某商用車前圍板沖壓工藝及模具設計
2022-06-20 13:25:20湯映月周立峰
模具工業 2022年6期
關鍵詞:工藝
0 引 言
前圍板是發動機機艙與車廂之間的隔板,與汽車地板、前立柱連接,安裝在前圍上蓋板下。前圍板形狀復雜,有較多孔,對沖壓工藝和沖模要求較高
。針對汽車前圍板沖壓工藝和模具結構設計,首先對零件進行工藝分析,確定沖壓工藝方案后設計拉深模結構。
邊界條件:風室入口為速度進口,風速為19.87 m/s;風室出口為壓力出口,表壓力為0;壁面采用靜止、無滑移邊界條件。壓力項差值采用Standard格式,對流項差值采用二階精度,其他保持默認。
1 零件成形工藝分析
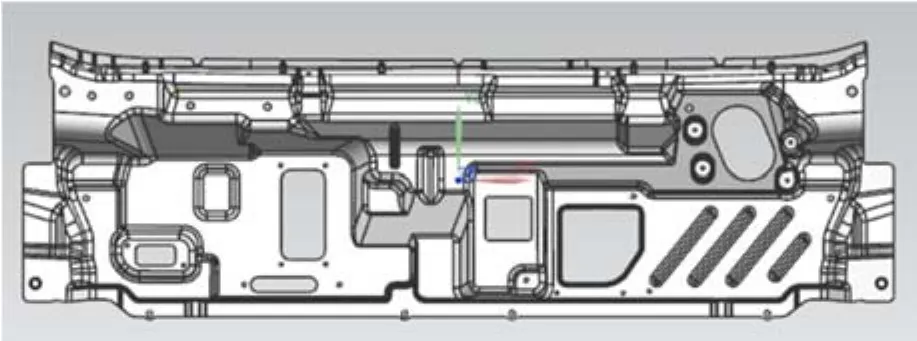
汽車前圍板如圖1所示,材料為DC04,是高強度冷軋鋼,材料力學性能如表1所示,料厚
=1.2 mm。該零件形狀復雜,外形尺寸為1 754 mm×514 mm×118 mm,存在6個較大的方孔、橢圓孔及不規則孔,還有20個安裝孔、定位孔、工藝孔等,側面有2個小孔。零件拉深深度約110 mm,圓角過渡部分最小為(5.5±0.5)mm,最大為(17.5±2.5)mm,圓角設計合理、過渡平滑,降低了零件成形時開裂的風險,但零件外形尺寸較大,拉深深度深,成形時容易起皺和開裂,需注意工藝補充部分和壓料面的設計。

2 工藝設計與計算
2.1 確定沖壓方向
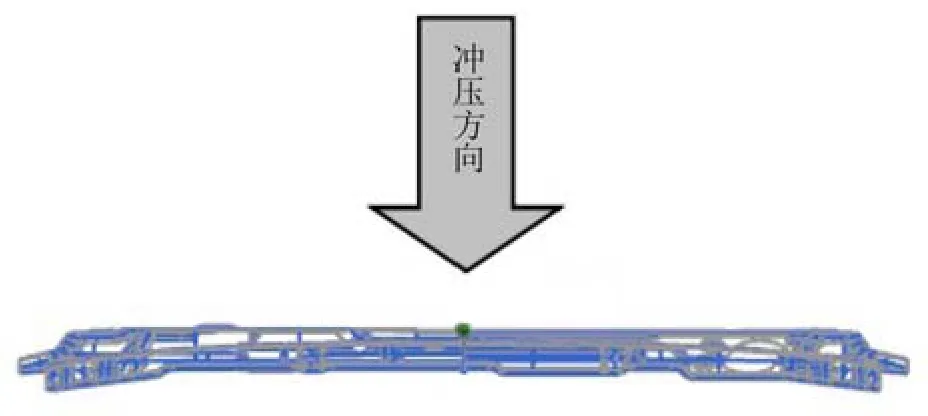
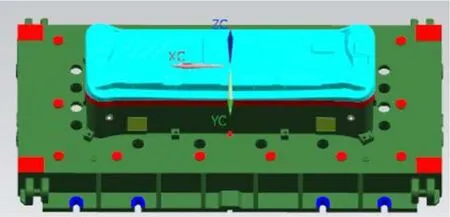
合理的沖壓方向有利于降低拉深深度,保證拉深件能一次拉深成形,凸模表面與毛坯的接觸點要求多而分散,防止局部變形過大及毛坯與凸模表面產生相對滑動
。綜合考慮,通過對比工程圖旋轉零件得出該汽車前圍板的沖壓方向,如圖2所示。
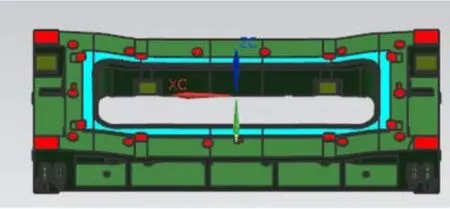
2.2 工藝補充面和壓料面設計
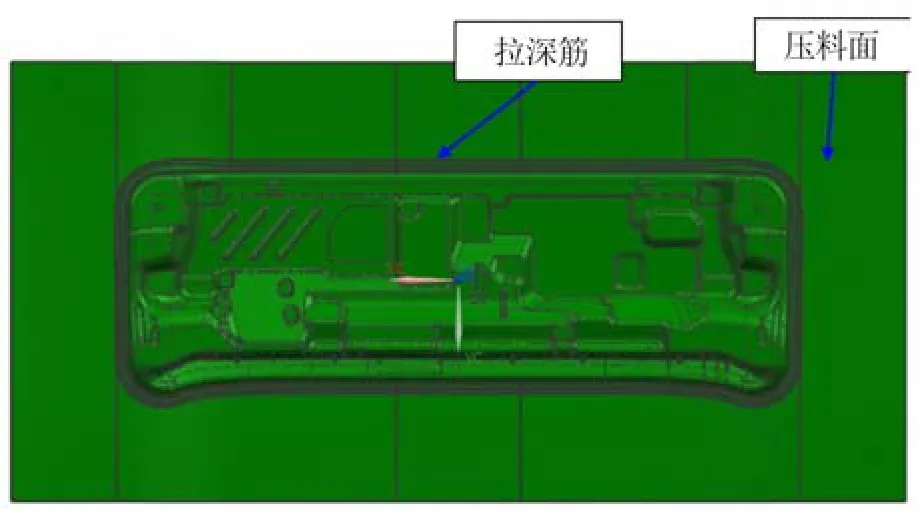
該汽車前圍板沒有凸緣,壓料面全部屬于工藝補充部分,因此壓料面形狀應盡量簡單。但該前圍板形狀復雜,故設計成平滑曲面使成形深度淺且各部分深度接近一致,材料流動和塑性變形趨于均勻
。在壓料面上設置拉深筋,調節和控制壓料面作用力,改善進料阻力,防止起皺。該零件工藝補充面和壓料面如圖3所示。
2.3 壓邊力計算
壓邊力可按下式計算。

教材中有大量的圖表資料,以直觀的形式解釋教材文字的含義。教師應當訓練學生分析圖表信息,并學會進行深度思考的能力。例如,必修1教科書以三種離子的吸收情況圖形說明物質跨膜運輸的特點。教學中,教師可讓學生思考:如何分析番茄與水稻對離子的吸收情況?為什么要進行前測與后測?
當今信息科技已成為先進生產力的代表,是國家爭奪話語權的關鍵因素,中國基礎教育課程領域正以超前的眼光主動回應著信息技術的發展。任友群、李鋒的著作《聚焦數字化勝任力——“科創中心”背景下上海信息科技教育的研究與展望》(華東師范大學出版社2018年2月出版),正是對信息技術學科化的一次深入探討與理性建構,在比較研究中深度思考與展望了以上海為示范的信息技術學科的未來發展。
2.4 拉深力計算
查表得
=0.7、
σ
=300 MPa,在UG軟件中測得凸模
=4 862 mm,所以拉深力
=0.7×4 862×1.2×300=1 225 kN。
其中,
為拉深力與壓邊力之和,N;
為卸料力系數。卸料力系數
取0.05,因此卸料力
=0.05×(627+1 225)=91.04 kN。

拉深結束后零件會緊貼在凸模上,此時需要推動壓邊圈將零件從凸模上卸下,所需卸料力在實際生產中常根據下式計算:
前圍板為不規則形狀,其拉深力可按下式計算。
2.5 卸料力計算
式中:
——修正系數;
σ
——材料抗拉強度,MPa;
——料厚,mm;
——橫截面周長,mm。
由于前圍板壓料面是一個曲面,在UG軟件中測量得到壓料面在
平面的投影面積
=313 726 mm
,前圍板材料DC04屬于軟鋼,料厚
=1.2 mm,單位面積的壓邊力
=2.0~2.5 MPa,取
=2.0 MPa。所以壓邊力
F
=2.0×313 726=627 kN。
式中:
——在壓邊圈上的毛坯投影面積,mm
,
——單位面積上的壓邊力,MPa。
針對“認知領域—情感領域—精神運動領域”3個方面,以解決情感問題為目標實施“多元化”的評價方案[4],有利于在學生參與“館校合作”科學活動中,給予恰當的過程性評價。這種過程性的評價可以是教師給予學生,或由學生互評、學生自評;評價也可是針對學生的學習成果、成績。我校在“館校合作”科學活動方案中,是對學生在學習態度、合作交流、實踐能力和成果展示四個方面的表現,設計了活動評價表。

賭注下得很重,如果天問大師和紫陽道長一言九鼎,那么他們賭的將是自由之身。蕭飛羽緩緩推動左腕的鋼環沉思起來,因為他是為家園而戰,如果接受賭注他就得押上安和莊的安危,所以賭注同樣沉重!
2.6 壓力中心確定
沖模中心是沖壓力的合力作用點,為了保證壓力機和模具正常平穩地工作,防止偏心沖擊,模具的壓力中心最好與壓力機滑塊的中心線重合,對于形狀規則的零件,其壓力中心就是其幾何中心,而前圍板形狀復雜,可以將零件的重心作為模具的壓力中心
。
2.7 壓力機選擇
在UG軟件中測得模具外形尺寸為2 755 mm×1 450 mm×900 mm,拉深時所需的拉深力為1 225 kN,壓邊力為627 kN,因此壓力機的公稱壓力
>1 852 kN,選擇單動壓力機YCBD.6300KN可以滿足要求。
3 模具結構設計
3.1 模具結構
分析前圍板的形狀結構可知,屬于深拉深件,由于是內板件,拉深模可以采用單動拉深模結構,按照設計規范,工作時凸模不動,壓邊圈運動。拉深模的凸模、凹模和壓邊圈都采用MoCr鑄件,為節約模具制造成本,綜合考慮模具質量以及模具強度和剛度,可在鑄件上非重要部分開設減輕質量的孔,在影響強度和剛度的部分設置加強筋。
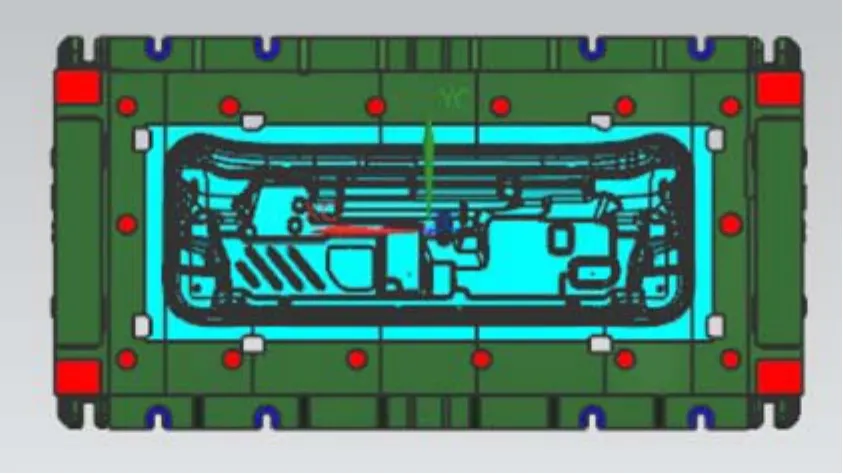
采用UG建模進行自上而下設計,在總體的結構設計中以凹模為基準,上模與壓邊圈通過導板外導向確保導向精度要求,凸模與壓邊圈采用導板導向。上模座和下模座材料選用為HT300,表面熱處理后硬度達到50~60 HRC。壓邊圈與凸模材料選用MoCr鑄鐵,表面淬火后硬度達到50~60 HRC。上模座和凹模如圖4所示,壓邊圈如圖5所示,下模座和凸模如圖6所示。
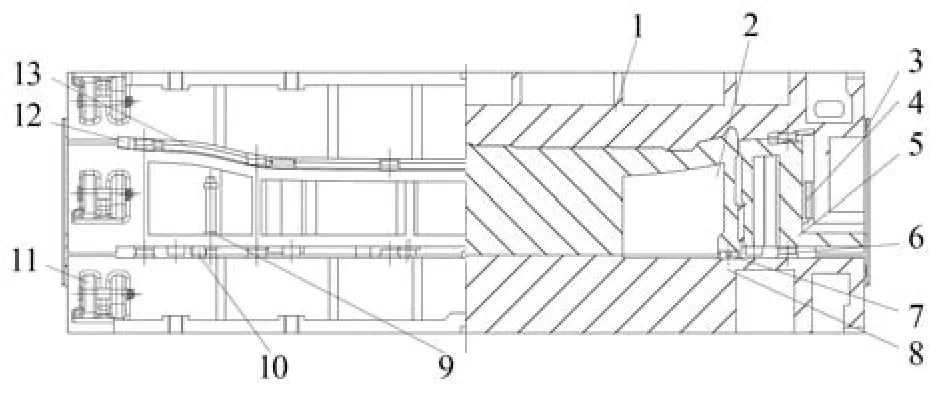
3.2 模具工作原理
模具開始工作時,壓力機的氣缸通過托桿將壓邊圈頂起,使壓邊圈型面的最低點比凸模的最高點高出5 mm左右,此時板料通過導料架送進,通過定位板定位。壓力機滑塊帶動上模下行,與壓邊圈上的板料接觸,通過氮氣彈簧逐漸將毛坯壓緊,直至將板料壓到與壓料面形狀一樣,完成壓邊。上模繼續下行,與凸模接觸后開始拉深,壓力機滑塊帶動上模下行到最低位置,在限位塊的作用下停止下行,拉深成形結束。壓力機滑塊回程,帶動上模上行,在壓力機氣墊頂桿的作用下壓邊圈上行,推出成形零件。模具結構如圖7所示。
4 結束語
基于商用車前圍板的復雜形狀,針對制定沖壓成形工藝和模具結構設計難度較大的問題,依據經驗設計了前圍板沖壓工藝與拉深摸。通過工藝分析與工藝參數計算,確定前圍板的沖壓工藝方案,并根據確定的工藝方案進行拉深模結構設計,確定了各個模具零件的尺寸。此設計方案應用于實際生產,結果表明該模具生產穩定可靠。
[1]向小漢,陳文勇.汽車覆蓋件模具設計[M].北京:機械工業出版社,2013:5-12.
[2]薛啟翔.沖壓模具設計結構圖冊[M].北京:化學工業出版社,2005:166-172.
[3]王金龍.冷沖壓工藝與模具設計[M].北京:清華大學出版社,2003:25-30.
[4]陳文琳,李志杰,王少陽.汽車前圍板沖壓數值模擬及工藝參數優化[J].精密成形工程,2011(3):15-19.
[5]鄭金橋,黃 勇,王義林,等.汽車覆蓋件沖壓工藝設計現狀及發展趨勢[J].塑性工程學報,2003(6):9-14.
[6]高廣軍.角部圍板成形工藝及模具設計[J].模具工業,2002,28(11):19-21.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
