白鶴灘零配重轉輪制造關鍵技術研究
2022-06-22 07:06:08幸紹凱王裕民
水力發電 2022年2期
關鍵詞:質量
幸紹凱,李 濱,王裕民
(1.中國長江電力股份有限公司,湖北 宜昌 443002;2.哈爾濱電機廠有限責任公司,黑龍江 哈爾濱 150040;3.長江三峽技術經濟發展有限公司機電事務部,四川 成都 610041)
0 前 言
白鶴灘水電站位于金沙江下游四川省寧南縣和云南省巧家縣境內,為金沙江下游河段梯級開發的第二級電站,左右岸電站各安裝8臺混流式水輪發電機組,總裝機容量16 000 MW,僅次于三峽電站,居中國水電第二位,是“西電東送”的骨干電源點;單機容量1 000 MW,為世界水電之最。
白鶴灘轉輪尺寸大,質量大,精度高,采取工地建廠制造的方式,解決了大尺寸、大噸位部件無法運輸的難題。轉輪在現場制造時,需經部件拼焊、整體焊接、熱處理、機加工、靜平衡試驗等工序。
1 轉輪參數
白鶴灘水電站裝設16臺1 000 MW立軸混流式轉輪,左岸電站1~8號機組由東方電機有限公司(以下簡稱DEC)供貨,右岸電站9~16號機組由哈爾濱電機廠有限責任公司(以下簡稱HEC)供貨,轉輪相關參數如下。
DEC水輪機型號HLD545A-LJ- 847,額定出力1015 MW,額定水頭202 m,額定流量545.5 m3/s,額定轉速111.1 r/min,飛逸轉速210 r/min;轉輪直徑D1為8.47 m[1],轉輪高度3 925 mm;機組安裝高層570 m;額定點效率94.21%;最小水頭163.9 m,最大水頭243.1 m;轉輪葉片數15;上冠分2瓣,下環分2瓣;轉輪焊縫總長303.128 m,轉輪材質為ZG04Cr13Ni4Mo;上冠訂貨質量115 695 kg,下環訂貨質量65 890 kg,葉片訂貨質量11 033 kg,轉輪焊接質量359 280 kg,熔焊金屬質量12 200 kg。
HEC水輪機型號HLA1181-LJ- 872,額定出力1015 MW,額定水頭202 m,額定流量538.8 m3/s,額定轉速107.1 r/min,飛逸轉速198 r/min;轉輪直徑D1為8.72 m,轉輪高度3 795 mm;機組安裝高層570 m;額定點效率95.38%;最小水頭163.9 m,最大水頭243.1 m;轉輪葉片數30(15長15短)[2];上冠分3瓣,下環分4瓣;轉輪焊縫總長392.25 m,轉輪材質為ZG04Cr13Ni5Mo;上冠訂貨質量110 855 kg,下環訂貨質量58 524 kg。轉輪焊接質量355 158 kg,熔焊金屬質量約12 000 kg。
16臺機組均為俯視順時針旋轉,轉輪材質密度7.93 g/cm3。
2 轉輪靜平衡試驗的相關標準與技術要求
轉輪制造的靜平衡試驗參照以下3個國家標準:GB/T 6444—2008《機械振動 平衡詞匯》、GB/T 9239.1—2006《機械振動恒態(剛性)轉子平衡品質要求 規范與平衡允差的檢驗》、GB/T 9239.2—2006《機械振動恒態(剛性)轉子平衡品質要求 平衡誤差》。
平衡、不平衡、剩余不平衡等術語,在GBT9239.1—2006《機械振動恒態(剛性)轉子平衡品質要求 規范與平衡允差的檢驗》中有如下定義:平衡是指檢查并必要時調整轉子質量分布,以保證在對應的工作轉速頻率下,剩余不平衡或者軸頸振動和(或)作用于軸承的力在規定限值內的工藝過程。不平衡是指轉子旋轉產生離心力引起的振動力或運動作用于軸承時,該轉子所處的狀態。初始不平衡是指平衡前轉子上存在的不平衡,剩余不平衡是指平衡后轉子上剩余的不平衡[3]。
按照GBT 9239.2—2006《機械振動恒態(剛性)轉子平衡品質要求 平衡誤差》總則,在某種情況下設計的轉子材料均勻,機械加工的公差足夠小,那么這樣的轉子在制造后不需平衡。然而,在大多數情況下,轉子的初始不平衡都會超過GB/T 9239.1規定的允許值,因此,應對這些轉子進行平衡,以檢驗轉輪的質心在回轉幾何軸線公差允許的范圍內。
3 分瓣轉輪制造工藝與平衡級別
白鶴灘水電站機組為混流式轉輪,上冠、下環采取分瓣制造、現場焊接,葉片采取分片制造、再進行整體現場焊接的工藝方法,制造過程嚴格遵守《混流式水輪機轉輪現場制造工藝導則》標準[4]。圖1為GB/T 9239.1—2006《機械振動恒態(剛性)轉子平衡品質要求 規范與平衡允差的檢驗》中根據平衡品質級別G和工作轉速n確定的許用剩余不平衡度截圖。
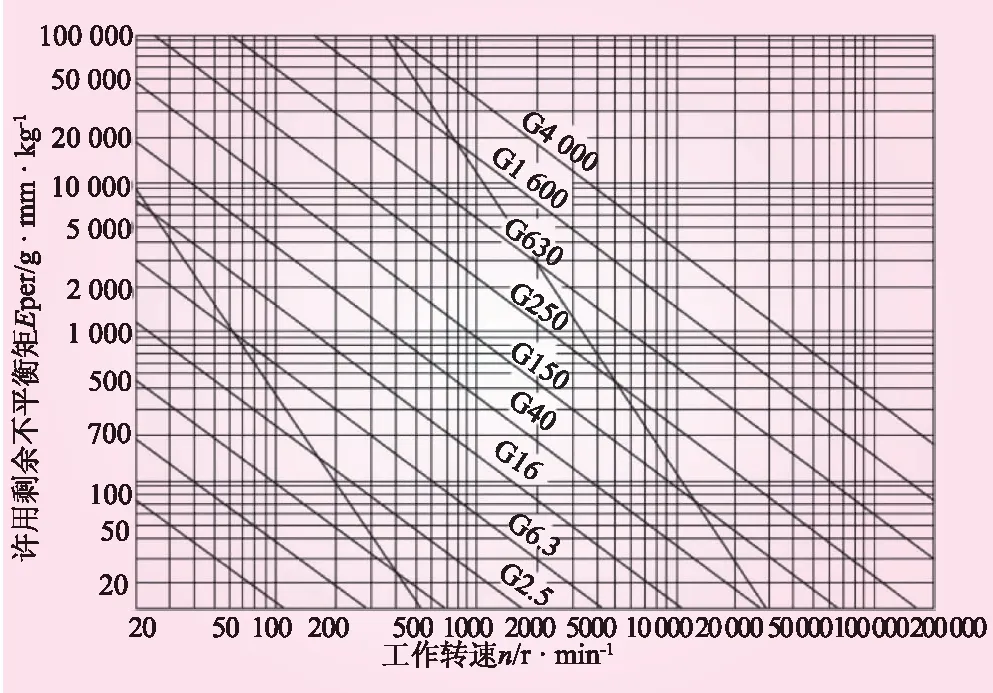
圖1 根據平衡品質級別G和工作轉速n確定的許用剩余不平衡度
對水輪機來說,平衡品質級別為G6.3,是指剩余不平衡度Eper和轉子在最高工作轉速時的角速度Ω的乘積為6.3級別。Eper·Ω依據圖1進行值選,則剩余不平衡力矩Uper(單位kg·m)可以用式(1)計算[4]
Uper=(Eper·Ω)×m
(1)
式中,m為轉動件質量,kg。
具體步驟為:①通過初始平衡,檢測出轉輪制造的初始不平衡力矩及其方位;②通過計算,確定配重質量和焊接方位;③焊接配重塊,打磨焊縫及表面;④再進行靜平衡試驗,檢查剩余不平衡力矩。
只有剩余不平衡力矩在設計范圍內,轉輪制造才算合格。目前大型混流式水輪機轉輪的靜平衡試驗通常采用負載傳感器法或靜壓球頭法[4]。白鶴灘水電站中,DEC機組采用負載傳感器法;剩余不平衡力矩設計值≤187 kg·m;精品要求≤74 kg·m;HEC機組采用靜壓球頭法,剩余不平衡力矩設計值≤100 kg·m;精品要求≤75 kg·m。
4 轉輪靜平衡實現零配重的技術難點
4.1 均勻制造分瓣轉輪各部件
轉輪分瓣部件的材質必須均勻。上冠分瓣、下環分瓣、葉片制造的過程中,均要求部件幾何尺寸符合要求,且密度也必須均勻一致,確保各部件質量和體積有嚴格的比例關系,以便分瓣部件組裝焊接后符合整體幾何尺寸和質量要求。
4.2 保證部件制造形狀和質量
在保證轉輪各個部件外形尺寸合格的同時,必須嚴格檢查核對部件尺寸、表面積、體積和質量,確保制造形狀和質量等核心要素合格、準確。
4.3 合理安排葉片最優平衡裝配順序
因加工偏差,轉輪葉片數量多會造成葉片質量有差異。在完成葉片稱重后,需依據葉片實際質量,安排最優平衡裝配順序。以確保葉片分布對稱均勻,偏心矩最小。表1為白鶴灘零配重轉輪葉片質量統計分析。依據偏心計算,零配重轉輪葉片偏心IZ計算只有0.005 8[5]。
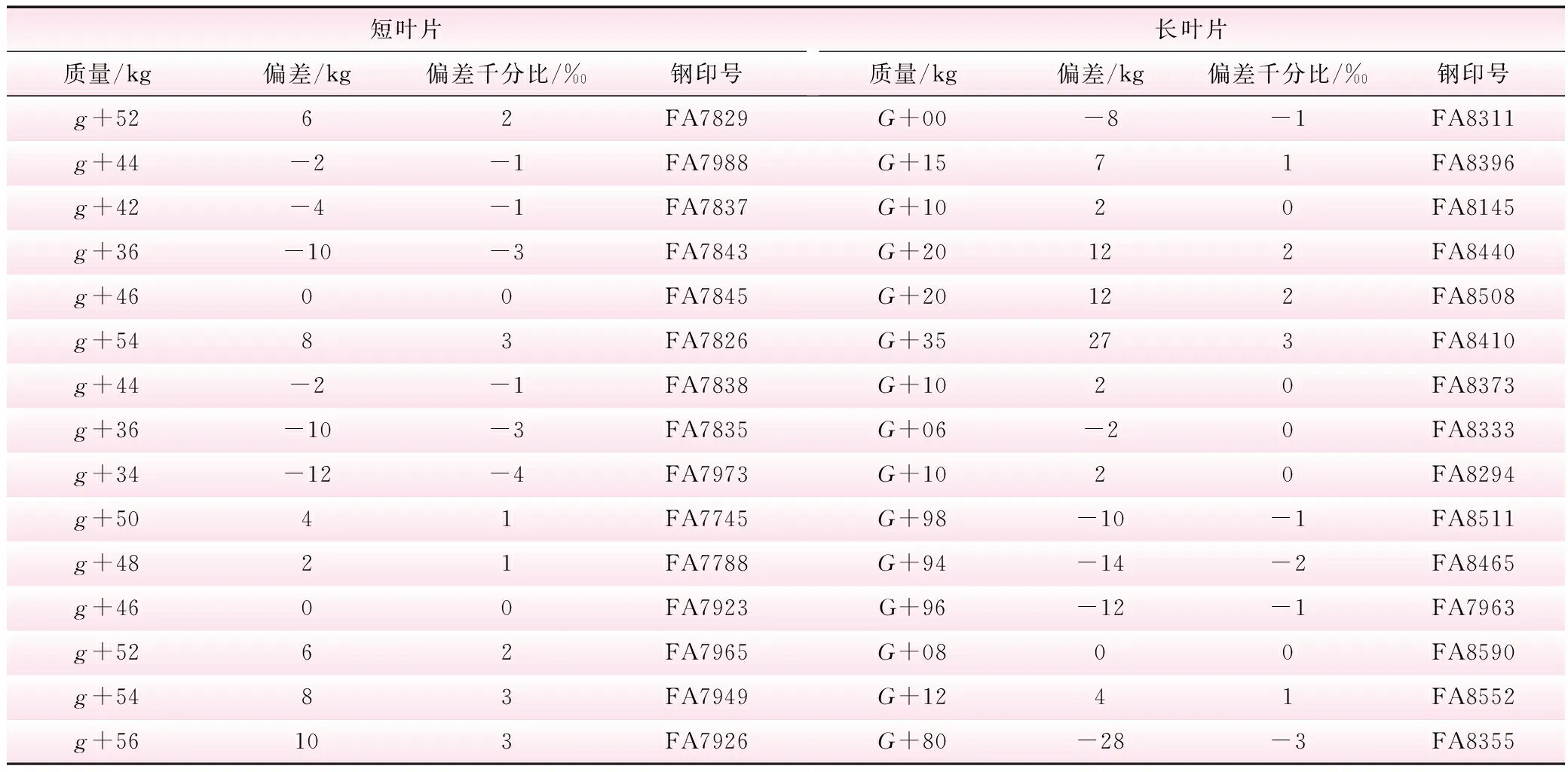
表1 零配轉輪葉片質量統計分析
4.4 保證分瓣部件裝焊尺寸精度等級
上冠和下環的分瓣組圓焊接,必須確保對接部位水平、圓度、型線合格,且整體圓度、圓柱度、水平都要控制在1~3 mm范圍;焊接后,整體部件的水平、圓度、型線等外形尺寸偏差均應控制在1~2 mm。
4.5 嚴格控制轉輪整體裝配尺寸
轉輪上冠、下環、葉片在整體裝配時,需嚴格控制上冠水平、下環水平,上冠下環之間的平行度、同軸度、進口高度。葉片吊裝就位,在尺寸檢查中,對進水邊節距、出水邊開口,進出口角位置度等核心要素尺寸必須嚴格控制。
在實際數據檢查見證中,零配重轉輪上冠、下環組圓焊接,不僅應無缺陷,而且還應在焊接過程中嚴格檢查監視變形,焊接后型線也必須完全符合要求。在整體裝焊接尺寸見證時,整體圓度尺寸為±1.5 mm,同軸度±1.5 mm,上冠、下環開檔在2~3 mm,比設計4~6 mm提高了1個精度等級。
4.6 嚴格控制整體焊接變形
轉輪整體焊接中,需嚴格控制預熱溫度的均勻、對稱均勻焊接、變形與反變形焊接,確保整體焊后尺寸與退后火尺寸均能精準達到設計要求。
4.7 保證無損檢測無缺陷
轉輪焊接中需要進行的無損檢測,不僅是UT,而且還有PT和MT,在制造過程中,必須全程進行無損檢測,確保焊接與加工后焊縫、過流面、非過流面合格,確保轉輪零缺陷出廠。
4.8 保證焊縫和流道精磨對稱均勻
轉輪焊接完工,焊腳圓根粗磨;轉輪退火后,整體進行精磨,精磨務必確保流道光滑、對稱均勻。如果在2~3 m長的過流面上,表面積1 m2的區域,磨量不均勻度有0.01 mm,質量半徑矩偏心就會有0.198 kg·m偏差。如果不均勻焊接和偏磨都集中在一個象限,累計偏心誤差就會影響到靜平衡。
4.9 準確定位車鏜序加工回轉中心與質心
在轉輪車序中,檢測加工基準,在圓周方向最大會有0.02~0.04 mm的橢圓度,水平方向跳動一般不超過0.02~0.03 mm。在找正加工基準時,如果回轉中心與實際質心偏差1 mm,對300多t轉輪靜平衡試驗的配重影響巨大。
5 轉輪零配重確認
2020年1月16日~1月17日,白鶴灘水電站機組經過多次零配重轉輪的靜平衡試驗,結果顯示剩余不平衡力矩為40 kg·m,轉輪無需配重,滿足了剩余不平衡力矩小于75 kg·m的要求。
6 結 語
大型轉輪零配重制造,不僅需要全過程質量與工藝管控,而且也需要轉輪部件質量檢測手段的全面提升,特別是轉輪全數控加工和全流道數據測量技術應用要緊密配合發展。
在白鶴灘水電站機組的轉輪制造中,哈電首次采用光筆測量葉片進水邊安放角位置度,激光跟蹤儀測量出水邊安放角位置度,用測量數據與三維建模比對裝焊和成品誤差,提高轉輪制造的精度,也為三維設計、激光測量技術在轉輪制造中的應用開拓了廣泛的前景。
隨著轉輪零部件制造精度的提高及測量技術的應用,通過轉輪制造工藝技術的完善改進,實現零配重或少配重將成為一個必然結果。
猜你喜歡
中學生數理化·中考版(2022年10期)2022-11-10 09:37:42
中學生數理化·八年級物理人教版(2022年12期)2022-02-14 07:08:42
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
石油化工建設(2018年6期)2018-04-22 03:16:54
產品可靠性報告(2017年7期)2017-09-05 09:49:12
中學生數理化·八年級物理人教版(2017年12期)2017-04-18 12:59:38
汽車觀察(2016年3期)2016-02-28 13:16:26
民生周刊(2014年7期)2014-03-28 01:30:54