Inconel625鎳基合金焊接管無縫加工關(guān)鍵技術(shù)研究
2022-06-21 02:58:38李紅莉
金屬加工(熱加工) 2022年4期
李紅莉
浙江工業(yè)職業(yè)技術(shù)學院 浙江紹興 312000
1 序言
太陽能光熱發(fā)電將太陽能轉(zhuǎn)化為熱能,再將熱能轉(zhuǎn)化為電能,如圖1所示。太陽能發(fā)電設(shè)備中關(guān)鍵的零部件是鋼管,它的性能質(zhì)量對光熱技術(shù)的實施至關(guān)重要,除了需具備良好的耐高溫性能外,還要求壁厚薄,具備強度高、耐疲勞和耐應(yīng)力腐蝕等優(yōu)異性能。通常光熱發(fā)電管材采用高溫合金材料制成,其中,Inconel625鎳基合金管材是最普遍采用的光熱發(fā)電管材[1]。
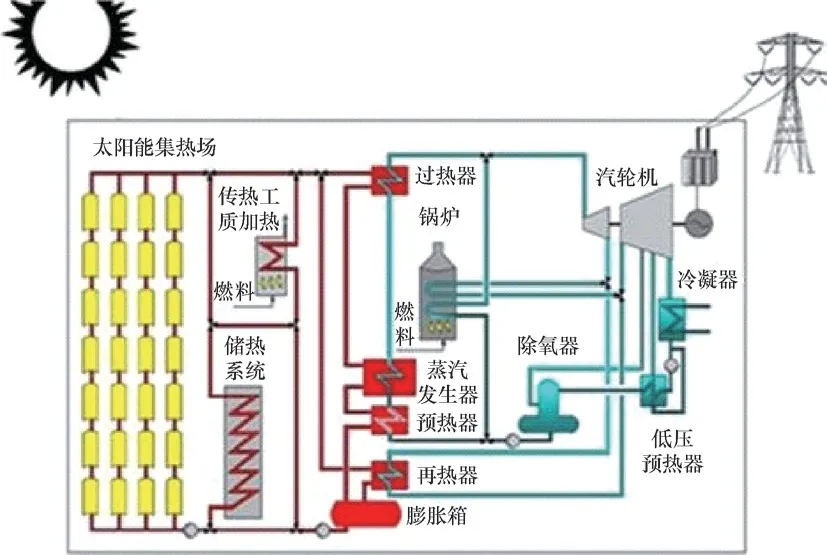
圖1 太陽能光熱發(fā)電原理
2 鎳基合金管材應(yīng)用與研究現(xiàn)狀
Inconel625鎳基合金的成形管材分為無縫管材和焊接管材。其中,無縫管材因其良好的性能,備受關(guān)注,但價格昂貴。對應(yīng)的焊接管材雖較為經(jīng)濟,但焊縫的力學性能和組織特性卻很難接近基材本身,影響了Inconel625鎳基合金焊接管材應(yīng)用范圍的拓展[2,3]。目前光熱發(fā)電行業(yè)使用較多的管材,一種是寶鋼生產(chǎn)的Inconel625鎳基合金無縫鋼管,規(guī)格為φ19mm×1.2mm×12000mm,不僅價格昂貴,生產(chǎn)周期長,而且規(guī)格小;另一種是美國生產(chǎn)的Inconel625鎳基合金焊接鋼管,規(guī)格為φ44.45mm×1.2mm×12000mm。
隨著光電行業(yè)需求的進一步提升,較大規(guī)格尺寸(φ44.45mm×1.2mm×12000mm)的Inconel625鎳基合金鋼管需求量增大,然而Inconel625鎳基合金的硬度高,加工硬化嚴重,難變形,導(dǎo)致無縫鋼管的直接加工較為困難,且價格昂貴。因此,在保證電站運行可靠、滿足設(shè)計壽命要求的前提下,考慮對該規(guī)格的Inconel625鎳基合金鋼管的焊接管材進行無縫加工,得到與無縫鋼管性能相同,甚至更好的合金鋼管,這是一個非常有意義的研究與探索。
近年來,國內(nèi)研究人員在熱擠壓技術(shù)制備高溫合金管材工藝方面做了詳細研究。胥國華等[4]對沉淀強化型鎳基高溫合金GH202進行了熱擠壓工藝研究,發(fā)現(xiàn)高溫合金GH202熱擠壓荒管表面質(zhì)量良好,組織均勻細小,經(jīng)多道次冷軋及熱處理后的無縫管材可滿足彎管的工藝要求;王忠堂等[5]通過玻璃潤滑熱擠壓方法成功制備出了GH4169高溫合金管坯,經(jīng)多道次冷軋后合金管材質(zhì)量滿足要求;黃曉斌等[6]通過熱擠壓技術(shù)制備出高溫合金G3無縫管材;李鄭周等[7]采用玻璃潤滑熱擠壓工藝制備出Inconel625合金荒管;趙鴻磊等[8]采用熱擠壓技術(shù)制備航天用GH3600合金管材,研究發(fā)現(xiàn)擠壓開坯可以明顯細化組織,提高組織均勻性,經(jīng)冷軋加工的成品管材滿足航空技術(shù)指標要求。綜上研究表明,高溫合金管材多經(jīng)熱擠壓技術(shù)制備,成本較高,并且缺少關(guān)于焊接合金管材焊縫處理優(yōu)化改進的研究。
為此,針對光熱發(fā)電行業(yè)所用Inconel625鎳基合金的焊接管材進行無縫加工關(guān)鍵技術(shù)研究,指導(dǎo)合金型材加工工藝的調(diào)整,最終得到太陽能光熱發(fā)電行業(yè)所需的與無縫管材相同、甚至更好性能的Inconel625鎳基合金焊接管材,主要研究內(nèi)容包括以下幾個方面。
1)Inconel625鎳基合金管材內(nèi)焊縫的輥軋?zhí)幚黻P(guān)鍵技術(shù)研究。
2)Inconel625鎳基合金焊接管材整管輥軋及熱處理等無縫加工關(guān)鍵處理技術(shù)研究。
3)對Inconel625鎳基合金焊接管材無縫加工改進處理后的力學性能、工藝性能和微觀組織等進行檢測,并對焊接管材和無縫管材的性能參數(shù)進行對比,提出加工工藝優(yōu)化方案。
4)確定合理的Inconel625鎳基合金管材的加工工藝,降低合金管材和相關(guān)零件的生產(chǎn)成本。
3 試驗
Inconel625鎳基合金具有優(yōu)秀的應(yīng)用性能,并具有很好的抗氧化性、耐高溫、抗腐蝕性,在眾多的高溫合金中,是使用最廣泛、品種最繁多的一種合金[9-11]。試驗用Inconel625鎳基合金化學成分見表1。

表1 試驗用Inconel625鎳基合金化學成分 (質(zhì)量分數(shù)) (%)
1)采用三軋冷軋機(見圖2),對焊接管材焊縫和整管進行軋制,軋制過程如圖3所示,軋機送進每分鐘65次,每次送進量1mm。經(jīng)過軋制,獲得Inconel625鎳基合金焊接無縫管。熱處理采用天然氣連續(xù)式加熱爐(見圖4),溫度控制為1150℃,保溫時間6min,水冷方式進行急冷工藝處理,冷卻速度為550~600℃/min。

圖2 冷軋機

圖3 軋制過程

圖4 連續(xù)式加熱爐
2)對實施軋制和熱處理加工后的管材采用金相分析儀,進行微觀組織檢測,結(jié)果如圖5所示,焊縫與基體結(jié)合情況較好。

圖5 焊縫金相組織
3)為了構(gòu)建對比系統(tǒng),選取一段試樣,先后進行處理前母材和實施軋制與熱處理加工后整管的力學性能檢測,結(jié)果見表2。

表2 加工前后力學性能檢測結(jié)果
4)選取兩段試樣,在實施軋制和熱處理加工后進行整管的力學性能檢測,結(jié)果見表3。
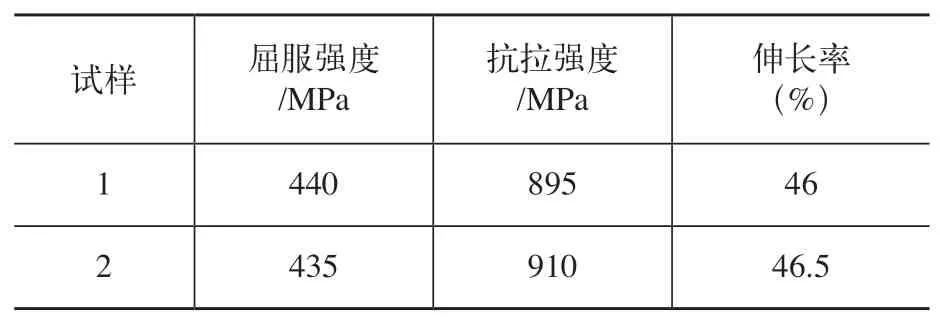
表3 加工后力學性能檢測結(jié)果
4 結(jié)果與分析
1)對比加工前母材和加工后整管的力學性能檢測結(jié)果,可以看出,加工后屈服強度增加5%,抗拉強度基本不變,伸長率降低12.5%。由此表明,針對經(jīng)濟型的焊接管材進行焊縫加工處理及整管的無縫加工,實現(xiàn)了焊接管材的工藝創(chuàng)新,使焊接鋼管的性能大幅度提升,幾乎達到與合金無縫鋼管母材差異不大的良好性能。
2)企業(yè)具體生產(chǎn)情況調(diào)研顯示,項目實施降低了高溫合金管材的加工成本約50%,實現(xiàn)了利潤升級,幫助企業(yè)實現(xiàn)了產(chǎn)品轉(zhuǎn)型,提高了企業(yè)的市場競爭力;利用焊接管材替代無縫管材,有助于發(fā)展綠色經(jīng)濟、建設(shè)節(jié)約型社會,可取得良好的經(jīng)濟效益和社會效益。
5 結(jié)束語
針對光熱發(fā)電行業(yè)所用Inconel625鎳基合金的焊接管材進行無縫加工關(guān)鍵技術(shù)研究,指導(dǎo)合金型材加工工藝的調(diào)整,得到太陽能光熱發(fā)電行業(yè)所需的與無縫管材相同、甚至更好性能的Inconel625鎳基合金焊接管材,對探索合理的Inconel625鎳基合金加工工藝,降低高溫合金管材的生產(chǎn)成本以及加速合金產(chǎn)業(yè)化具有深遠意義。同時,促進難變形的高溫合金管材加工技術(shù)新方案的研發(fā),為其他高溫合金管材的應(yīng)用提供新的加工可能性。
猜你喜歡
云南化工(2021年11期)2022-01-12 06:06:14
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年3期)2019-07-10 00:54:00
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
焊接(2015年9期)2015-07-18 11:03:53
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24