表面微孔及內部管網結構促進聚醚醚酮與軟組織結合的體內實驗
2022-06-16 10:06:14馮曉珂白石柱趙銥民
實用口腔醫學雜志 2022年3期
關鍵詞:結構
馮曉珂 白石柱 趙銥民
聚醚醚酮(polyether ether ketone, PEEK)因良好的生物相容性和與人類皮質骨相近的彈性模量而被應用于醫學領域[1]。但由于其本身為化學惰性材料導致PEEK植入后和周圍的軟組織不能形成良好的結合。植入物的空間結構對其與軟組織的結合有重要的影響[2]。酸蝕后的PEEK植入動物體內后顯示其與骨組織的結合能力有所提升[3]。但僅僅是表面結構的改變并不足以滿足在頜面部缺損修復中應用PEEK植入來達到結合穩定、可靠的修復效果。因此,本研究擬利用數字化設計一種規則精細的內部管狀孔隙網結構, 3D 打印出樹脂代型再通過熱壓鑄成型技術精確制作具有對應的PEEK試件,對具有該結構的植入物表面進行酸蝕從而形成表面微孔結構,成為一種表面積內部雙空間結構改變的PEEK植入物,并進行新西蘭大白兔皮下移植實驗,對相應結果進行分析,為 PEEK 植入物的臨床應用設計提供理論基礎。
1 材料與方法
1.1 實驗材料、試劑及設備
PEEK(Ketron LSG, 美國);原子粒顯微鏡(D3100,Veeco Instrμments, 美國);接觸角檢測儀(EASY DROP K100, KRUSS, 德國);掃描電鏡 (S4800, Hitachi,日本);胎牛血清(HyClone, 美國);1%青霉素/鏈霉素(Sigma, 美國);高糖 DMEM (HyClone, 美國);PBS(HyClone, 美國);24 孔標準培養板(VWR,美國);金剛石線鋸(E312,EXAKT,德國);磨片機(E400CS,EXAKT, 德國)。
1.2 方法
1.2.1 PEEK試件的制備 試件分組:直徑為15 mm的圓盤:實心試件P(厚度3 mm)、管狀孔隙網直徑為1 mm的試件P1.0(厚度為3 mm)、管狀孔隙網直徑為1.5 mm的試件P1.5(厚度為3.5 mm)、管狀孔隙網直徑為1 mm的試件P2.0(厚度為4 mm)。3 組帶孔隙的試件中相鄰兩孔洞間的間隔與孔洞直徑相同。孔洞距離上下表面的距離分別為1 mm,即其內部支撐柱的上下邊緣距離上下表面的距離均為1 mm。
試件制備過程: (1)在Materialize Magic 22.0軟件中設計內部管狀孔隙網結構的試件; (2)3D打印設計好的試件的樹脂代型; (3)高壓水槍清洗樹脂代型中的支撐材料; (4)包埋樹脂代型; (5)茂福爐中850 ℃燒結失模; (6)加入顆粒狀PEEK原料并在400 ℃的鑄瓷爐中壓鑄; (7)清洗PEEK鑄件并拋光。噴砂去除鑄件表面包埋材料后用拋光砂紙拋光。
1.2.2 PEEK鑄件表面酸蝕 清洗拋光好的PEEK試樣分別在98%濃硫酸中酸蝕5 min,得到微孔表面分別為SP、 SP1.0、 SP1.5、 SP2.0的組。酸蝕后,用去離子水、丙酮、無水乙醇依次清洗 PEEK 試樣,去除表面殘留的濃硫酸。為了確保最大程度去除樣本表面的濃硫酸,一系列清洗過程后將試件放置在 120 ℃通風干燥爐中烘干4 h以進一步去除殘余濃硫酸。最后,沒有酸蝕的試件和酸蝕后的試件高溫(121 ℃)和高壓(0.12 MPa)滅菌為后續研究使用。
1.2.3 表面特征觀察 用掃描電鏡(SEM)對酸蝕前、后的PEEK試件表面進行比較。用無水乙醇對 PEEK 試件梯度脫水后干燥、噴金,然后在 SEM 下觀察、并對其表面做與去離子水接觸角實驗。
1.2.4 體內軟組織的結合實驗 用10 只雄性新西蘭大白兔,在其體內分別植入了P、 P1.0、 P1.5、 P2.0、 SP、 SP1.0、 SP1.5和SP2.0 組的 PEEK 壓鑄試件。
術后 4 周處死動物,取兔標本(10 只大白兔,每組10 個樣本),用4%多聚甲醛溶液固定。48 h 后,包埋、切片,然后用蘇木精-伊紅(HE)染色。最后在光學顯微鏡下觀察切片。
1.3 統計分析

2 結 果
2.1 實驗試件設計
如圖 1所示,試件是直徑為15 mm的圓盤,依據圓盤上設計的孔洞的直徑不同,對應的圓盤厚度也不同。相鄰兩孔洞間的間隔與孔洞直徑相同。孔洞距離上下表面的距離分別為1 mm,即其內部支撐柱的上下邊緣距離上下表面的距離均為1 mm。

圖 1 試件的設計圖及相關參數
2.2 3D打印結果
如圖 2第一行可見樹脂代型的表面以及內部管狀孔隙網中都充滿了支撐材料。圖 2第二行支撐材料清除后的樹脂代型,可見孔洞結構清晰且完整與設計圖一致。
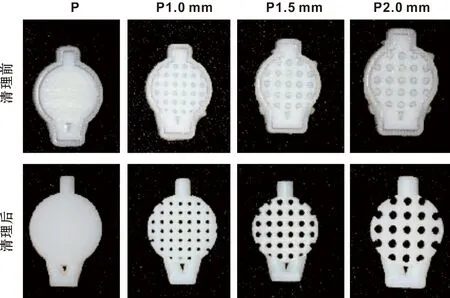
圖 2 3D樹脂代型中支撐材料清理前后對比
如圖 3所示,可見試件呈棕褐色,表面觀管狀孔隙網結構完整, 試件表面及內部均有包埋材料,鑄道和排氣道也較完整。第二行清理了包埋材料后的試件呈現PEEK原有的棕色,孔洞結構清晰完整。
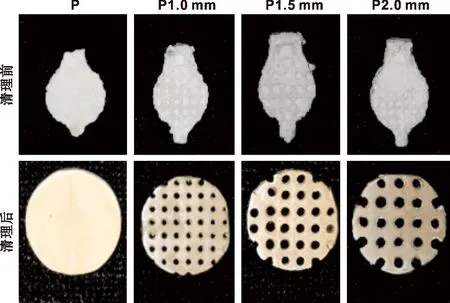
圖 3 最終壓鑄并清理后得到的PEEK試件
2.3 酸蝕結果
采用壓鑄成型技術制備的PEEK試樣,酸蝕前(A) P, 酸蝕后(B) SP(圖 4)。沒有用硫酸酸蝕的試件(P)在拋光后獲得鏡面光滑表面(圖 4)。硫酸酸蝕后的試件(SP)滿是更粗糙的白堊色表面(圖 4)。 兩組試件表面的 SEM 圖像如圖 5所示。樣本P光滑(圖5);而 SP 試樣表面比較粗糙(圖 5)。標本 P(86.068°±0.061°)的水接觸角明顯高于酸蝕后的試樣 SP(57.123°±0.202°)水接觸角(圖 5,n=6,P<0.001)。
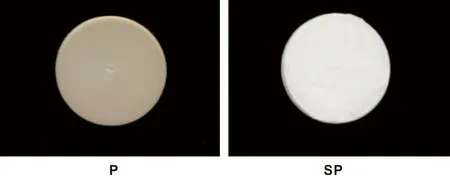
圖 4 PEEK鑄件酸蝕前后對比圖

圖 5 壓鑄的PEEK樣品的表面表征
2.4 動物皮下移植實驗結果
PEEK 在新西蘭大白兔皮下移植后4 周的取材。HE 染色結果表明,橫斷面和縱向截面視圖都顯示軟組織和 P 組的 PEEK 樣品之間有空隙形成,并沒有完全、緊密結合(圖 6)。但是在 SP 組的 PEEK 試件中沒有這樣的空隙。同時還可以觀察到部分軟組織長入 SP 組試件表面的酸蝕微孔中,這也增強了軟組織和 PEEK 試件之間的結合 (圖 6)。P1.0、 P1.5、 P2.0 組、 SP1.0組、 SP1.5 組和 SP2.0 組在橫斷面和縱向上均有軟組織在 PEEK 內部管狀孔隙網結構中生長。在 P1.0組、 P1.5組和P2.0 組(圖 6)中可以觀察到軟組織與 PEEK標本之間的空隙并沒有緊密結合,但在橫斷面上,SP1.0 組、 SP1.5 組和 SP2.0 組(圖 6)中看不到這樣的空隙,軟組織與 PEEK 試件結合緊密。此外, SP1.0、 SP1.5和 SP2.0 組的 PEEK 試件表面的酸蝕微孔中也可以觀察到有部分軟組織生長進入。HE 染色也顯示, P1.0和SP1.0組的PEEK試件中僅有部分軟組織生長進入內部的管狀孔隙網結構中,而 P1.5、 P2.0、 SP1.5 和 SP2.0 組的 PEEK 試件中有更多的軟組織長入。

圖 6 PEEK移植后4 周組織學觀察 (HE, ×40)
3 討 論
現有研究主要通過材料共混、表面改性等方式[4]解決PEEK和軟組織結合能力差的問題。但材料共混比例不同混合后PEEK復合材料的機械性能也不同[5]。且表面涂層在實際應用時涂層和PEEK表面的結合力有限容易剝脫[6]。
因此急需開發一種新的方法來提升PEEK與植入后周圍軟組織的結合能力。濃硫酸酸蝕可使PEEK表面形成微孔結構,這些微孔增加了PEEK表面的粗糙度,從而提升了其親水性,為細胞在PEEK上的早期粘附、增殖提供了良好環境[7],本實驗結果與此研究一致。規則的、內部交通的管狀孔隙網結構為營養物質輸送和軟組織長入提供了足夠的空間[8]。不同于單純的孔隙結構只能使軟組織長入后形成獨立的突起,這種相互交通的管狀孔隙網結構使長入內部的軟組織之間形成了交聯,整體與PEEK形成了較強的結合。現有PEEK的3D打印技術——FDM和SLS[9]包括CAD/CAM在內對于精細內部結構的PEEK的加工仍存在困難[10]。因此本課題建立了間接制作法,3D打印出樹脂代型,再用熱壓鑄制作PEEK試件。這樣的技術結合彌補了直接3D打印具有精細內部結構的PEEK的技術復雜和精度不穩定的缺點,同時成本更低,更適合在臨床中推廣。實驗結果表明,軟組織不同程度長入了PEEK內部的管狀孔隙網結構中,而且隨著管狀孔隙網孔徑的增大,長入 PEEK 內部的軟組織越多。而長入的軟組織越多,PEEK和軟組織之間的結合也就越緊密。
綜上所述,數字化設計、3D打印與熱壓鑄相結合的制作法所制備的具有酸蝕微孔表面和內部管狀孔隙網結構增強了PEEK在動物體內與軟組織的結合能力,為臨床加工制作PEEK提供了新的思路。
猜你喜歡
小獼猴智力畫刊(2023年4期)2023-04-23 08:49:58
哲學評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
中學生數理化·高一版(2018年1期)2018-02-10 05:20:03
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
七彩語文·寫字與書法(2016年7期)2016-07-28 21:40:22
七彩語文·寫字與書法(2016年6期)2016-07-15 19:36:34
人間(2015年21期)2015-03-11 15:23:21
現代企業(2015年9期)2015-02-28 18:56:50
