瓶肩復雜抽芯機構及3D打印隨形水路設計
2022-06-20 13:25:22張維合馮國樹宋東陽魏海濤溫煌英廣東科技學院機電工程學院廣東東莞53000廣東華睿智連電子科技有限公司廣東東莞53777
模具工業 2022年6期
0 引 言
注射模冷卻系統影響塑件成型周期和成型質量,傳統冷卻水路通常為圓柱形直孔,由鉆床或銑床等設備加工制造,這種水路無法均勻貼近所有的型腔表面,冷卻不平衡,冷卻效率低,導致塑件成型精度低,注射周期長
。與傳統水路相比,3D打印隨形水路可以為任意形狀、任意截面,通過改變形狀和截面使水路均勻貼近型腔表面,布置合理,能達到快速均勻冷卻的效果,縮短模具的成型周期,提高成型塑件的尺寸精度及其利潤
。設計的模具溫度控制系統采用金屬3D打印隨形水路技術
。
1 塑件結構分析
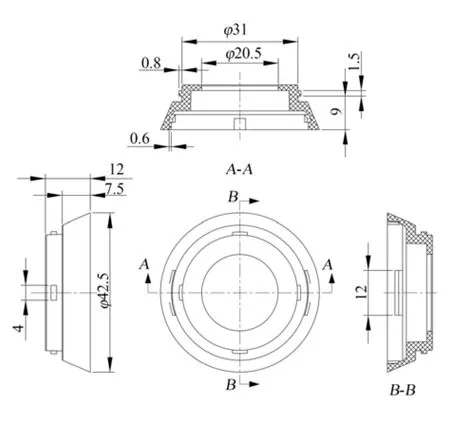
塑件為35 mL的香水瓶瓶肩,材料為ABS樹脂,收縮率為0.5%
。塑件為回轉體,最大外圓直徑為
42.5 mm,高為12 mm,最大壁厚為2.5 mm,平均壁厚為2 mm。塑件外觀面要求高,不允許有澆口痕和推桿痕,也不允許有流痕、熔接痕、收縮凹痕和填充不良等注射缺陷。塑件裝配尺寸較多,精度要求較高,要求達到MT3(GB/T 14486—2008)級,圓度誤差不得超過0.1 mm。塑件外側面有4處倒扣,倒扣深度為0.8 mm,內側面有2處倒扣,倒扣深度為0.6 mm,脫模困難。塑件結構如圖1所示。
2 模具結構設計
模具采取1模4腔的布局方式,澆注系統采用點澆口轉側澆口,熔體從待成型塑件
20.5 mm內圓孔的內側面進入模具型腔,既簡化了模具結構,又保證了塑件的外觀質量。模架采用簡化型三板模架,規格型號為3035-FCI-A60-B70-250,導柱長度為250 mm
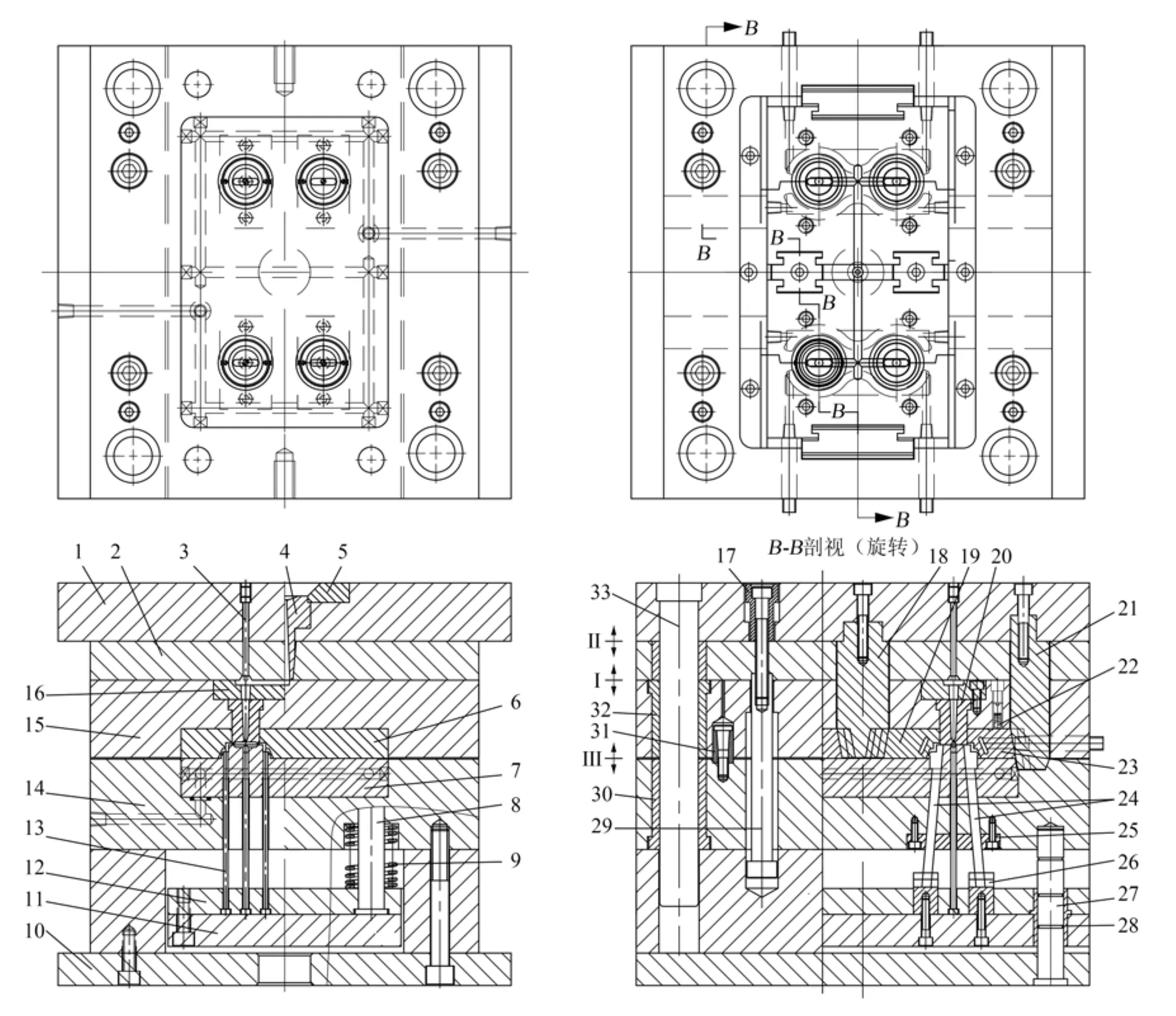
。塑件4個外側倒扣的脫模采用“T形扣楔緊塊+滑塊”定模側向抽芯機構,內側抽芯采用斜推桿側向抽芯機構,定模滑塊采用3D打印隨形水路。模具結構如圖2所示。
2.1 澆注系統及定距分型機構設計
塑件外表面質量要求較高,不允許有澆口痕和流痕。根據塑件形狀,只能從頂端
20.5 mm孔的內側面進料,設置2個澆口,既能滿足塑件外觀要求,又能保證熔體同時進入型腔,且熔體最后到達分型面,對型腔排氣有利
。為保證澆注系統凝料安全脫落及外側先抽芯,動、定模板再開模的順序,模具必須設計定距分型機構,保證開模順序、開模距離和抽芯距離。定距分型機構由拉模扣31、拉桿29和限位套17組成。拉模扣31的作用是增加動、定模板之間的開模阻力,加之拉料桿3受到流道凝料阻力作用,能保證分型面I先打開。拉模扣31對分型面I的開模阻力可調整,通過調整其外徑保證分型面II其次打開,動、定模板最后打開。
發病率高、治愈率高。癥狀沒食欲,精神萎靡、體溫偏高或正常,拉稀便。不過這種類型雖然發病率高,占到總發病率80%左右,但可以全部治愈。
2.2 側向抽芯機構設計
(3)開模:塑件固化至足夠剛性后,注塑機滑塊拉動動模座板10開模。在定距分型機構作用下模具首先從分型面I處打開,打開距離為115 mm,由拉桿29控制。在分型面I打開過程中,拉料桿3拉住澆注系統凝料與塑件脫離,同時楔緊塊18和21分別撥動滑塊19和23進行側向抽芯。模具繼續打開,在拉模扣31阻力作用下,模具再從分型面II處打開,打開距離為15 mm,由限位套17控制。分型面II打開過程中,澆注系統凝料被推料板強行推離拉料桿3,完成自動脫料。模具最后從分型面III處打開,打開距離為150 mm,由注塑機控制,此時,塑件脫離定模型腔。
(2)冷卻固化:熔體充滿型腔后保壓、冷卻、固化。
2.3 溫度控制系統及隨形水路設計
調查顯示,女生視力不良率高于男生,與以往的報道一致,可能與女生較多的學習時間有關。城市學生視力不良率高于農村學生,與鄧艷梅等[7]的研究結果一致,可能與城市電子產品較普及,學生課余時間以看電視和上網為主有關。提示應針對女生和城市學生著重開展視力防護的健康教育,同時,學校、家庭、社會需共同配合,大力宣傳用眼衛生,保證學生充足的睡眠,增加戶外運動時間,減輕學生學業負擔,降低視力不良發生率。
1.3 觀察指標 觀察兩組患者住院天數、住院費用及術后并發癥等指標。統計兩組患者對護理工作滿意度;出院前采用自制的護理工作滿意度調查表,評價兩組患者對護理工作滿意度,采取百分制,≥90分為滿意,50~89分為較滿意,<50分為不滿意。
3 模具工作過程
模具工作過程如下。
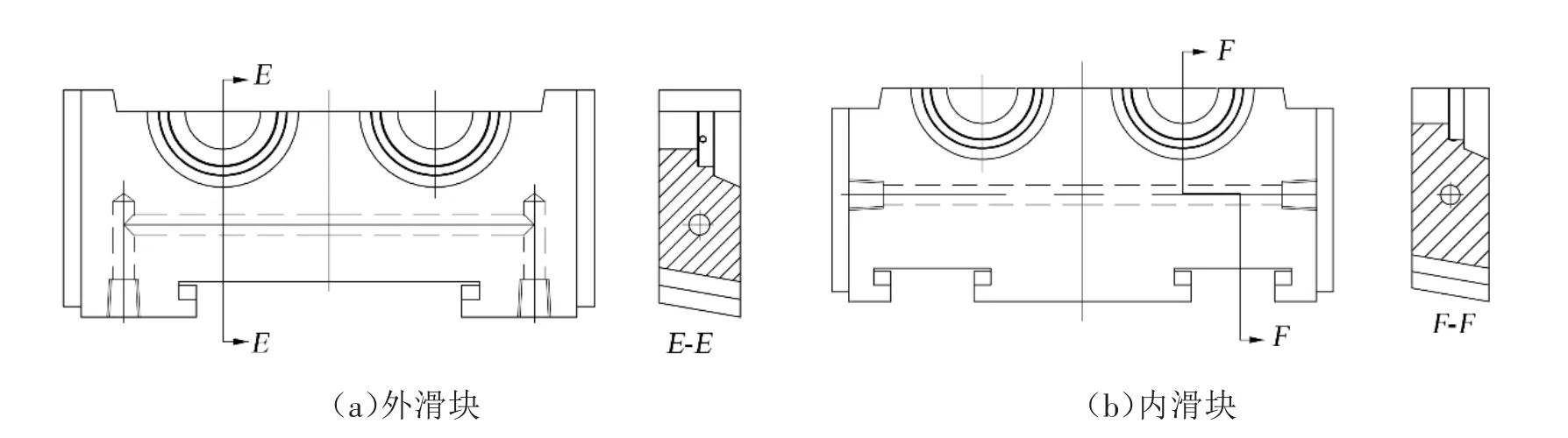
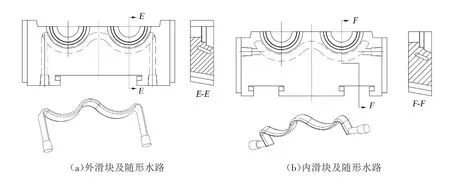
塑件壁厚尺寸相對于外形尺寸較大,熔體熱量較多。根據模具結構特點,熔體熱量主要被滑塊19和23吸收,滑塊吸收熱量后溫度快速升高,當升高到100℃時不但會嚴重影響熔體冷卻速度,延長成型周期,而且由于熱脹冷縮,導致滑塊T形肩臺在動模板T形槽內無法滑動,甚至出現撞模故障。傳統的冷卻系統采用圓形直通式冷卻水管,如圖3所示。由于型腔為圓柱形,傳統水路不但冷卻速度慢,且冷卻不均勻,最終導致成型周期長,塑件圓度誤差大,無法滿足裝配要求。為了縮短成型周期、提高塑件成型尺寸精度、保證模具安全運行,在模具設計時,滑塊溫度控制系統采用隨形水路,水路緊貼型腔壁面布置,水道截面為腰形
,如圖4所示。采用隨形水路后,定模滑塊19和23的溫差減小了60%,塑件變形量減少了約50%,圓度誤差小于0.1 mm,成型塑件尺寸精度和形狀精度提高了二級,達到了MT3(GB/T 14486—2008),滿足了裝配要求。采用隨形水路后,成型周期為18 s,縮短了約30%,提高了模具的生產效率。
(1)注射填充:塑料熔體由澆口套4中的主流道,經定模板15和推料板2之間的分流道及定模型芯壓板16和動模鑲件7之間的分流道,最后由側澆口通過
20.5 mm內圓周面進入模具型腔。
塑件內側面有2處倒扣,倒扣深度只有0.6 mm,但寬度較大(12 mm),模具采用動模斜推桿側向抽芯機構,該機構由斜推桿24、導向塊25和斜推桿底座26組成,斜推桿傾斜角度為5°。
由于隨形冷卻水路無法由傳統的鉆削或銑削工藝加工,必須采用3D打印技術制造
。香水瓶瓶肩注射模內外滑塊隨形水路采用選擇性激光熔化(selective laser melting,SLM)3D打印工藝制造
,材料采用耐腐蝕的3D打印模制鋼粉末材料Uddeholm AM Corrax
,該材料可以防止冷卻通道中的沉積物堆積,從而防止腐蝕,延長模具的使用壽命
。
塑件外側有4個圓形凸臺,模具采用哈夫滑塊定模側向抽芯機構。該機構由驅動和鎖緊零件(楔緊塊18、21)、定位零件(滑塊定位珠22)以及成型零件(滑塊19、23)組成。塑件凸臺寬4 mm,高0.8 mm,由于4個凸臺均布于外圓周面上,滑塊19和23的最小抽芯距離不是0.8 mm,而是2 mm。加上安全距離,滑塊的抽芯距離取5.5 mm
。由于定模側向抽芯機構必須在動模和定模打開之前完成抽芯,楔緊塊18和21必須安裝在定模座板1中,在分型面I、II打開時完成定模抽芯。由于楔緊塊18和21為位懸臂結構,伸出的臂尺寸較大,且注射成型時熔體給予滑塊23的脹形力較大,為提高模具剛性,防止滑塊23在脹形力作用下后退變形,楔緊塊21合模后插入動模板,插入深度為8 mm,角度為20°。楔緊塊18因兩邊受力相等,故無需插入動模板。
(4)脫模:注塑機頂桿推動推板11、復位桿8、推桿13以及斜推桿24,一邊進行內側抽芯,一邊將塑件推離動模鑲件7。
本文以H-103樹脂作為處理廢水中Cl-的吸附劑,研究H-103樹脂對水溶液中Cl-的吸附熱力學特性,探討樹脂對Cl-的吸附機理。
(5)合模:塑件脫離動模后,復位彈簧推動推桿13和斜推桿24復位,注塑機滑塊推動動模合模,在合模過程中楔緊塊18、21推動滑塊19和23復位,模具接著進行下一次注射成型。
4 結束語
瓶肩注射模采用3D打印隨形水路解決了型腔形狀復雜、熱量集中的難題,模具鑲件溫差減小了60%,塑件變形量減少了50%,圓度誤差小于0.1 mm,尺寸精度達到了 MT3(GB/T 14486—2008),提高了2個等級,達到了設計要求。采用隨形水路后,塑件成型周期為18 s,縮短了約30%,提高了模具的生產效率。利用3D打印隨形水路技術,模具綜合產能提高了2倍以上。模具試模一次成功,投產后運行安全平穩,定模滑塊未出現卡滯現象,成型塑件的外觀質量和尺寸精度均達到了設計要求。
[1]張維合.注塑模具設計實用手冊[M].第二版,北京:化學工業出版社,2011:30-278.
[2]桂 艷.3D打印技術對模具行業的影響[J].河北農機,2015(10):41-42.
[3]馬一恒,徐佳駒,王小新,等.基于3D打印技術的注塑模隨形冷卻水路設計[J].塑料工業,2019,42(7):43-46.
[4]王得勝.汽車扶手箱注射模設計[J].模具工業,2019,45(2):37-42.
[5]賈宇霖,袁燊喜,駱豪鋒,等.滑塊內置斜頂塊復合抽芯機構設計[J].模具工業,2020,46(5):57-60.
[6]朱宏峰,辛 勇.隨形冷卻對車燈殼注塑成型翹曲變形影響分析[J].塑料工業2014,42(8):59-63.
[7]張學軍,唐思熠,肇恒躍.3D打印技術研究現狀和關鍵技術[J].材料工程,2016,44(2):122-128.
[8]陳興龍,陶士慶,李志奎,等.3D打印技術在模具行業中的應用研究[J].機械工程師,2016(1):174-176.
[9]戴安幫,袁櫻誕,吳俊偉,等.基于雙模式超聲換能器的選擇性激光熔化316L制件彈性常數無損表征研究[J].儀器儀表學報,2021,42(6):95-102.
[10]FERREIRA J C,MATEUS A.Studies of rapid soft tooling with conformal cooling channels for plastic injection moulding[J].Journal of Materials Processing Technology 2003,142(2):508-516.
[11]YONEYAMA T,KAGAWA H.Fabrication of cooling channels in the injection moldingby laser metal sintering[J].International Journal of Automation Technology,2008,2(3):162-167.
[12]OBIKAWA T,YOSHINO M,SHINOZUKA J.Sheet steel lamination for rapid manufacturing[J].Journal of Materials Processing Technology,1999,89-90:171-176.
