機器學習模型在切削力預測中應用研究
2022-06-23 10:58:10李香飛張曉光吳鴻雁
機電工程技術 2022年5期
李香飛,張曉光,吳鴻雁
(天津職業(yè)技術師范大學工程實訓中心,天津 300222)
0 引言
在研究材料的切削性能時,通常主要研究切削力與切削參數(shù)的關系特征,并基于不同計算方法建立切削力的預測模型。若是能夠準確預測切削力,對于加工參數(shù)的優(yōu)化和加工工藝的改善同樣起著重要作用。
在切削力模型的建模中,經驗公式有著廣泛的應用。李峰[1]、吳明陽[2-3]和陳勇等[4]在研究鎳基高溫合金GH4169 的切削性能時,基于切削力經驗公式建立了切削力預測模型,為高溫合金GH4169 的粗加工插銑參數(shù)選取提供依據(jù)。張蓉蓉等[5]在研究鋁合金7075 車削力時,使用指數(shù)公式建立了切削力預測模型,并證了模型的有效性。張曉[6]對3Cr13 不銹鋼的銑削建模時,獲取了Fx、Fy、Fz三個方向上的切削力,建立了切削力的經驗模型,利用F值檢驗了模型的顯著性。李素燕等[7]在高速車削淬硬軸承鋼的切削力試驗研究中,基于試驗數(shù)據(jù)建立了經驗模型用以切削力的預測。Jinfeng Wang 等[8]利用幾何學和機械學結合建立了切削力回歸模型用于對切削力的預測,利用試驗數(shù)據(jù)驗證了模型的預測可靠性。
由于近年來隨著機器學習理論的不斷完善和發(fā)展,基于這些成熟的機器學習理論生成的多種機器學習方法也被引入了切削力預測以及切削參數(shù)的優(yōu)化研究中,大大提高了模型預測精度。高東強等[9]使用遺傳算法并基于MATLAB 中的遺傳算法工具箱。向國齊[10]研究鈦合金銑削加工性能時,通過有限元數(shù)值計算建立了基于支持向量機的切削力預測模型。劉維偉[11]使用了多元線性回歸方法,并通過實驗驗證了模型的預測準確性。胡敏敏[12]等研究鈦合金TC4 的切削性能時,采用響應曲面法和神經算法結合的方法建立了切削力模型。李鑫[13]等在預測切削力時,分別基于銑削力的經驗公式和人工神經網絡的建立了切削力預測模型,通過比較發(fā)現(xiàn)基于人工神經網絡的預測模型的預測精度優(yōu)于經驗公式。鄧潔勇[14]等人研究鈦合金的切削力時,使用BP神經網絡建立了鈦合金的切削力預測模型。Zoran Jurkovic 等[15]比較了在高速車削方式下支持向量機、神經網絡以及多項式回歸的預測性能,對于切削力和表面粗糙度的預測,支持向量機和多項式回歸的預測性能沒有明顯差別,但二者優(yōu)于神經網絡,而對于刀具壽命方面的預測,神經網絡的預測性能優(yōu)于其他兩種方法。
機器學習算法大多需要通過試驗樣本數(shù)據(jù)以便進行訓練建模,但是在建模過程中不同算法對試驗方法、試驗數(shù)據(jù)等多種因素的敏感度不同,較為敏感的算法在不同場合建模時,其所建模型的預測精度千差萬別。另外由于機器學習為暗箱建模過程,實驗成本較高,數(shù)據(jù)樣本容量較小,機器學習訓練樣本不夠導致建模精度低等問題。因此合理的選擇機器學習算法及樣本容量較小的情況下對提高模型預測精度顯得極為重要。然而在眾多的文獻中,鮮有對機器學習模型在小樣本容量情況下的建模進行研究及對多種機器學習方法之間的預測性能進行比較,在機器學習方法建模和選擇上缺乏參考。本文選取多篇文獻中的切削力試驗數(shù)據(jù),這些試驗數(shù)據(jù)中的試驗材料、試驗方法、切削方式以及輸入變量等多個因素不盡相同。選取6 種機器學習方法分別對其建立切削力預測模型,并評估和比較各模型的預測精度。
1 樣本數(shù)據(jù)說明
將文獻中的數(shù)據(jù)基本信息整理成表1。樣本數(shù)據(jù)主要基于不同種材料和不同的切削方式。李鋒等[1]采用三因素分別是切削速度Vc、每齒進給量fz、徑向切深ae,并獲取了3個Fx、Fy、Fz三個方向上的切削力數(shù)據(jù)作為輸出變量。高東強等人分析了主軸轉速n(r∕min),每齒進給量fz(mm ∕z)以及徑向切深ae(mm)對徑向力Fa和軸向力Fz、刀片壽命的影響。劉維偉[11]和吳明陽等[2-3]均以切削速度Vc、背吃刀量ap和每齒進給量fz作為3 個輸入變量。陳勇等[4]在研究高壓冷卻的環(huán)境下高溫合金GH4169的加工切削力特性,以切削速度Vc、進給量f和徑向切深ae為輸入變量,以3個Fx、Fy、Fz三個方向上的切削力為輸出變量。胡敏敏等[12]在銑削方式下選取了Vc、ap和fz作為輸入變量。

表1 切削力數(shù)據(jù)樣本的特征
張曉等[6]在對3Cr13不銹鋼的銑削試驗時,選取的輸入變量分別為切削速度Vc、每齒進給量fz、徑向切深ae以及背吃刀量ap,設計了25 組四因素五水平的正交試驗,獲取了Fx、Fy、Fz三個方向上的切削力。李鑫等[13]設計了27 組正交試驗,但所選因素為主軸轉速n,每齒進給量fz以及背吃刀量ap,輸出變量為合力F合。鄧杰勇[14]、李素燕[7]、Jinfeng Wang[8]、Zoran Jurkovic[15]中試驗所選用的輸入變量均為切削速度Vc、進給量f和背吃刀量ap,所不同的是試驗材料、樣本容量以及輸出變量。
2 方法
2.1 機器學習算法
機器學習算法非常多,根據(jù)先前研究中預測精度較好的學習模型[16],選擇6 種模型用于切削力的分析預測。線性回歸模型(Linear)計算成本較低,能得出相應的顯式表達式,但是線性回歸建模對異常值較為敏感[17]。多元自適應回歸樣條(MARS)法實際上是建立多個分段線性回歸模型,但相較于線性回歸模型和神經網絡模型,該回歸模型考慮了自變量的交互作用。袋裝多元自適應回歸樣條法(BMARS)[17]法通過從觀測數(shù)據(jù)中抽取多個數(shù)據(jù)集,對每個數(shù)據(jù)集分別建立預測模型,再對由所建預測模型得到的多個預測值求均值,這樣可以減小預測值的方差提高預測精度,尤其對于那些不穩(wěn)定的預測模型,通過求均值減小方差使預測值更加的穩(wěn)定。與偏最小二乘法類似的神經網絡算法(NNet)利用中間層的隱藏變量即隱藏元進行建模。支持向量機(SVM)是一種比較穩(wěn)健的回歸建模技術,在建模時因不使用殘差的平方而使大的異常觀測值只能對回歸方程產生有限的影響。隨機森林(RF)是基于袋裝法,將多個獨立的強樹回歸模型進行集合后,這樣其整體的方差要比組合前的單個樹回歸模型方差更小。
2.2 模型的過擬合與模型調優(yōu)
機器學習模型具有很好的自適應性,能夠對復雜的關系建立模型,但是在建模過程中會過于強調對建模數(shù)據(jù)的擬合,將每個樣本特有的噪聲也融入進模型當中,這會影響模型的預測精度。因此在建模時應該通過尋找最優(yōu)的參數(shù)以便于降低甚至消除模型的過擬合現(xiàn)象提高模型預測精度。重抽樣方法有很多如K折交叉驗證、廣義交叉驗證以及Bootstrap 方法。Bootstrap 方法更適用于小樣本,它是利用計算機反復地從原始數(shù)據(jù)集中有放回的抽取數(shù)據(jù)組成新的樣本,進而得出均方根誤差(RMSE)衡量模型預測精度。RMSE 是均方誤差MSE 的平方根,與觀測值單位相同,通常是認為預測值與觀測值之間的平均距離[17]。
3 切削力回歸模型的建立
基于R 平臺的caret 包中包含線性回歸Linear、袋裝法(BMARS)、多元自適應回歸樣條MARS、支持向量機SVM、人工神經網絡NNet 和隨機森林RF 這6 種學習方法,使用這6 種方法分別對上述論文中各方向切削力建立回歸模型,依據(jù)統(tǒng)計量R2保留大于80%的25個切削力模型,以確保模型有較高的預測精度,其中基于銑削加工方式的模型有9 個,基于車削加工方式建立的模型有16 個。通過程序算法獲取兩個重要的統(tǒng)計量:R2以及均方根誤差RMSE 值,并根據(jù)每個統(tǒng)計量值大小進行排列,如圖1和圖2中Fx、F合模型。
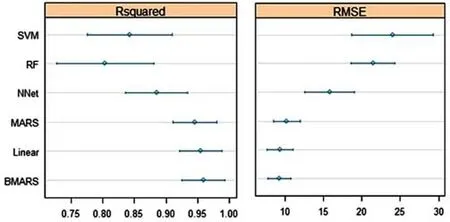
圖1 切削力Fx 6種學習模型的預測性能比較

圖2 切削力F合6種學習模型的預測性能比較
圖1 所示為基于文獻[6]和文獻[13]中的試驗數(shù)據(jù)進行建模并同時獲取了每個模型相應的R2和RMSE,置信水平0.95。橫軸表示兩個預測性能統(tǒng)計量,縱軸從最底端至最頂端依次為6 個機器學習模型。從圖1 中看出,按照R2值從小到大進行排列,那么BMARS 和Linear以及MARS 的R2近乎相當且均大于0.95,依次排在第1、第2、第3 位次。在統(tǒng)計量RMSE 中,同樣是BMARS、Linear及MARS三種模型的RMSE 值最小。在模型的過擬合與調整過優(yōu)中提到以RMSE 作為衡量模型的預測精度,RMSE 值越小這表明預測精度越高,那么在對文獻[6]中數(shù)據(jù)進行回歸預測時,BMARS 和Linear 及MRAS 模型的預測精度高于其他3 種學習方法,且BMARS 預測精度最高。同理在圖2 中預測精度較好的是BMARS 和MARS 兩種模型,其中BMARS 的模型精度最高。對于表1 中的其他樣本數(shù)據(jù)也進行了如上的詳細分析,由于篇幅限制,本文不列出詳細計算結果。
4 結果分析
使用6 種機器學習方法對文獻[1]至文獻[13]切削力樣本數(shù)據(jù)分別建立了25 個預測模型,以模型的評估精度統(tǒng)計量RMSE 值從小至大進行排列。基于同一切削力建立的回歸模型,RMSE 值越小則表明該模型的預測精度越高,并排在第1位,RMSE值最大則意味著相應模型的預測精度在六者之中最低,排在第6 位。根據(jù)模型的順次關系,統(tǒng)計出各方法分別排在第1位至第6位的頻數(shù)繪制成如圖3所示的直方圖,橫軸1,2,…,6表示第1至第6位次,即精度等級依次降低,縱軸為模型出現(xiàn)在某位次的頻數(shù)。

圖3 6種機器學習模型精度排序的頻數(shù)直方圖
圖3中顯示所建立的25個BMARS模型中,其主要分布在前4位,其中排在第1位的有13次,出現(xiàn)在前3位中共有20 次,占總數(shù)的86%。Linear 模型除了第6 位以外各位次都有分布,出現(xiàn)在第1 位2 次,第2 位5 次,分布在前3 位中有16 次,占總數(shù)的69%。MARS 主要集中分布在前3 位,處于第4 位和第5 位的次數(shù)只占全部的13%,出現(xiàn)在第1、第3 處均為5 次,并且多集中在第2位置,出現(xiàn)在前3 位的次數(shù)占總數(shù)的約86%。神經網絡NNet 主要出現(xiàn)在第四位有10 處,并且在第1~5 處均有分布,出現(xiàn)在前3 位的次數(shù)占總數(shù)的約41%。隨機森林RF 從排列上看,其精度相對較低,主要集中在第6 位處,出現(xiàn)在前3 位的次數(shù)占總數(shù)的約18%,并且在各位置處均有出現(xiàn)。支持向量機SVM 主要出現(xiàn)在第5 和第6位置處,少量出現(xiàn)在第4 位置處,未出現(xiàn)在前3 位置中。按第1~6 位出現(xiàn)的最大次數(shù)進行排列,則為BMARS、MARS、Linear、NNet、SVM和RF。
由上分析可知BMARS出現(xiàn)在第1位12次,遠遠超過MARS 的5 次,但從出現(xiàn)在前3 位中的總頻次占比來看,BMARS 和MARS 相差不大,即6 種建模方法中,BMARS和MARS 所建的模型預測精度性能最好。另外從排列結果來看,線性模型Linear 相較于其他5 種非線性模型也有較好的表現(xiàn),其預測精度多數(shù)情況下明顯優(yōu)于隨機森林RF 和支持向量機SVM。另外線性回歸和神經網絡在6種方法中,它們的預測效果處于中檔位置。
那么對于不同加工方式,這6 種方法的預測性能如何,使用同樣的方法分別統(tǒng)計了各方法在1~6 位次出現(xiàn)的頻數(shù)并繪制出如圖4所示的直方圖。

圖4 6種機器學習模型在車削方式下的精度排序頻數(shù)直方圖
4.1 車削加工分析
在車削加工方式下,從圖4 中可以發(fā)現(xiàn),在16 個車削樣本中,BMARS 以處在第1 位8 次居首,并且在第2、3 位均有分布,說明該方法對于不同的樣本數(shù)據(jù)適應性比較高。Linear模型除了沒有出現(xiàn)在第6位以外其余各位次均有分布,主要是不同的材料、試驗方式及試驗設計方法和樣本量都會成為影響模型的預測性能,而Linear在6 個位次中均有出現(xiàn)說明Linear 對于不同的樣本也體現(xiàn)出了不同的預測性能。MARS方法在前3個位次均勻分布,總體預測性能在6 種方法中表現(xiàn)較好。NNet 方法主要集中出現(xiàn)在第4位,多達9次,這主要是神經網絡算法的預測精度會隨著樣本量增加而提高,在切削性能研究上,實際的樣本量會相對較小,限制了該算法的預測精度。RF 方法在第6 位出現(xiàn)8 次,SVM 只出現(xiàn)在第5 和第6 位。從圖中基本可以看出,在車削加工方式且樣本小容量情況下,BMARS、MARS 預測效果要優(yōu)于其他幾種方法。
4.2 銑削加工分析
在銑削加工方式下,對8 個銑削力樣本數(shù)據(jù)根據(jù)模型的RMSE 值進行排列后,統(tǒng)計出各方法出現(xiàn)在各位次的數(shù)量繪制出如圖5所示的直方圖,從圖中可以看出,8個樣本中,BMARS 方法5 次排在第1 位。排在第2 位次最多的是MARS,出現(xiàn)4 次。Linear 排在第3 位4 次。NNet 在各位次分別出現(xiàn)1~2 次。RF 主要出現(xiàn)在第6 位,SVM 也是在后3 個位次中均勻分布。因此可以看出在銑削加工方式和小樣本容量下,6 種方法中BMARS 和MRAS表現(xiàn)較好,RF和SVM表現(xiàn)相對較差。

圖5 6種機器學習模型在銑削方式下的精度排序頻數(shù)直方圖
5 結束語
使用6 種機器方法對不同切削方式,不同的輸入變量以及不同方向的切削力進行擬合回歸,選取RMSE 值作為衡量模型預測精度的依據(jù),并據(jù)此進行排列。通過統(tǒng)計各方法在6 個位次中出現(xiàn)的頻次,基本上可以看出對材料切削力的進行預測時,在車、銑兩種加工方式中,同樣是基于小樣本數(shù)據(jù),BMARS 和MRAS 相比較于Linear、NNet、RF、SVM 四種方法表現(xiàn)較好,并且對樣本的適應性較強。同時Linear 算法作為所選用的算法中唯一的線性回歸算法,其預測性能表現(xiàn)也相對較好。該結論可以為建立切削力預測模型時方法的選擇提供參考和指導。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數(shù)理化·七年級數(shù)學人教版(2020年10期)2020-11-26 08:24:50
數(shù)學物理學報(2020年2期)2020-06-02 11:29:24
兒童故事畫報(2019年5期)2019-05-26 14:26:14
意林原創(chuàng)版(2016年10期)2016-11-25 10:28:30
光學精密工程(2016年6期)2016-11-07 09:07:19
Coco薇(2016年2期)2016-03-22 02:42:52
核科學與工程(2015年4期)2015-09-26 11:59:03
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12