薄板類零件加工精度可靠性分析及工藝參數優化
2022-06-22 02:52:44李聰波
中國機械工程 2022年11期
易 茜 李聰波 潘 建 張 友
重慶大學機械傳動國家重點實驗室,重慶,400044
0 引言
制造技術的發展對零件的加工質量提出了越來越高的要求。薄板類零件因具有結構緊湊、質量小、強重比高等優點,而被廣泛應用于航空航天、汽車以及軍工等領域。然而,此類零件有著厚度小、剛度低等突出特點,在制造過程中容易產生較大的加工變形,由此導致的較大加工誤差使工件厚度不均勻甚至尺寸超差,從而降低了產品的使用性能和加工效率[1]。因此,研究并優化薄板類零件的加工變形具有重要意義[2]。
國內外學者對薄板類零件的加工變形誤差優化控制進行了大量的研究。一部分學者通過建立加工誤差預測模型實現加工變形誤差補償。例如,GE等[3]將在機測量(on machine measurement, OMM)技術應用于綜合加工誤差的測量和加工變形誤差建模,并實現了薄腹板件實時加工誤差補償;RATCHEV 等[4]建立了帶有加工變形的銑削加工有限元模型,在此基礎上,結合切削力仿真和鏡像補償法修正切削軌跡,實現了加工變形誤差補償;LI等[5]提出了一種基于加工面與設計面差值的側銑削變形誤差計算方法,并利用刀具軌跡修正法對側銑削變形誤差進行補償;陳蔚芳等[6]建立了一種快速仿真平臺,考慮力與變形的耦合關系,實現了加工變形的主動補償。
上述研究基于加工變形預測模型,并利用實時誤差補償手段達到控制加工誤差的目的,然而,補償手段大多通過修改刀具軌跡(G代碼)實現。在生產實際中,刀具軌跡修正非常復雜且不穩定,尤其對于多軸加工,大量代碼需要被修改[3],因此,一些學者通過優化工藝參數實現加工變形誤差的控制。例如,CHENG等[7]運用響應面法和人工蜂群算法對薄壁件加工工藝參數進行優化,有效地改善了工件加工變形和表面質量,提高了加工精度;GAO等[8]對切削參數和刀具路徑進行優化,減小了薄板類零件的加工變形誤差;胡權威等[9]提出了一種有限元正交優勢分析方法,用以優化銑削參數,減小銑削產生的零件變形;曾莎莎等[10]提出了一種倒傳遞神經網絡算法,對薄壁件銑削加工工藝參數進行優化,改善了加工質量。上述研究大多通過切削參數優化設計使加工變形誤差得到有效控制。然而,改變進給速度、切削深度等參數可能會導致加工效率降低,并且加工過程中由于機床運動誤差等不確定性因素影響,可能導致工藝參數最優組合落入失效區,無法滿足期望的加工精度可靠度。
綜上所述,本文考慮工件加工變形動態誤差以及機床運動誤差等不確定性因素,開展薄板類零件加工精度可靠性分析和銑削加工工藝參數優化設計。
1 薄板類零件加工變形分析及預測建模
1.1 加工變形分析
切削加工過程的實質是加工系統中各部分之間力和剛度的較量,若刀具剛度差,切削力較大,則刀具易產生彎曲變形。在薄板件加工過程中,由于工件自身的弱剛性以及較小的切削深度,切削力會引起工件變形,而刀具變形相對不大[6]。
圖1為一典型薄板類零件的加工示意圖,由彈性變形原理可得任意一點C產生的加工變形Y,表示為
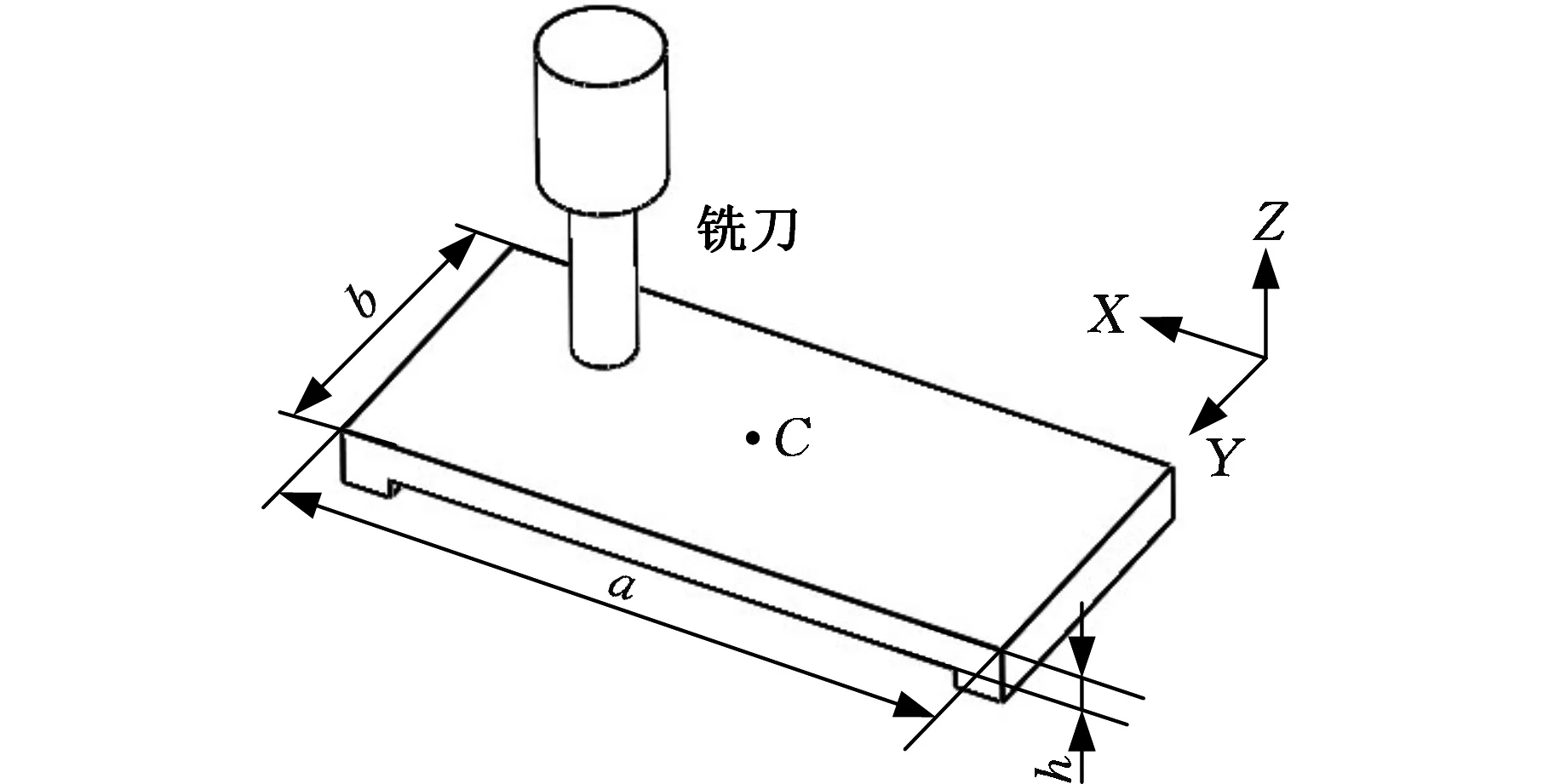
圖1 薄板類零件
Y=F/KC
(1)
其中,F為銑削力,薄板類零件的變形主要由Z向銑削力引起,在工藝條件確定時主要由工藝參數決定;KC為剛度,與工件彈性模量、C點自身位置以及工件的設計尺寸a、b、h有關。
切削加工是一個動態過程,加工位置可以被表示為關于加工時間的函數,即p(t)={x(t),y(t)}。另外,對于特定零件的加工過程,材料屬性是確定的,工件設計尺寸也為定值,其實際厚度主要受軸向切削深度影響,因此,加工變形量Y可以表示為工藝參數S(S=(n,f,ap,ae),n為主軸轉速,f為進給速度,ap為軸向切削深度,ae為徑向切削深度)和加工位置p(t)的函數。然而,加工過程中的材料去除效果導致很難通過理論推導獲得具體數學模型[11-12],因此,本文結合有限元法和高斯過程回歸模型對薄板件加工變形進行預測。
1.2 加工變形預測模型的建立
本節基于有限元法和高斯回歸過程進行加工變形預測,主要有兩個關鍵步驟:①進行仿真切削實驗,以獲得工件在不同工藝參數組合下的實際變形分布;②利用高斯過程回歸算法建立不同工藝參數組合下的加工變形預測模型。
1.2.1基于有限元的切削加工仿真
采用ABAQUS仿真分析軟件實現切削力的動態加載、材料的動態去除、節點位移的自動提取等功能。仿真過程如圖2所示,具體步驟如下:首先,建立薄板工件的幾何模型,定義分析步驟、裝夾載荷以及邊界條件;其次,為模型劃分合適的工件網格;然后,利用機理模型構建出銑削參數與銑削力的關系,進一步計算出瞬時銑削力并動態加載在待去除單元相應節點上;隨后,采用生死單元技術[13]模擬物料的動態移除,使待移除單元失效;最后,自動提取并處理不同時刻下加工位置的節點位移,從而得到工件加工變形分布。

圖2 薄板件切削仿真流程
為保證有限元分析模型的計算精度,一方面選擇計算性能較高的六面體單元進行網格劃分,并通過網格獨立性測試確定有限元模型的最優網格數;另一方面,采用精度較高的圓柱螺旋立銑刀模型[11]計算瞬時銑削力,運用辨識試驗對銑削力經驗模型的系數進行實驗標定,以提高瞬時銑削力的預測精度,進一步提高有限元模型計算精度。
1.2.2基于高斯過程的加工變形預測
利用仿真數據,并結合高斯過程回歸來描述工藝參數、加工位置和加工變形之間的關系,加工變形量預測模型可以表示為
Y(S,p(t))=g(n,f,ap,ae,p(t))Tw+ε
(2)

將工藝參數對應各時刻下的加工變形作為訓練樣本,Dtrain=(Xtrain,Ytrain)=((S,p(t))train,Ytrain),測試集Dtest=(Xtest,Ytest)。Dtrain與Dtest服從聯合高斯分布,由此可得輸入為Xtest時加工變形分布模型:
(3)
式中,K為學習樣本的協方差矩陣;K0為學習樣本Xtrain與輸入樣本Xtest之間的協方差矩陣;K00為輸入樣本Xtest自身的方差。
2 薄板類零件加工精度可靠性分析
加工精度可靠性是指數控機床在規定條件下和規定時間內,加工工件達到期望加工精度的能力[14]。薄板類零件的加工變形使得零件加工精度可靠度下降明顯,無法滿足使用要求,因此,建立綜合考慮加工變形及機床運動誤差的可靠性模型是亟需解決的問題。
2.1 加工精度可靠性建模
機床的誤差建模是分析加工精度可靠性的前提,本文基于多體系統運動學假設和齊次坐標變換法,綜合考慮加工變形動態誤差以及數控機床運動誤差,建立加工精度可靠性模型。圖3所示為某AC型五軸數控機床的拓撲結構,其兩條運動傳遞鏈分別為“0—1—2—3”,“0—4—5—6—7—8”。

0.床身 1.A軸 2.C軸 3.工件 4.X軸 5.Y軸 6.Z軸 7.主軸 8.銑刀
為構建運動誤差傳遞方程,將機床床身坐標系作為參考系,用O0表示。主軸坐標系O1相對于O0的偏移矢量P1=(x1,y1,z1)T;刀具坐標系設置在刀具下端中心點O2,相對于O1的偏移矢量P2=(0,0,z2)T;工件坐標系相對于O0的偏移矢量P3=(x3,y3,z3)T;設X、Y、Z、A、C軸的運動誤差分別為ΔxX、ΔyY、ΔzZ、ΔβA、ΔβC,對應的初始運動位置分別為x0、y0、z0、a0、c0。則機床相鄰單元件的運動變換方程為
(4)

薄板件的加工變形使得加工精度存在不確定性,因此,引入加工變形誤差Y(S,p(t))。當工藝方案確定時,Y(S,p(t))與加工藝參數S=(n,f,ap,ae)T和加工位置p(t)有關。在薄板件加工過程中,加工變形將影響Z向的加工精度。如圖4所示,若刀具坐標系下的理論刀具接觸點為(x,y,z)T,則實際接觸點Pt=(x,y,z-Y(S,p(t)))T。設工件坐標系下的刀具接觸點Pw=(x′,y′,z′)T,由此可得機床加工誤差:
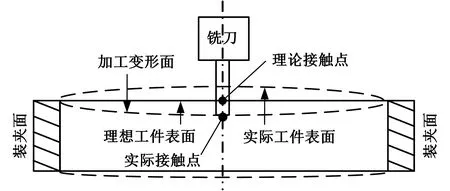
圖4 加工變形示意圖
(5)
由于薄板件的加工精度主要受機床Z向加工誤差的影響,故求解式(5)可得薄板件加工誤差模型EZ:
EZ=x3(sina0-ΔβAcosa0)(sinc0+ΔβCcosc0)+
x′(-ΔβAcosa0+sina0)(ΔβCcosc0+sinc0)+
y3(sina0-ΔβAcosa0)(cosc0-ΔβCsinc0)+
y′(-ΔβAcosa0+sina0)(-ΔβCsinc0+cosc0)+
z3(cosa0+ΔβAsina0)+Y(S,p(t))-ΔzZ-z+
z′(cosa0+ΔβAsina0)-z1-z2-z0
(6)
設工件加工工藝允許的最大加工誤差為E0,可以推導出薄板件的加工精度可靠性模型:
E(X,Y(S,p(t)),t)=E0-|EZ|
(7)
X=(ΔzZ,ΔβA,ΔβC)T
2.2 加工精度可靠性模型求解
根據時變可靠性理論,失效事件發生在極限狀態函數大于任何時間節點的閾值時刻[15]。在時間[t0,tm]內,薄板件的加工精度模型失效率為pf(t0,tm),因此,加工精度可靠度
R(t0,tm)=1-pf(t0,tm)=
P{E(X,Y(S,p(t)),t)≥0,?t∈[t0,tm]}
(8)
式中,P{·}表示概率。
本文運用基于單循環Kriging代理模型(a single-loop Kriging, SILK)的時變可靠性分析法[16]求解上述薄板件加工精度可靠性模型,主要步驟如下:①加工變形量離散化。Y(S,p(t))可以被看成一個隨機過程,在進行時變可靠性分析之前,通過K-L展開[17]將其表示為獨立隨機變量Z。②建立加工精度可靠性求解代理模型。首先,從樣本空間生成初始訓練點Din=(Xin,Zin),計算對應點的響應值;然后,采用蒙特卡羅模擬(Monte Carlo simulation, MCS)求解加工精度可靠性。③訓練代理模型E′(·),通過下式判斷R(t0,tm)計算精度是否滿足設定要求:
(9)
式中,fCOV為評價指標;NM為蒙特卡羅抽樣次數。
當R(t0,tm)計算精度小于預期值時則更新初始樣本點Din,并重新訓練E′(·),重復此過程直到滿足收斂條件。
3 薄板類零件銑削加工工藝參數優化
為實現薄板零件加工的高精度、高效率加工,建立以加工時間與薄板件加工平均變形量為目標、期望加工精度可靠度為約束條件的銑削加工工藝參數優化設計模型,以獲得最優工藝參數組合。
3.1 多目標優化模型
3.1.1優化變量
將影響加工效率、加工質量和刀具壽命的工藝參數(主軸轉速n、進給速度f、軸向切削深度ap以及徑向切削深度ae)作為薄板件銑削加工工藝優化的設計變量。
3.1.2優化目標
(1)加工時間t。加工時間t由材料去除體積V和材料去除率MV決定,其中,MV由進給速度f、軸向切削深度ap和徑向切削深度ae決定。若待加工薄板件的尺寸為a×b×h,對于一道既定工序,加工余量可根據切削深度ap進行調整,要求一次走刀完成加工,則材料去除面積為固定值A,且A=ab[18]。因此,優化目標t可以表示為
(10)
(2)平均變形誤差Ym。加工平均變形Ym與工藝參數、工藝條件以及工藝方案相關。在實際加工中,當工藝方案和工藝條件確定時,加工變形誤差主要由工藝參數決定,因此,優化目標Ym可表示為
(11)
其中,ti代表第i個加工時刻,共N個采樣點。
3.1.3約束條件
薄板件銑削加工工藝參數的選擇需要滿足加工精度可靠性的要求。除此之外,加工過程是在確保數控機床加工零部件質量和自身性能的前提下進行的,需要滿足包括主軸轉速、進給速度、切削深度、切削寬度、機床功率等多種工藝條件,因此,優化變量應滿足以下約束。
(1)時變可靠性約束如下:
式中,Rmin為加工過程中最小允許的加工精度可靠度。
(2)工藝條件約束如下:
nmin≤n≤nmaxfmin≤f≤fmax
ap,min≤a≤ap,maxae,min≤a≤ae,max
Pc≤ηPc,maxFc≤Fc,max
式中,nmin、nmax分別為數控機床銑刀所允許的最小與最大轉速;fmin、fmax分別為數控機床所允許的最小與最大進給速度;ap,min、ap,max分別為數控機床所允許的最小與最大軸向切削深度;ae,min、ae,max分別為數控機床所允許的最小與最大徑向切削深度;η為數控機床功率的有效系數;Pc,max為數控機床額定功率;Fc,max為數控機床的最大切削力。
基于上述分析,薄板件銑削加工工藝參數優化設計數學模型表示如下:
(12)
3.2 優化模型求解
以加工精度可靠性為約束的優化設計是一個雙循環計算過程,包括外循環的優化尋優過程與內循環的可靠性分析。多目標水循環算法(multi-objective water cycle algorithm, MOWCA)作為一種新的元啟發式優化算法,在求解多目標優化問題上有著較高的計算效率及求解精度[19],因此,本文引入MOWCA對優化過程進行求解,并利用SILK時變可靠性分析方法對薄板件加工精度可靠性進行評估。
每次迭代求解中,需要求解當前解集中各初始解對應的可靠性約束。首先, 利用高斯過程回歸模型獲得加工變形量Y;其次,將加工位置坐標轉用加工時間表征,并將加工變形量轉換為獨立隨機變量Z;然后,結合機床加工誤差訓練代理模型E′(·),若不滿足精度要求,更新樣本重新訓練,直至滿足要求;最后,求解得到各時刻對應的時變可靠性約束函數R(0,ti),用于檢驗當前解集中各個體是否滿足時變可靠性以及加工條件的要求。
綜上所述,本文基于SILK時變可靠性分析法和MOWCA對加工工藝參數進行優化設計的具體求解流程如圖5所示。

圖5 算法求解流程圖
4 案例研究
為驗證所提方法的有效性,設計了典型薄板件加工實例。如圖6所示,實驗設備是MAZAK VARIAXIS j-500/5型五軸數控機床,其基本參數為:額定功率11.5 kW,功率有效系數0.8;對應的刀具直徑為10 mm,螺旋角為30°,材料為硬質合金,齒數為4齒;待加工工件尺寸a×b×h=70mm×32mm×5 mm,加工面積2240 mm2,材料為ZL114A,彈性模量71 GPa,泊松比0.33;加工過程采用“Z字形”走刀,刀具軌跡如圖7所示。由于建立加工變形量預測模型需要大量的訓練數據,通過實驗法獲得十分昂貴,不利于工程實踐,因此,運用ABAQUS進行切削仿真,建立加工變形預測模型,并進行加工精度可靠性分析,然后,開展工藝參數可靠性優化設計,最后,利用加工實驗驗證所得優化結果的有效性。
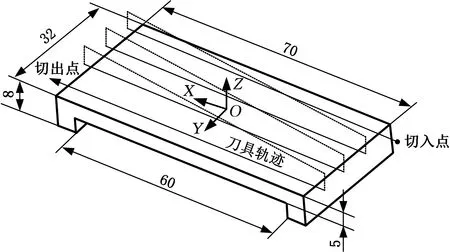
圖7 加工工件圖
為準確預測瞬時銑削力數值,開展銑削力實驗以求得銑削力模型[9]的系數。實驗結果如下:①剪切作用對切向、徑向和軸向切削力的作用系數值分別為Ktc=747.3 N/m2,Krc=152.5 N/m2,Kac=209.7 N/m2;②各向刃口力系數值分別為Kte=22.30 N/m,Kre=20.2 N/m,Kae=1.36 N/m。由此得出不同工藝參數下的瞬態銑削力,實現切削載荷準確加載。
在加工過程中,主軸轉速n、進給速度f、軸向切削深度ap及徑向切削深度ae均可變,為保證每次實驗走刀路徑一致,本節將ae設置為8 mm,將n、f、ap作為實驗可控因素。首先,選擇L16(43)正交表試驗法安排仿真實驗,各因素水平如表1所示;然后,建立有限元模型并動態加載切削載荷,進行切削仿真并提取每組工藝參數下加工變形隨加工位置的動態分布數據。其中,各組切削仿真實驗都加工到設計尺寸5 mm,零件兩端面非加工區域由剛性面固定,兩端底部平面由專用墊塊支撐。另外,通過靜態應變儀測得實際夾具夾持應力約為0.75 MPa,并將其作為邊界條件考慮到分析過程中。

表1 仿真實驗各因素水平
4.1 加工變形預測結果
表2列出了各組實驗參數下加工變形量的均值和最大值,基于此,利用MATLAB 軟件編程訓練高斯過程回歸預測模型。為保證高斯過程回歸模型的訓練效果,用于模型的訓練數據共1216條,包含16組工藝參數,每組參數包含走刀路徑上的76個樣本點。另外,為驗證加工變形誤差模型預測精度,將n=3800 r/min,f=220 mm/min,ap=0.17 mm的仿真實驗數據作為驗證數據集,共76個樣本點。預測值和仿真值對比結果如圖8所示,仿真實驗值與模型預測值變化趨勢一致,且均分布在95%置信區間內,表明該模型對加工變形有較好的預測效果。

表2 各組參數下加工變形量的均值和最大值

(a)切削路徑Y=-13 mm
4.2 加工精度可靠性分析
根據實驗數控機床的結構參數,該機床各單元相對于參考坐標系的偏移量P1=(-100.102,-35.258,308.901)T,P2=(0,0,168.451)T,P3=(-22.561,-15.258,150)T;刀位點坐標Pt=(0,0,0)。根據確定的工藝方案確定工件坐標系下刀具運動軌跡p(t)為xw=f[mod(t,70/f)]-36.021,yw=ae[t(70/f)]-13,zw=-ap(mod為取余運算,為取商運算符)。允許工件在Z向的加工誤差為0.040 mm;機床的各項運動誤差分布為ΔxX~N(0,0.001 252),ΔyY~N(0, 0.001 412),ΔzZ~N(0, 0.001 682),ΔβA~N(0, 0.000 0122),ΔβC~N(0,0.000 0122)。基于上述條件并結合式(11)可求得加工精度可靠性模型。
將加工位置轉換為加工時間表征,并基于Kriging時變可靠性分析模型,計算工藝參數組合為n=3800 r/min,f=220 mm/min,ap=0.17 mm時的加工精度可靠度變化曲線,結果如圖9所示。

圖9 加工精度可靠度變化曲線
由圖9可知,加工變形量隨加工時間變化呈現出波動較大的變化規律,這是由不同加工位置的剛度不同導致的。顯然,加工精度可靠度從第66.4 s開始下降,并且隨著加工時間積累逐漸降低;當加工變形達到一定程度時,可靠度急劇下降,t=70.1 s時可靠度僅為94.4%,難以保證加工質量。由此可見,加工變形對薄板件的加工精度可靠度影響十分顯著,因此,需要對加工變形進行優化控制,以滿足預期加工精度可靠度。
4.3 工藝參數優化設計結果分析及實驗驗證
4.3.1工藝參數優化設計結果及分析
利用MATLAB軟件編寫求解算法,多目標水循環算法的參數設置如下:河流和海洋總數Nsr=50,參數dmax=0.0012, 種群規模Npop=150,迭代次數設置為100,Pareto解集Npa=20;允許最小加工精度可靠度設置為Rmin=97%。求解后,所得較優工藝組合和優化結果如表3所示。其中,綜合優化方案為綜合考慮平均加工變形的多目標優化,僅優化效率方案和僅優化變形為單目標優化,經驗方案為根據車間工藝人員的經驗進行確定。

表3 優化結果
由表3可知,僅以加工效率(加工時間)為優化目標時,較大的切削用量使得材料去除率增加,從而縮短了加工時間,但大的切削用量會使切削力增大,從而加劇了工件的加工變形,使得加工誤差增大。僅以平均加工變形量為優化目標時,平均加工變形下降了23.81%,但加工時間增長了39.47%。由此可見,單一優化加工過程的平均變形或效率的方案均有弊端。本文在滿足加工精度可靠度要求的前提下,通過平衡加工變形、加工效率兩個目標,在減小加工變形量時,盡可能縮短加工時間。
綜合考慮加工變形和加工效率時,雖然比僅優化效率的加工時間增長了9.56%,但平均變形量減小了6.12%,同樣,雖然與僅優化變形相比,其平均加工變形增大了23.21%,但加工時間減短了21.45%;與經驗方案相比,綜合優化使平均加工變形減小了21.14%,加工效率提高了4.18%。圖10所示為綜合優化、優化效率和經驗方案的加工變形分布。由圖10可知,經驗方案的最大加工變形為0.0399 mm,而綜合優化方案的最大加工變形為0.0323 mm,減小了18.80%。因此,經綜合優化后可顯著改善加工變形。

(a)切削路徑Y=-13 mm
圖11所示為各方案下加工可靠度變化曲線。由圖11可知,經驗方案的可靠度超過了期望的最低加工精度可靠度,難以保證加工質量;僅優化加工效率的最低加工精度可靠度為97.12%,雖然滿足期望加工精度可靠度要求,但僅高出期望最低值0.12%,可靠性裕度較小;而綜合優化方案最低加工精度可靠度達到了98.21%,與僅優化變形相比雖然略有下降,但仍有較大裕度。綜上所述,綜合優化方案要優于僅優化效率、僅優化變形以及經驗方案,實現了加工平均變形與加工效率的協調最優。

圖11 不同方案下加工精度可靠度變化曲線
4.3.2優化結果驗證
為驗證優化結果的可靠性,利用表3方案1和方案4的工藝參數組合進行了實驗驗證。加工完成后,采用三坐標測量儀測量,測量現場如圖12所示。測量過程中,沿著加工路徑每隔4 mm 進行采樣,共計76個采樣點,與仿真過程保持一致。然后計算所有采樣點的平均值,最終結果如表4所示。

表4 仿真與實驗結果的對比

圖12 加工誤差測量現場
結果表明,實測量小于仿真條件獲得的變形量。一方面由于加工完成后的變形測量值實際是無切削力狀態下的塑性變形(殘余變形),而不是加工過程狀態下的實際變形誤差;另一方面,實驗中的測量誤差、刀具誤差也會導致實驗結果存在偏差。總體而言,兩組實驗結果相對誤差均在10%左右,可以認為仿真結果能較為準確地反映真實加工變形誤差。
5 結論
(1)本文分析了薄板件銑削加工過程中的加工變形,基于有限元法和高斯過程回歸算法建立了加工變形預測模型。基于此,建立了考慮工件加工變形和機床運動誤差的加工精度可靠性模型,對不同加工時刻的加工精度可靠度進行了評估。
(2)建立了以加工效率和平均加工變形為目標、加工精度可靠度以及加工工藝條件為約束的工藝參數優化模型,并利用多目標優化算法進行求解。結果表明,綜合優化可有效減小薄板件加工平均變形并提高加工效率,實現加工變形和加工效率的協調最優。
本文在進行薄板類零件工藝參數優化設計時只考慮了工件的彈性變形,因此,如何綜合考慮刀具變形開展薄板件工藝參數優化設計將是下一步的研究重點。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
