基于局部特征的數(shù)控加工工藝復用技術研究
2022-06-20 13:25:14黃鈺晨孫志暉王華昌李建軍
模具工業(yè) 2022年6期
0 引 言
隨著數(shù)字化技術的深度應用,在制造領域積累了豐富的CAD/CAM設計成果,為新產品的設計制造提供了寶貴的知識資源
。研究表明,在新產品的研發(fā)設計中,約有40%是重用過去的設計方案,約有40%是對當前已有部件的微小修改,只有20%是新設計,因此方便、準確地獲取和重用已有的相似設計成果,是提高產品開發(fā)效率和質量、縮短產品開發(fā)周期的有效途徑
。當前常見的工藝復用系統(tǒng)設計思路主要分為基于規(guī)則推理和基于實例推理,這2種方法雖然在一定程度上提高了企業(yè)數(shù)控加工的效率,但總體還存在數(shù)控加工工藝復用粒度粗、系統(tǒng)靈活性差、可移植性不高等問題。以下針對當前模具零件數(shù)控加工工藝復用系統(tǒng)存在的問題,提出基于數(shù)控加工特征模板的數(shù)控加工工藝復用系統(tǒng)。不同于傳統(tǒng)方式基于整個零件設計數(shù)控加工工藝復用流程,該方法針對零件的局部特征設計數(shù)控加工特征模板,實現(xiàn)了特征級別的數(shù)控加工工藝復用過程,提高了整個數(shù)控加工工藝復用系統(tǒng)的靈活性,擴大數(shù)控加工工藝復用系統(tǒng)的應用范圍。
人類通過億萬年的進化不斷完善自身各部位的功能,同時也將其帶入語言之中,如“shoulder”一詞,指人體的“肩部,肩膀”。古今中外,很多人都是利用這一部位的功能,達到“挑、扛、支撐”的目的。于是,“shouldered the boat”就表示“扛起船”,“shouldered the responsibility”表示“承擔責任”。這也表明,人體詞的功能特征是可以向抽象域映射的,產生的隱喻義也可以是動作性的。
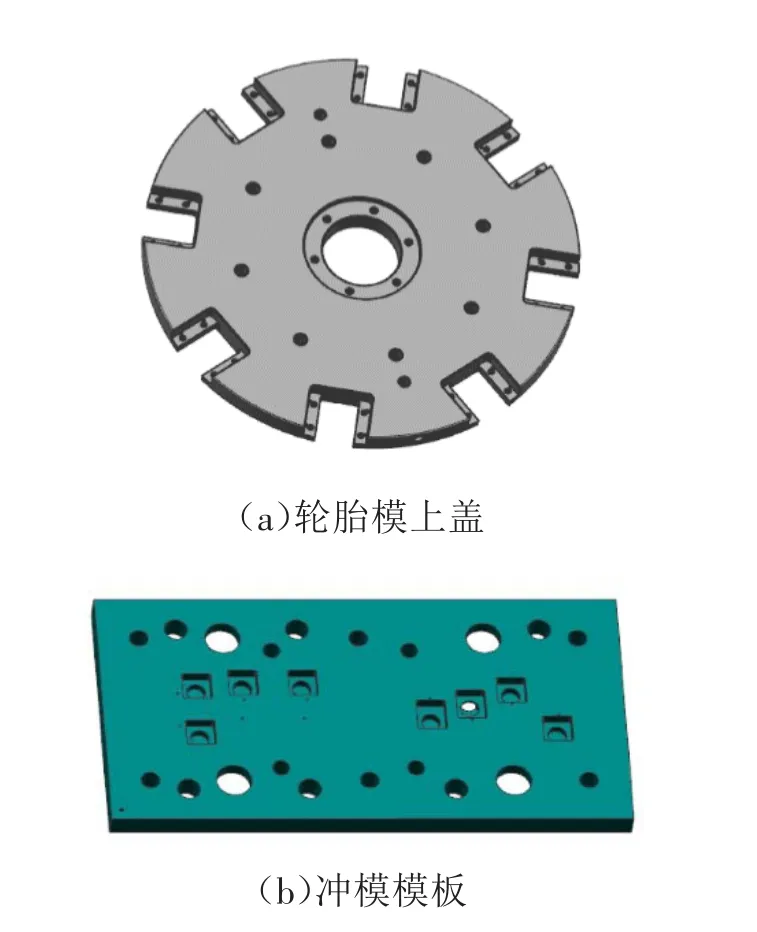
圖1(a)所示為輪胎模上蓋,圖1(b)所示為沖模模板。雖然2個零件在整體外形上存在差異,但是其局部特征都是以孔類和槽類特征為主,選用這2個零件作為數(shù)控加工工藝復用系統(tǒng)研究對象。
1 局部特征數(shù)控加工工藝復用系統(tǒng)
1.1 相關概念定義
系統(tǒng)設計一系列基本概念,包括數(shù)控加工特征、加工特征子圖、加工特征模板,各定義描述如下。
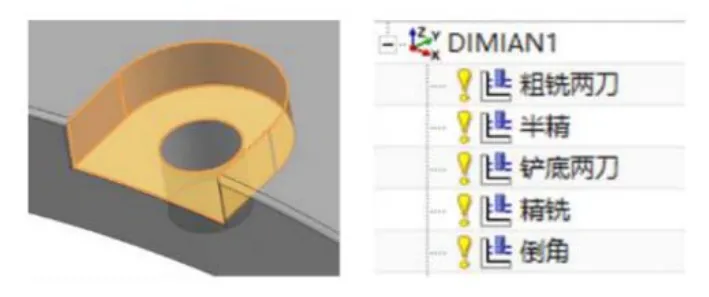
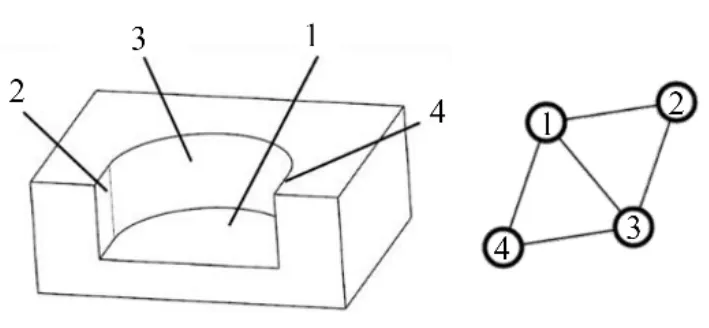
(1)數(shù)控加工特征:由1組相鄰面構成,且與1組數(shù)控加工工藝信息相關聯(lián)。通過關聯(lián)的數(shù)控加工工藝信息可以制造對應的數(shù)控加工特征。圖2所示為U形槽加工特征,其關聯(lián)數(shù)控加工工藝信息包括具體加工方法、加工刀具信息、切削參數(shù)等。
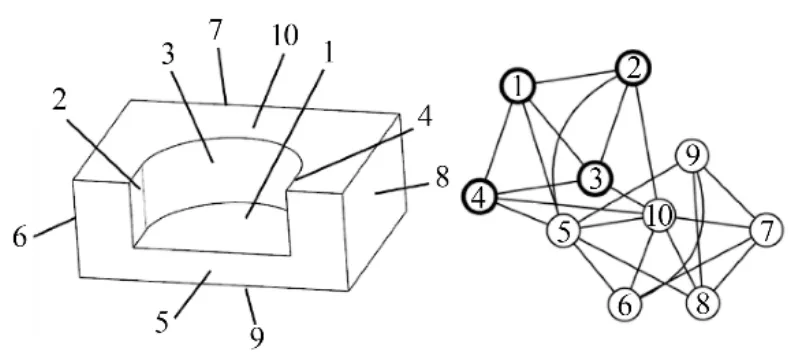
(2)加工特征子圖:利用加工特征組成面創(chuàng)建的屬性鄰接圖(maching feature graph,MFG),其定義為:

其中,
={
,
,
,…,
v
},代表圖中節(jié)點的集合,對于集合中任意元素
v
均有加工特征面
f
與其一一映射;
={
(
,
),
(
,
),…,
(
f
,
f
)},表示圖中邊的集合,對于集合中的任意元素
(
f
,
f
),均有加工特征面
f
、
f
形成的公共邊與其一一映射;
P
代表圖中面節(jié)點屬性的集合,包含面標識符、面類型等信息;
P
代表圖中邊的屬性集合,包含邊的類型、邊的凹凸性等信息。
6)異構數(shù)據的兼容性:針對不同綜自廠家和防誤系統(tǒng),可以針對不同的系統(tǒng)進行抽象建模,模型可以包容全部的重要信息和內部邏輯關系,保證信息的無遺漏傳輸。
(3)加工特征模板(machine feature template,MFT)為具體加工特征幾何拓撲信息與數(shù)控加工工藝信息的集合,其定義如下:

其中,MFG
為上述定義的加工特征子圖,用于表示加工特征的幾何拓撲信息;KB(knowledge base)為加工特征工藝知識庫,包含加工特征所有的數(shù)控加工工藝信息。
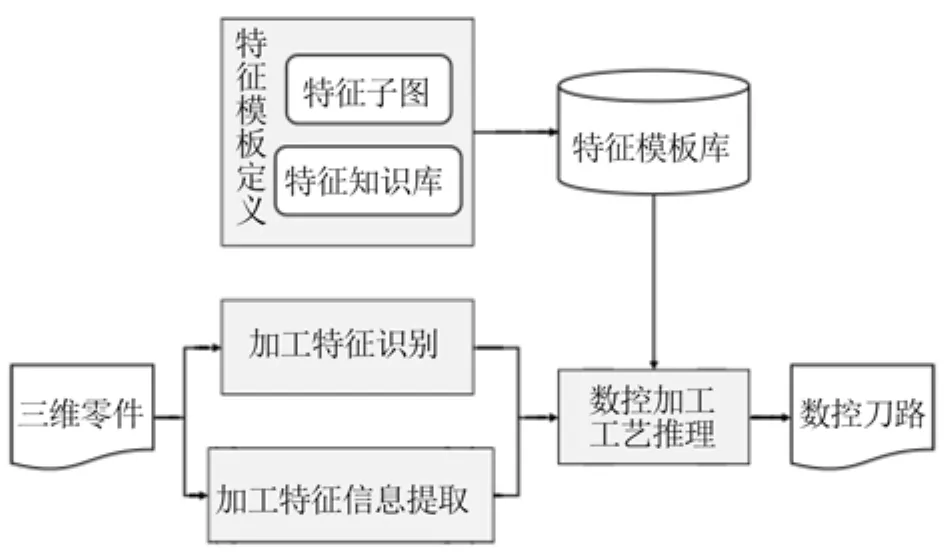
1.2 局部特征數(shù)控加工工藝復用系統(tǒng)總體設計
系統(tǒng)結構如圖3所示,主要包含加工特征模板定義、加工特征識別、加工特征信息提取和數(shù)控加工工藝推理4個部分。
基于專家系統(tǒng)的設計思想實現(xiàn)加工特征知識庫。作為人工智能領域一個重要的分支,專家系統(tǒng)是一類具有專門知識和經驗的計算機智能系統(tǒng),通過知識表示和知識推理技術解決領域專家才能解決的復雜問題。在基于規(guī)則的專家系統(tǒng)中,知識通常用一組規(guī)則表達,具有IF(條件)THAN(行為)的結構,將數(shù)控特征工藝知識庫表示為加工特征工藝庫與特征工藝規(guī)則庫的集合。
(1)設零件屬性鄰接圖為
,從特征模板庫中循環(huán)取出特征子圖
,直到特征模板庫遍歷完成。
數(shù)控加工工藝推理模塊根據輸入的加工特征信息,結合加工特征工藝知識庫,通過知識推理來模擬加工工藝決策過程,選擇合適的加工操作并設置加工參數(shù),完成數(shù)控加工工藝復用流程。
2 加工特征識別算法
2.1 特征識別流程
目前,常見的特征識別算法包括基于規(guī)則推理的特征識別算法
、基于圖的特征識別算法
和基于體分解的特征識別算法
等。采用基于圖的特征識別方法,通過子圖匹配的方式實現(xiàn)特征識別過程。同時為了減少圖匹配算法的時間復雜度,采用合理的剪枝規(guī)則對搜索過程進行優(yōu)化。整個特征識別模塊分為定義特征和識別特征2個部分,特征識別流程如圖4所示。
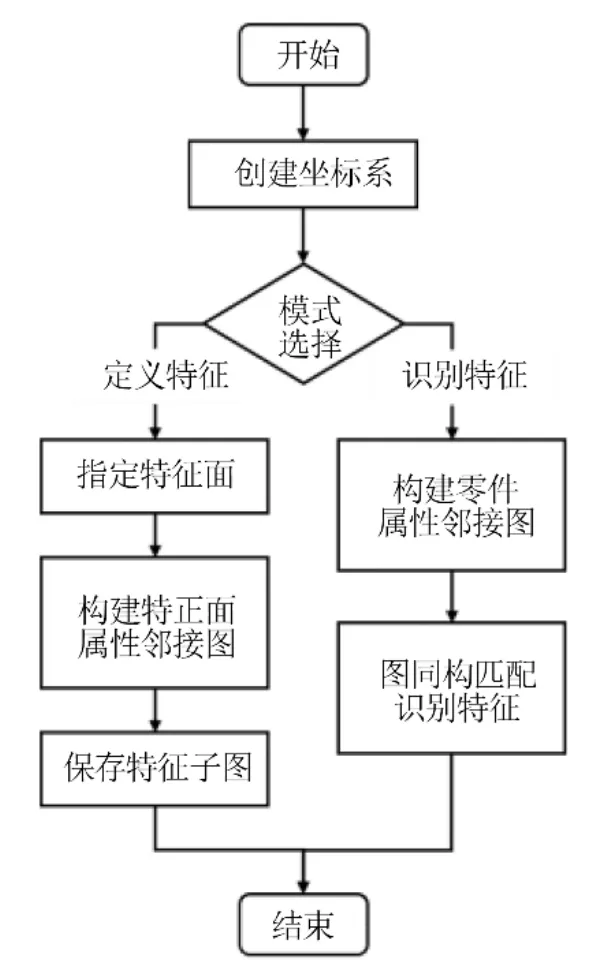
特征識別流程具體步驟描述如下。
(1)創(chuàng)建加工坐標系,確定加工特征刀具軸方向。
數(shù)據可視化的基本思想,是將數(shù)據庫中的每一個數(shù)據項看作是一個獨立的圖形元素,從而將大量的數(shù)據集合構成圖像,使得用戶可以發(fā)現(xiàn)隱藏在數(shù)據背后的信息并可進行交互式處理的方法、理論和技術。從而將復雜的數(shù)據信息得以更加直觀地表達出來。
年齡通過了顯著性檢驗,說明年齡對外出務工意愿具有顯著影響。年齡系數(shù)值為0.915,其實際意義為年齡每增大1年,其外出意愿為原來的0.915倍。0.915小于1,表明年齡越大,勞動力外出務工的意愿越小。青壯年勞動力的視野更開闊,對就業(yè)收入、行業(yè)及機會等有更高要求,被城鎮(zhèn)更多的就業(yè)機會、更高的勞動報酬所吸引,從而外出務工意愿更強烈。
特征識別完成后,另一個重要步驟是根據下游應用提取特征信息。在機加工過程中,需要根據加工特征幾何尺寸信息進行數(shù)控加工工藝決策。定義系統(tǒng)需要提取的基本加工特征信息,主要分為幾何類信息和參數(shù)類信息,如表1所示。
(4)提取零件所有面邊信息,計算面邊屬性,生成零件屬性鄰接圖,其定義與MFG
一致。
從Z公司孵化器業(yè)務發(fā)展的起步階段來看,雖然其孵化器業(yè)務經營情況還不理想,存在一定的問題,但一直以來,Z公司高度重視孵化器業(yè)務的發(fā)展,通過認真分析研究內、外環(huán)境,充分利用Z公司發(fā)展孵化器業(yè)務的有利條件,Z公司對孵化器業(yè)務進行了重新的部署和安排,使孵化器業(yè)務進入了快速發(fā)展階段,取得了顯著的成效。
(5)通過子圖同構匹配算法,將整個零件屬性鄰接圖與加工特征模板中保存的加工特征子圖進行匹配,根據匹配結果進行特征識別,結束特征識別流程。
2.2 子圖匹配算法
(4)根據當前匹配狀態(tài)
,選擇
、
中節(jié)點構成候選匹配對集合
(
),循環(huán)判斷
(
)中匹配對
p
是否為有效匹配對。若
p
為有效匹配對,則將匹配對
p
保存到
(
)中,更新匹配狀態(tài)為
′,基于匹配狀態(tài)
′創(chuàng)建搜索分支繼續(xù)進行匹配,搜索完成后進行回溯;若
p
為無效匹配對,選擇
(
)中下一個候選匹配對
p
,繼續(xù)進行有效性判斷。
基于搜索的圖匹配算法是當前圖同構判定算法中比較成功的一種算法,代表算法有Ullmann算法、VF2算法和Nauty算法
。其中基于VF算法改進的VF2算法通過在搜索過程中對搜索樹進行合理剪枝,使同構判定時間減少。以下基于VF2算法進行子圖同構匹配,算法具體步驟如下。
加工特征識別和加工特征信息提取是數(shù)控加工工藝復用系統(tǒng)的關鍵步驟,直接影響后續(xù)功能模塊執(zhí)行的效果。加工特征識別算法為局部特征匹配合適的加工特征模板,確定加工特征工藝知識庫。加工特征信息提取是算法對加工特征的幾何信息及參數(shù)信息進行提取,其結果作為工藝推理系統(tǒng)的輸入。
采用SPSS 17.0對數(shù)據進行統(tǒng)計學分析。荷瘤鼠體質量、抑瘤率、AI以及HE染色結果等計量數(shù)據采用 表示,多組數(shù)據組間分析應用單因素方差分析,每兩組間數(shù)據分析應用SNK-q法,組內數(shù)據正態(tài)性檢驗采用W檢驗。檢驗水準α=0.05(雙側)。
(2)若節(jié)點數(shù)
<
,則匹配失敗,回到步驟(1)繼續(xù)執(zhí)行。
(3)設中間匹配狀態(tài)
保存匹配過程信息,有效匹配對集合
(
)保存有效匹配對信息。
(5)若搜索過程中發(fā)現(xiàn)
(
)包含
中所有節(jié)點,保存當前特征識別結果,繼續(xù)搜索其他分支,直到所有分支搜索完成。
教育是國之重器、發(fā)展的根本,而卓越工程師計劃又是“新時代工科創(chuàng)新型人才”培養(yǎng)的方向、目標與根本,學科競賽是創(chuàng)新型人才培養(yǎng)的方法與途徑,也是提高學生實踐技能和動手能力的重要環(huán)節(jié)。我們的學生可以通過學科競賽來加深自己理論知識與創(chuàng)新實踐能力的融合度,提高自身在未來就業(yè)中的競爭力;學校則可以通過學科競賽來增強學校的科研創(chuàng)新能力,實現(xiàn)卓越工程師的培養(yǎng)目標。最終完成建設創(chuàng)新型國家和人才強國戰(zhàn)略目標,同時,也為社會主義現(xiàn)代化強國建設提供強大的人才支撐。
(6)當前特征子圖搜索完成,則回到步驟(1)繼續(xù)執(zhí)行。
匹配對的有效性判斷首先要滿足節(jié)點屬性和對應邊屬性的匹配。此外,為了加快搜索速度,需要提前對無法到達最終匹配狀態(tài)的分支進行剪枝優(yōu)化。由于研究涉及的圖匹配過程均為無向圖匹配,將文獻[7]中匹配規(guī)則進行簡化。
(2)若選擇特征定義模式,則轉到步驟(3)繼續(xù)執(zhí)行;若為特征識別模式,則轉到步驟(4)繼續(xù)執(zhí)行。
大劉點點頭,說道:“智者千慮,必有一失,人難免會有百密一疏呀,你想如果我們有了物業(yè)公司,配備了保安,強化了小區(qū)的規(guī)范管理,那再神的小偷也進不了我們的家門呀。”
為防止芯棒展寬過程中出現(xiàn)板坯料中間尺寸偏大,兩端偏小的情況,特制專用芯棒進行進一步展寬,展寬至寬度約為2000mm,高度約為440mm。


規(guī)則(3)表示節(jié)點
與當前匹配節(jié)點
(
)中節(jié)點的關系和節(jié)點
與當前匹配節(jié)點
(
)中節(jié)點的關系要一一對應。規(guī)則(4)中Card表示求集合中元素的個數(shù),該規(guī)則表示
在
(
)中的相鄰節(jié)點的數(shù)目需要≥
在
(
)中的相鄰節(jié)點的數(shù)目。規(guī)則(5)表示
的相鄰節(jié)點中不在
(
)中,且與
(
)中節(jié)點不相鄰的節(jié)點數(shù)目需要≥
的相鄰節(jié)點中此類節(jié)點的數(shù)目。
2.3 局部特征加工邊界獲取算法
(3)遍歷零件的所有面,從中選擇用戶指定的特征組成面,生成加工特征子圖并保存,結束特征識別流程。
納入標準:年齡為(57.37±9.02)歲;手術前未接受放療、化療等輔助治療,手術后根據需要行放療、化療等治療;有完整的病理資料和隨訪資料;手術后診斷病理結果為子宮內膜腺癌;知情并同意參與本研究的患者。排除標準:未行淋巴結切除術、有復發(fā)性子宮內膜癌及轉移性子宮內膜癌的患者;病理診斷結果為子宮間質肉瘤或伴有其他部位惡性腫瘤的患者;不同意參與本研究的患者。

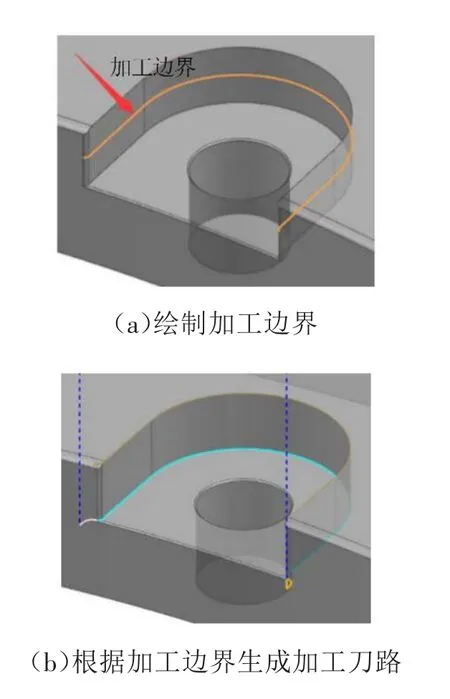
幾何類信息主要用于確定特征加工區(qū)域,根據信息子類別分別應用于不同的加工刀路策略。參數(shù)類信息主要應用于加工工藝決策過程,根據工藝規(guī)則選擇合適的數(shù)控加工工藝來確定加工特征。上述大部分特征信息可以通過B-rep模型中保存的幾何拓撲信息獲得,其中槽類特征加工邊界信息的獲取相對困難,針對一般的槽類特征,提出一種創(chuàng)建加工特征側壁面組相交線的加工邊界獲取方法,具體步驟如下。
(1)根據圖匹配結果得到零件加工特征組成面。將加工特征組成面中的所有側壁面按照環(huán)邊的凸凹性、連續(xù)性分組,獲得加工特征側壁面組。對于槽類加工特征的所有側壁面組,循環(huán)執(zhí)行以下步驟。
(2)遍歷側壁面組中側壁面的所有鄰面,找到該側壁面組的頂面與底面。
(3)創(chuàng)建輔助平面,該平面平行于側壁頂面與側壁底面,且保證輔助平面與側壁頂面與側壁底面的距離相等。
(4)獲取輔助平面與該側壁面組相交形成的相交線,將該相交線作為當前側壁面組的加工邊界信息。
圖7(a)所示為采用上述方法繪制的加工邊界信息,圖7(b)所示為根據上述加工邊界信息生成的2D加工刀路。
3 數(shù)控加工工藝推理
加工特征模板定義:根據用戶指定的加工特征組成面,生成加工特征子圖,與用戶提供的加工特征工藝知識庫一起構成加工特征模板。
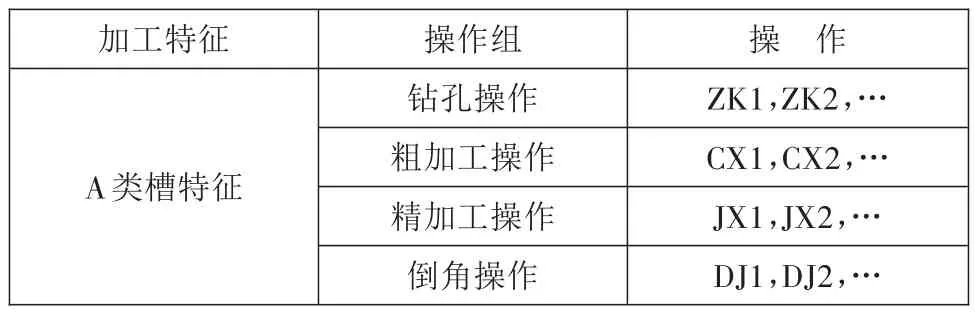
加工特征工藝庫是制造某一種加工特征需要的所有加工操作的集合。對于A類槽特征,其加工過程可能包含鉆孔、粗銑、精銑、倒角等系列操作。在不同特征尺寸及工藝條件下,粗銑操作可能包含粗銑槽底操作 1(CX1)、粗銑槽底操作 2(CX2)、粗銑側邊操作1(CX3)、…中的1個或多個。保存上述所有可能出現(xiàn)的粗加工操作,構成A類槽特征粗加工操作組。將A類槽特征其他可能存在的操作分組保存,其抽象表示如表2所示。
對于工藝庫中的每一個加工操作(machining operation,OP),在NX軟件中,其具體可以定義為:

其中,OP
(operation template)為加工操作模板,將輪胎模零件常用的加工操作保存為操作模板,如平面銑、型腔銑、深度輪廓銑等加工操作;
(machining area)表示加工區(qū)域,是指零件加工過程中需要進行切削的區(qū)域,通常2D刀路的加工區(qū)域由加工邊界組成,3D刀路的加工區(qū)域由加工特征面組成;
(cutting tool)表示加工刀具,對應加工操作所需要設置的加工刀具信息,包括刀具類型、刀具編號、刀具直徑、刀刃長度等;
(operation parameter)表示加工操作參數(shù),是指工藝復用過程中根據實際加工情況設置,用于控制數(shù)控刀路生成的參數(shù),其中部分參數(shù)(切削模式、步距、部件余量等)在制作操作模板時確定,另一部分參數(shù)(每刀切深、進給率和轉速等)根據加工特征參數(shù)信息確定。
對比詞庫除了漢日對比,還明確了新詞的詞源及其國別,并標有日漢雙語詞義注解,為考察詞義變化與新詞構成特點創(chuàng)造了條件。
通過對數(shù)控工程師的設計經驗進行提煉、總結,形成特征工藝規(guī)則庫。數(shù)控加工工藝復用過程中,根據加工特征的參數(shù)信息、工藝要求,利用規(guī)則推理的方式從加工特征工藝庫中選擇合適的加工操作,生成特征數(shù)控加工工藝方案。U形槽特征加工操作部分推理規(guī)則定義如下。
IF(圓角半徑在某一范圍內)
到現(xiàn)如今,可以說幾乎所有的頂級克什米爾產地藍寶石,都是130年前挖出來的。這也直接導致了歷年拍賣會上,克什米爾藍寶石的價格屢創(chuàng)新高,次次刷新交易紀錄!
THAN 選擇操作ZK1,設置加工參數(shù)
,
,…;
IF(基準面寬度在某一范圍內)AND(槽深度在某一范圍內)
THAN 選擇操作 CK1,設置加工參數(shù)
,
,…;
測試前三份問卷裝訂成冊。得到被試班級班主任協(xié)助后,以班級為單位進行團體施測。測試者采用統(tǒng)一指導語向被試說明填寫要求。被試簽知情同意書后在課堂上統(tǒng)一完成測試當堂收回。
IF(存在45°倒角)AND(倒角尺寸在某一范圍內)
THAN選擇操作DJ1,設置加工參數(shù)
,
,…。
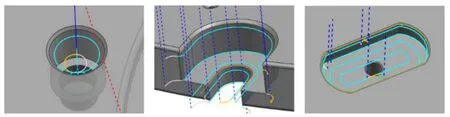
經過工藝推理后,U形槽特征的數(shù)控加工工藝方案如圖8(a)所示,包含粗加工、精加工、倒角等系列操作。確定加工特征的工藝方案后,系統(tǒng)為每個加工操作設置加工區(qū)域信息、刀具信息以及加工操作參數(shù),生成加工特征數(shù)控刀路,如圖8(b)所示。

4 案例測試結果
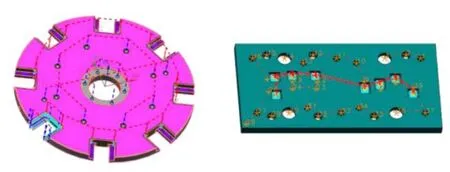
測試模具企業(yè)提供的模具零件,其部分典型加工特征數(shù)控加工工藝復用刀路如圖9所示,部分輪胎模、沖模模板類零件數(shù)控加工工藝復用刀路如圖10所示。
5 結束語
針對當前數(shù)控加工工藝復用系統(tǒng)中存在靈活性差、可移植性不高等問題,提出基于局部特征模板的數(shù)控加工工藝復用方法。該方法將數(shù)控加工工藝復用細化到特征級,允許用戶針對局部特征定義加工特征模板,提高數(shù)控加工工藝復用的靈活性。通過基于圖的特征識別算法實現(xiàn)了局部特征與特征模板的匹配,定義加工特征信息并對加工特征信息進行提取。根據加工特征信息以知識推理的方式進行工藝決策,完成整個數(shù)控加工工藝復用流程。采用上述方法,研發(fā)了基于NX的模具數(shù)控加工工藝復用系統(tǒng),并利用輪胎模零件和沖模零件進行測試,發(fā)現(xiàn)系統(tǒng)可以準確識別各類孔和復雜槽的加工特征,生成的數(shù)控刀路質量良好,滿足企業(yè)的實際加工生產需求,提高了數(shù)控編程的效率,有效驗證了該數(shù)控加工工藝復用方法的可行性。
[1]狄遠德,徐家連.CAD/CAM在模具設計與加工中的關鍵技術[J].西安科技大學學報,2014,34(1):115-118.
[2]陳松威,王華昌,李建軍.基于三維特征檢索的數(shù)控工藝模板匹配算法[J].模具工業(yè),2018,44(8):8-14.
[3]BABIC B,NESIC N,MILJKOVIC Z.A review of automated feature recognition with rule-based pattern recognition[J].Computers in Industry,2008,59(4):321-337.
[4]謝 飛,郭 宇,張紅蕾,等.基于圖和子圖同構算法的制造特征識別方法[J].南京航空航天大學學報,2018,50(3):390-396.
[5]趙 鳴,王細洋.基于體分解的MBD工序模型快速生成方法[J].計算機集成制造系統(tǒng),2014,20(8):1843-1850.
[6]FOGGIA P,SANSONE C,VENTO M.A performance comparison of five algorithms for graph isomorphism[C]//Proceedings of the 3rd IAPR TC-15 Workshop on Graphbased Representations in Pattern Recognition,2001:188-199.
[7]CORDELLA L P,FOGGIA P,SANSONE C,et al.A(sub)graph isomorphism algorithm for matching large graphs[J].IEEE Transactions on Pattern Analysis and Machine Intelligence,2004,26(10):1367-1372.
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
瘋狂英語·新策略(2019年10期)2019-12-13 08:43:28
世界農藥(2019年2期)2019-07-13 05:55:12
當代陜西(2019年10期)2019-06-03 10:12:04
數(shù)學小靈通·3-4年級(2017年9期)2017-10-13 08:10:54
中華手工(2017年2期)2017-06-06 23:00:31
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
中外會展(2014年4期)2014-11-27 07:46:46
石油化工應用(2014年8期)2014-03-11 17:40:03
河南科技(2014年23期)2014-02-27 14:19:15
