研究的技術(shù)路線
2.1 仿真分析
隨著三維仿真技術(shù)以及有限元分析軟件的發(fā)展與運(yùn)用,其對活塞可靠性研究的起著越來越重要的作用,其分析流程如下:利用Pro’E、UG和Catia等設(shè)計(jì)軟件完成活塞的三維造型,然后將此造型導(dǎo)入ANSYS、Abaqus等有限元分析軟件,將活塞、活塞銷、連桿以及組合活塞內(nèi)部各零件增加約束,考慮到溫度場、燃燒室壓力、內(nèi)部應(yīng)力以及熱機(jī)耦合后的載荷,設(shè)置好相關(guān)零件的材料參數(shù)及運(yùn)動參數(shù),通過有限元計(jì)算,便可以得到活塞的應(yīng)變和應(yīng)力圖,活塞的溫度分布、最大變形和最大應(yīng)力也能得出。通過最大應(yīng)力與材料的屈服強(qiáng)度比較,可以得到零件或某區(qū)域的安全系數(shù)。當(dāng)施加載荷為高周循環(huán)載荷時,可以得到高周疲勞應(yīng)力,與材料疲勞強(qiáng)度比較,能夠得出零件的疲勞壽命。
圖10 為某活塞在最大壓力負(fù)荷下各部位的應(yīng)力分布,此時活塞銷是最危險的零件,針對活塞其活塞銷孔上部靠近開檔處應(yīng)力最大,此部位安全系數(shù)最低[6]。圖11 是針對同一活塞設(shè)計(jì)的2種不同冷卻結(jié)構(gòu)的溫度分布圖,通過比較,采用盲孔冷卻結(jié)構(gòu)的最高溫度較低,且溫度梯度變化更平緩。

圖10 活塞最大壓應(yīng)力下的應(yīng)力分布
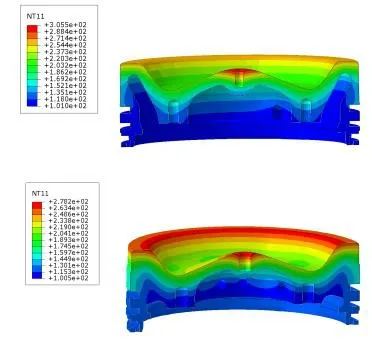
圖11 2種結(jié)構(gòu)方案活塞的溫度分布
2.2 試驗(yàn)測試
活塞樣件制造出并經(jīng)過尺寸、材料性能和化學(xué)成分等常規(guī)檢測后,還需要結(jié)合其壽命要求做各種試驗(yàn)測試,包括環(huán)槽強(qiáng)化工藝匹配磨損測試、活塞靜強(qiáng)度應(yīng)力測試、活塞殘余應(yīng)力測試、活塞快速壽命試驗(yàn)、活塞機(jī)械動態(tài)疲勞測試、單缸機(jī)試驗(yàn)和整機(jī)臺架試驗(yàn)等。
針對普遍存在的活塞環(huán)槽磨損嚴(yán)重問題,采用MPX-2000盤銷式摩擦磨損試驗(yàn)機(jī)對采用不同強(qiáng)化工藝的活塞環(huán)槽進(jìn)行對比試驗(yàn),從而選取磨損量最少的環(huán)槽強(qiáng)化方案[7]。
圖12是我司采用WS-3811型動、靜態(tài)多功能應(yīng)變儀,通過切割法對某組合活塞鋁裙的殘余應(yīng)力進(jìn)行測試,控制活塞的殘余應(yīng)力對其疲勞壽命有正影響。圖13是MAHLE公司利用動態(tài)疲勞設(shè)備測試活塞的疲勞壽命[8],主要是對活塞材料及結(jié)構(gòu)在機(jī)械交變載荷下疲勞壽命進(jìn)行驗(yàn)證。中國船舶集團(tuán)第七一一研究所針對缸徑為270的某新型高強(qiáng)化柴油機(jī)活塞,通過了1.5倍爆發(fā)工況的疲勞強(qiáng)度考核試驗(yàn),對活塞銷孔、頂裙結(jié)合面以及活塞裙等薄弱部位進(jìn)行驗(yàn)證,通過了耐久疲勞考核[9]。中車大連機(jī)車研究所利用IST活塞壽命快速試驗(yàn)裝置對某鋼頂鋁裙組合活塞的鋁裙銷孔部位疲勞開裂進(jìn)行了驗(yàn)證[7],裝置見圖14;采用高頻感應(yīng)加速熱疲勞試驗(yàn)裝置(見圖15)借鑒英國機(jī)車柴油機(jī)驗(yàn)收試驗(yàn)的方法和經(jīng)驗(yàn),通過1 500個加速熱疲勞壽命試驗(yàn)循環(huán),驗(yàn)證活塞頭的熱疲勞壽命滿足正常工作2.5年以上[10]。

圖12 活塞殘余應(yīng)力測試

圖14 活塞壽命快速試驗(yàn)裝置

圖15 加速熱疲勞試驗(yàn)裝置
中國船舶集團(tuán)第七一一研究所和中國北方發(fā)動機(jī)研究所等都有單缸機(jī)試驗(yàn)設(shè)備,可以根據(jù)活塞的缸徑及行程開發(fā)單缸機(jī)用于對活塞進(jìn)行試驗(yàn),單缸機(jī)工況與整機(jī)基本一致,是可靠性非常高的試驗(yàn)驗(yàn)證手段,通過單缸機(jī)試驗(yàn)可以測試活塞的溫度場、活塞與環(huán)及缸套的磨合情況、進(jìn)一步驗(yàn)證仿真分析后薄弱部位的磨損情況,評估預(yù)測活塞疲勞壽命。以上試驗(yàn)考核通過后,就進(jìn)入整機(jī)考核,對于小缸徑或缸數(shù)較少的柴油機(jī),以及不具備單缸機(jī)條件的生產(chǎn)廠家,可以直接用整機(jī)做臺架試驗(yàn)。
臺架試驗(yàn)考核包括可靠性試驗(yàn)和耐久性試驗(yàn),按照J(rèn)B/T 9773—1999和JB/T 51127—1999標(biāo)準(zhǔn)的要求,試驗(yàn)時間至少是1 000 h,試驗(yàn)后對樣件拆檢,檢查整機(jī)的磨損和損壞情況,發(fā)現(xiàn)問題時要精密測量活塞、活塞環(huán)和活塞銷等零件。
2.3 線路考核
柴油機(jī)的使用環(huán)境、使用工況不同,對活塞的壽命及可靠性影響較大,因此從可靠性角度考慮,活塞完全定型前還需要實(shí)際運(yùn)用考核,此時裝機(jī)量不宜過多。
在機(jī)車柴油機(jī)活塞領(lǐng)域,國內(nèi)外對定壽管理具有大量的工程應(yīng)用經(jīng)驗(yàn),也有明確的活塞壽命要求,如:國內(nèi)DF系列內(nèi)燃機(jī)車活塞的壽命為運(yùn)行30萬公里(約5 000 h),影響其壽命的主要因素是活塞頂環(huán)槽的磨損;2005年左右從國外引進(jìn)的HX系列內(nèi)燃機(jī)車活塞的壽命為90萬公里(約12 000 h),制約其壽命的主要是活塞裙的疲勞開裂失效。經(jīng)過多年的運(yùn)用考核,以上活塞壽命穩(wěn)定,可靠性高。
3 活塞的增壽研究
活塞的增壽研究分3大方向:1)對薄弱結(jié)構(gòu)或材料的優(yōu)化改進(jìn),提高產(chǎn)品本質(zhì)壽命;2)規(guī)范維修保養(yǎng),延長整體運(yùn)用壽命;3)利用再制造技術(shù),延長個體使用壽命。
3.1 提高產(chǎn)品本質(zhì)壽命
1)既有產(chǎn)品的匹配副協(xié)同提升。活塞環(huán)槽表面強(qiáng)化處理能夠顯著提高活塞的壽命,為更好的協(xié)同提升,活塞環(huán)材料優(yōu)選更耐磨的球鐵或采用端面鍍鉻工藝;缸套的表面珩磨紋路優(yōu)化,增加儲油和潤滑功能,可提升活塞外圓的磨損壽命。
2)材料缺陷的等級優(yōu)化提升。針對鍛造活塞,提高材料等級、確定原材料熔煉方式,控制P、S、H、O和N等有害元素的含量,可以減少或杜絕活塞開裂;針對鑄造鐵活塞,通過優(yōu)化澆注工藝,控制熔煉過程,可減少疏松、夾雜以及冷隔等材料缺陷,提升疲勞壽命;針對鋁活塞材料,在熔煉過程中增加精煉時間,提高澆注溫度,降低澆注速度,增加除氣效果可以有效減少疏松、氣孔缺陷,提升疲勞壽命。利用超聲波、射線探傷以及表面滲透或磁粉探傷手段,能夠?qū)θ毕莸燃夁M(jìn)行評定,確保材料滿足使用要求。
3)結(jié)構(gòu)優(yōu)化提升。通過運(yùn)用考核,對發(fā)現(xiàn)的壽命薄弱區(qū)域優(yōu)化改進(jìn),可有效提升產(chǎn)品壽命。如針對銷孔的磨損情況采用內(nèi)大外小的喇叭口形狀改善受力情況,減少表面壓力;針對頂裙裝配面的微動磨損情況,優(yōu)化活塞裙內(nèi)支撐面的型線,可改善磨損效果;根據(jù)活塞外圓的磨合情況,優(yōu)化型線和橢圓輪廓,增加表面微觀儲油槽,可減少磨損;針對活塞過熱或過燒情況,改善冷卻結(jié)構(gòu),增加冷卻效果,可提高活塞的使用壽命。
3.2 規(guī)范維修保養(yǎng)
MAN公司給出的柴油機(jī)維護(hù)說明書中明確規(guī)定了活塞的檢修周期和檢修內(nèi)容,如24 000 h后對活塞進(jìn)行狀態(tài)檢查,規(guī)定如果環(huán)槽超限,活塞頂必須報廢;滬東重機(jī)股份有限公司針對PA6活塞制訂了維保手冊,明確了6 000 h后檢修的內(nèi)容和報廢標(biāo)準(zhǔn),包括表面探傷及外觀檢查、環(huán)槽間隙及裝配間隙檢查和銷孔尺寸檢查等內(nèi)容,為保證產(chǎn)品可靠運(yùn)行提出了更換建議。通過定期的檢修,可以排除故障隱患,更換磨損零件,提升活塞整體使用壽命。
3.3 利用再制造技術(shù)
PA6活塞、EMD機(jī)車活塞,在環(huán)槽超限后可以通過將環(huán)槽車大再配以厚度增加的活塞環(huán)來實(shí)現(xiàn)活塞的增壽;GE公司的7FDL柴油機(jī)活塞,其銷套底孔分為3個等級,確保活塞裙銷孔超差后可以通過更換銷套達(dá)到延壽目的;Laser Cladding Singapore公司,采用了激光熔覆技術(shù)對某缸徑為200 mm的船用柴油機(jī)活塞進(jìn)行了環(huán)槽修復(fù),從而延長使用壽命;采用補(bǔ)焊或者鍍鉻的方法修復(fù)低速機(jī)活塞頭環(huán)槽已經(jīng)具有幾十年的工程應(yīng)用經(jīng)驗(yàn)。
增壽研究同時也要考慮到活塞的可靠性和匹配性,為了在安全性與經(jīng)濟(jì)性平衡,需要做大量工程經(jīng)驗(yàn)積累。基于豐富的壽命管理經(jīng)驗(yàn),考慮到鋁合金材料疲勞壽命曲線的特點(diǎn)以及國內(nèi)基礎(chǔ)工業(yè)水平,我司確定了鍛造鋁裙的強(qiáng)制報廢企業(yè)標(biāo)準(zhǔn),即使結(jié)構(gòu)尺寸和無損探傷滿足檢修規(guī)程要求,一旦達(dá)到報廢條件,便不再進(jìn)行檢修。
4 結(jié)論
1)針對船用柴油機(jī)活塞常見故障,研究其失效模式、失效機(jī)理以及改進(jìn)措施,針對性的解決了薄弱部位壽命問題,可滿足使用要求。
2)對于活塞的定壽管理研究給出了清晰的技術(shù)路線,從仿真分析、試驗(yàn)測試到線路考核,介紹了完整的流程和較為全面的內(nèi)容方法。積累大量的工程應(yīng)用經(jīng)驗(yàn),建立仿真分析、試驗(yàn)測試與線路考核間的相互驗(yàn)證關(guān)系,利用考核結(jié)果修正仿真計(jì)算和試驗(yàn)評估模型,是將來重點(diǎn)研究方向。
3)船用中速柴油機(jī)活塞的增壽研究相對較少,隨著柴油機(jī)負(fù)荷率以及強(qiáng)化系數(shù)的不斷提高,既有活塞的承載能力逐漸接近極限,通過優(yōu)化改進(jìn)、規(guī)范維保以及再制造技術(shù)等措施,可以增加使用壽命,滿足市場需求。
