基于異種鋼材焊點失效的仿真建模方法及驗證*
2022-06-23 10:57:56李金柱石興博任鵬飛田杰斌
機電工程技術 2022年5期
關鍵詞:變形
李金柱,石興博,張 賽,任鵬飛,田杰斌,羅 原
(1.中國汽車技術研究中心有限公司,天津 300300;2.中汽研(天津)汽車工程研究院有限公司,天津 300300)
0 引言
相比于其他連接工藝,電阻點焊技術具有生產成本低、效率高、焊接表面品質好的優(yōu)點,被廣泛應用到汽車的生產制造過程中[1]。焊點質量不僅影響車輛的安全性能,還和NVH、疲勞耐久有關,保證焊點質量的可靠是汽車開發(fā)的重點。
在整車系統(tǒng)中,焊點的數量多、布置面積大,不同材料的焊接性能也不同,在實際變形中受到的載荷復雜多樣[2-3],僅僅通過試驗測試會導致時間和經濟成本壓力大的問題。隨著CAE 仿真技術的成熟,可以很大程度彌補這個問題,而車身上焊接結構的材料和厚度都不完全相同,焊接性能也不完全相同,僅僅通過一套焊點參數不能夠準確模擬整車的焊點受力情況,需要測試得到不同部件之間的焊點力學性能參數,然后帶入到整車進行計算。最重要的一步就是如何得到不同材料之間準確的焊點力學性能參數,并通過仿真能夠預測焊點的脫開情況是目前研究的重點。對于焊點的模擬,人們進行了大量研究,主要是針對不同焊點類型對仿真結果的影響[4-5],然而對于不同材料之間焊點失效參數的獲得以及驗證尚未有統(tǒng)一可靠的流程和方法。因此一種簡單且能夠準確模擬焊點在實際變形過程中出現失效脫開現象的焊點模型一直是有限元模擬中的一個難點。
本文將通過搭接剪切試驗、拉伸剝離試驗、十字拉伸試驗獲得兩種板材焊點不同方向的失效參數,并通過相同母材及焊接工藝的部件壓潰試驗進行仿真驗證,對部件變形、焊點失效情況及載荷-位移曲線進行了全方面對比,驗證了兩種金屬板材焊點失效參數的可靠性。該方法后續(xù)可以推廣應用到更多的材料組合形式,進而為整車及零部件性能的開發(fā)提供參考。
1 焊點失效準則及建模方法
1.1 焊點失效準則
焊點在實際承載過程中主要受到沿焊點接觸面的剪切力、垂直于接觸面正拉力、平行接觸面的彎矩以及垂直于接觸面的扭矩的作用,通常沿接觸面的剪切力和垂直接觸面的正拉力是導致焊點失效的主要載荷形式。為了全面系統(tǒng)的描述焊點的受力形式和特點,為后續(xù)焊點失效判據的建立創(chuàng)造條件,有必要定量描述焊點接頭的所承受的各種載荷,如圖1 所示。

圖1 焊點受力情況
由于試驗測試可以得到焊點不同方向的載荷值,根據焊點的實際受力情況,將復合載荷的作用分解為多個單向載荷的組合作用,構建基于合力的焊點失效準則[6],如下式所示,當焊點所受的力超過其承載能力時,焊點發(fā)生失效。

式中:NRRF為焊點能承受的R 向最大拉力;NRSF為焊點能承受的S向最大剪切力;NRTF為焊點能承受的T向最大剪切力;MRRF為焊點能承受的最大扭矩;MSSF為焊點能承受的S向最大彎矩;MTTF為焊點能承受的T向最大彎矩。
當FC≥1 時,焊點會被判定為失效。焊點失效判據中的分母即為焊點失效參數,而如何通過試驗測試并通過仿真校準是對焊點結構失效行為進行準確模擬的關鍵。
1.2 焊點模擬方法
焊點性能的精確模擬一方面需要精確的力學性能參數,另一方面還需要選擇合適的單元形式。焊點單元形式的選擇主要參考精度、建模復雜程度和計算時間,選擇不同的單元類型會導致結果有一定的差距。目前常見的焊點模擬類型主要有剛性單元(Rigid)、梁單元(Beam)和實體單元(Solid)等[7]。
剛性單元是指在焊點位置約束相鄰兩個節(jié)點的自由度,通過這個方法,兩層殼單元在變形過程中保持一致,如圖2 所示。剛性單元無法模擬焊點所受的彎矩,且在建模時要求焊點處的節(jié)點必須對齊,使剛性梁能夠垂直于所連接的面,若存在一定夾角,則會對焊點力的計算有影響,這種方法一般用在不是關鍵部件的位置,計算效率較高,但精度較差。

圖2 剛性單元模型
梁單元模擬是指在焊點位置用梁單元連接兩層殼單元,如圖3 所示。梁單元的兩個節(jié)點分別與上下兩層的單元相連,再通過定義接觸的方法模擬焊點與母材的連接關系。梁單元傳遞力的形式是通過對附近殼單元的多個節(jié)點按權分配載荷的大小,可以近似模擬焊點的受力情況,但對于復雜工況的焊點受力模擬精度不如實體單元。
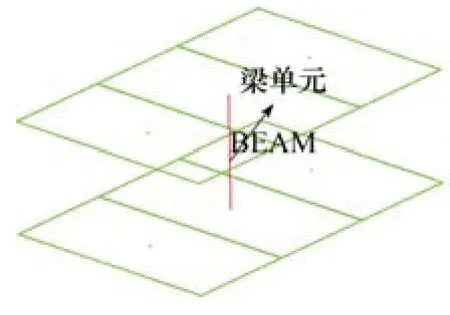
圖3 梁單元模型
采用實體單元來模擬點焊連接是在焊點位置定義體單元來連接殼單元,如圖4 所示。此方法從三維的角度盡可能地模擬焊點,通過定義接觸將兩殼單元連接起來,力與力矩是通過體單元來傳遞的,這種穩(wěn)固的連接方法能捕捉焊點位置的變形情況和所受載荷,準確體現焊點與板材在變形過程中的實際情況。
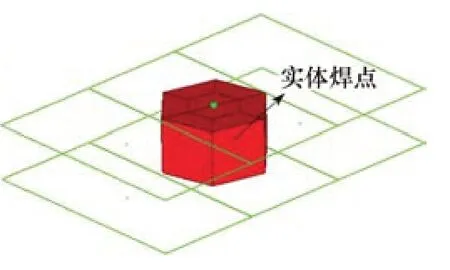
圖4 實體單元模型
2 焊點失效參數獲取
2.1 母材和焊點基本參數
本文中選取1.6 mm 厚的DP590 與1.5 mm 厚的HC420 LA的搭接組合作為不同板材失效判據有效性的研究對象,其應力應變曲線如圖5 所示,兩種材料強度已經經過仿真標定。根據不同的工況對該搭接組合進行力學性能試驗。

圖5 母材應力-應變曲線
根據對失效準則中參數的分析,基于力的焊點失效將根據不同的載荷類型選用對應的試驗方式,通過十字拉伸試驗獲得焊點的軸向最大失效力,搭接試驗獲得焊點的切向最大失效力,剝離試驗獲得最大剝離彎矩,各試驗方式如圖6 所示。其中拉伸速度為2 mm∕min。為減小試驗的隨機誤差,試驗在相同條件下進行了3組。

圖6 不同類型試驗接頭樣件
根據相關文獻研究,焊點熔核區(qū)的屈服強度可以根據金屬材料硬度與屈服強度的大小成比例的關系間接得出,可表示為[7]:

式中:HVW為焊點的維氏硬度;δSW為焊點的屈服強度;HVU為基體的維氏硬度;δSU為基體的屈服強度。
焊點的材料屬性如表1所示。

表1 焊點的基本屬性
2.2 焊點失效分析及參數的確定
搭接剪切試樣在試驗中的變形如圖7(a) 所示,在加載過程中,母材產生了翹曲變形,因為焊點脫開導致1.5 mm 的母材出現一個孔洞。通過試驗載荷-位移曲線(圖7(b))可以看出,搭接試驗可以分為兩個階段,第一個階段oa(以第3 組曲線為例)可以看成一個近似彈性變化,這段主要為焊點和母材共同作用,焊點周圍剛度較大,力值上升較快。這從側面證明了,焊點強度和母材有強關聯(lián)性。第二階段ab隨著位移的繼續(xù)增加,載荷增加速度變慢,這是因為該階段焊點周圍區(qū)域發(fā)生塑性變形,熱影響區(qū)出現應力集中,焊點周圍局部剛度下降,出現吸能效果。隨著載荷的進一步增大,當焊點周圍變形超過材料的最大塑性應變時出現裂紋,試驗的最大載荷出現,焊點失效。通過搭接試驗可得到該焊接結構中失效S向、T向剪切合力NRSF、NRTF為24 686 N。

圖7 搭接接頭試樣變形及載荷-位移曲線
拉伸剝離試樣試驗變形如圖8(a)所示,母材在彎折的地方出現了較大的變形,在焊點周圍脫開的地方并沒有出現孔洞。這說明在焊點脫開的過程中,焊點承受了大部分彎矩載荷。通過試驗載荷-位移曲線如圖8(b)所示,可以看出,曲線的整體趨勢與搭接剪切的較一致,但載荷比較小。試驗大致也分為兩個階段,第一個階段oa(以第3 組曲線為例)載荷上升較快,主要是母材彎折處在焊點的作用下發(fā)生拉伸展開,該階段焊點周圍沒有發(fā)生明顯的變形。第二階段ab隨著位移的繼續(xù)增加,板材搭接的距離繼續(xù)增大,焊點周圍局部出現應力集中,產生塑性變形,焊點周圍局部剛度降低,載荷上升速度降低。隨著載荷的進一步增大,當塑性應變達到最大值時,開始出現裂紋,最終焊點與母材分離,焊點失效。另外實際情況中,焊點受到扭轉的概率較低,可以近似等效為彎矩。由此可近似計算出該焊接結構的失效彎矩和扭矩MRRF、MSSF、MRTF為27 808 N·mm。

圖8 剝離接頭試樣變形及載荷-位移曲線
十字拉伸試樣試驗變形如圖9(a)所示,兩塊板材焊點位置發(fā)生翹曲,在焊點周圍出現孔洞。試驗載荷-位移曲線如圖9(b)所示,可以看出,曲線的整體趨勢與搭接剪切和拉伸剝離差異較大,呈現上升速度先慢后快的特點,焊點失效之前載荷急劇增加。這是由于拉伸過程中焊點周圍受到的載荷相對于其余兩個工況更加均勻,沒有出現裂紋擴展,而是焊點周圍同時失效,所以載荷達到最大值后立即失效,沒有出現平臺階段。通過十字拉伸試驗可得到該焊接結構的失效最大軸向力NRRF=7 916 N。
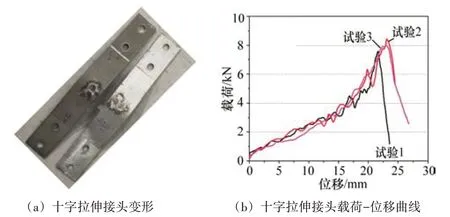
圖9 十字拉伸接頭試驗變形及載荷-位移曲線
3 多焊點子系統(tǒng)部件驗證
車身中焊接部件多以型腔形式存在,為了接近實際情況,本文選擇口字型梁壓潰試驗及其仿真來驗證焊點失效模型的模擬精度,梁的材料、厚度與母材保持一致。焊點布置如圖7所示,焊點間距L=50 mm,焊點直徑為6 mm。利用前述焊點失效模型的建立方法,將測試得到的焊點力學性能參數填入仿真應用的卡片。梁的壓潰速度為3 mm∕s,壓潰距離為140 mm。仿真模型中通過設置關鍵字*CONTACT_TIED_NODES_TO_SURFACE 模擬焊點與板材的連接;通過設置截面力,讀取關鍵字*DATABASE_CROSS_SECTION_PLANE 輸出載荷;通過設置關鍵字*DATABASE_HISTORY_NODE 輸出節(jié)點加載位移,模擬試驗測試得到的位移和載荷。

圖10 焊點布置示意圖
圖11(a)所示為試驗壓潰后的變形情況,圖11(b)所示為仿真壓潰后的變形情況。仿真折疊區(qū)域的變形與梁實際的變形特征接近,且焊點失效的位置也與試驗一致。說明焊點失效參數可以準確的反映焊點在實際工況中的受力情況。從圖11(c)所示的載荷-位移曲線可知,仿真和試驗的曲線形式基本吻合,仿真得到的最大峰值載荷為60 763.9 N,3組平行試驗測試得到的的最大峰值載荷分別為59 719.6 N、62 622.6 N、614 72.6 N,最大誤差為2.9%,兩種板材之間焊點參數的模擬精度可以滿足實際工程的應用。

圖11 口字型梁壓潰試驗與仿真對比圖
4 結束語
本文通過試驗測試獲得兩種不同金屬板材之間焊點不同方向的力學性能參數,并通過部件壓潰試驗及其仿真分析驗證了焊點參數的準確性。研究結果如下。
(1) 通過拉剪、剝離、十字拉伸試驗可以獲得DP590與HC420 LA焊點的失效規(guī)律和力學性能參數。焊點可以承受的拉剪力最大,為24 686 N,其次是軸向拉力,為7 916 N,而所能承受的彎扭力最小,為3 476 N,在試驗測試以及生產制造過程中要根據焊點的實際情況考慮焊點布置位置及數量。
(2)針對壓潰失效過程的焊點力仿真得到的峰值載荷與試驗結果的誤差小于2.9%,且變形情況基本一致,表明試驗測試得到的焊點力學性能參數可以滿足仿真精度要求,可以推廣到更多材料的焊接組合形式。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36