非標定制產品生產訂單跟蹤系統
2022-06-23 10:58:18邱俊豪胡常偉余春來李畢壯呂小娟
機電工程技術 2022年5期
邱俊豪,胡常偉※,余春來,李畢壯,呂小娟
(1.廣東工業大學機電工程學院,廣州 510006;2.佛山知匠科技有限公司,廣東佛山 528000;3.深圳市浩海昌實業有限公司,廣東深圳 518000)
0 引言
全球疫情影響下,供應鏈受到巨大沖擊,許多中小型供應商面臨著客戶需求銳減甚至倒閉的風險。對企業而言,如何在疫情防控要求下完成客戶訂單的生產加工和準時交付顯得尤為重要。市場需求和供應鏈端的急劇變化也要求以人工生產加工為主的非標定制型生產企業具備高度的精益化和靈活度,運用信息化手段提高生產透明度便是許多企業努力的方向。非標定制型制造企業特點鮮明,依靠產品柔性優勢滿足客戶需求獲取利潤。但對比普通企業生產經營模式存在差異,主要依靠人工進行生產數據上報統計和管理,信息化數字化升級難度更大。據調研顯示,僅有不足3%的中小企業處于數字化深度應用階段[1]。針對非標定制產品生產過程中的訂單進度跟蹤問題,并不存在統一而又合適的完美解決方案。
國內有相關的論文對不同行業背景下的非標定制離散型制造企業訂單跟蹤問題進行了分析。陳龍偉[2]提出,離散型制造企業的信息化是建立在企業現場執行流程標準化的標準化后,將各種IT 信息系統把各種生產方式固化在軟件中。結合企業實際是面向離散制造企業生產信息化項目成功實施的關鍵。早期,陳蔚芳等[3]提出基于條碼技術的在制品數據采集方法,設計和開發了原型系統,并在某企業得到了成功應用。應用結果表明,條碼技術運用于在制品的生產過程管理是切實可行的。劉海濤等[4]實現了客戶從生產計劃開始,到訂單完成,加工中心出庫至客戶為止的整個供應鏈的計劃、訂單、生產、出庫的所有狀態的跟蹤。陳曉明等[5]結合汽車電機企業業務過程功能劃分,建立起多層次架構的訂單跟蹤體系,側重訂單跟蹤的策略制定,形成訂單執行進度的多種評價指標。大上述兩種方法都在企業中得到了應用,并在一定范圍內取得了不錯的效果。但對于小規模的非標定制產品生產企業而言,與大多數方法一樣并未解決產品種類繁多、按重量統計在制品數量和人員素質較低等核心問題。
本文針對于深圳某非標定制產品的制造企業生產訂單跟蹤相關問題進行了研究,以工業工程的思想為核心對當前企業現狀進行剖析,并設計開發了一款專門針對于非標定制企業的生產訂單跟蹤系統方案。該系統簡化現場報工步驟,解決生產現場的各類問題,提高企業核心競爭力。
1 現狀分析
1.1 產品和生產執行特點
該非標定制加工企業主要生產精密五金零配件產品。主要依靠人工進行生產進度報工和跟蹤,企業產品和生產執行特點[6]如下。
(1)多品種小批量,按單生產。混合排產難度大;訂單需要頻繁跟催,百家管理;生產優先順序頻繁改變,插單情況較多;庫存不斷增加,常常缺乏關鍵物料。
(2)產品件小難以統計,依靠重量數據進行報工。產品類比眾多,單個產品重量存在多個標準重量數據,如帶油和凈重等,人工統計無法進行單位換算和數量統計。現場紙質進度報工信息無法從訂單角度統計在制品數量。
(3)訂單生產進度難以及時反饋和跟蹤。生產訂單進度難以評估,缺乏數據支持無法提前預判訂單交期預警。紙質數據統計存在滯后性,需要耗費大量人力進行統計,往往采用頻繁出入庫進行在制品數量的統計。倉庫往往承擔生產報表的制定和在制品數量統計的關鍵環節,增大倉庫人員工作負擔和壓力。
1.2 生產任務執行和進度跟蹤流程現狀分析
以某企業為例進行現狀分析,從當前的生產訂單執行泳道圖可以看出,從業務部下達生產訂單開始,由PMC 進行基礎信息維護和物料、作業計劃的制定,并下發到對應的執行部門。接著采購根據物料需求清單進行物料采購,由倉庫和質檢部門進行收料、檢驗和入庫。生產計劃下發到生產部門后,由主管進行生產任務的投放。接著機臺操作人員進行領料生產,期間進行首檢與過程檢。然后根據產品加工要求進行后續外協加工等,最后進行OQC、包裝入庫和發貨。當前生產任務執行和進度跟蹤流程泳道如圖1所示。
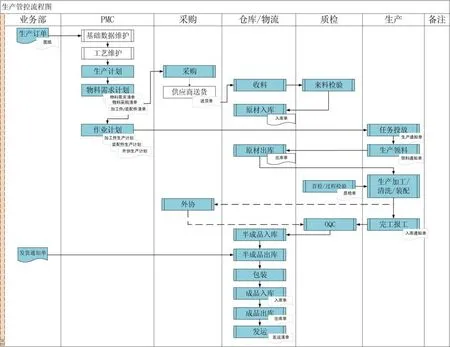
圖1 當前生產任務執行和進度跟蹤流程泳道
1.3 生產訂單執行現狀問題分析
經過對上述生產任務執行和進度跟蹤流程調研和梳理后,總結存在以下問題。
(1)缺乏生產過程信息的直觀監控和反饋。從上述流程可以發現,在生產過程中,依靠紙質單據對生產過程數據進行記錄和報工。收料人員依靠產品單位容器的重量進行記錄和統計,無法精確到產品個數。因此生產主管和PMC 無法對在制品的數量進行準確把握,只能依靠倉庫提供的生產報表數據(誤差較大)進行生產計劃的后續編排。雖有生產過程信息和數據,但是無法卻實現過程的監控和反饋。
(2)收料入庫數據事后補錄缺乏時效性和準確性。收料人員需要對每一道工序進行重量報工記錄。每次工序完成進入緩存區時,收料人員需要登記“屬于自己”的收料臺賬。事后由其他人員進行ERP 系統的出入庫處理。同時,收發料過程中,存在先發料,再走系統的情況。這不僅增加了收料人員(多次記錄重量數據)和倉庫管理人員(系統出入庫操作)的工作負擔,而且數據積累一定程度再進行系統錄入(事后補錄數據),導致信息缺乏了時效性和準確性。
(3)員工文化水平低,對電子設備的使用存在抗拒和不自信。當前制造業普遍存在招人(特別是年輕人)困難的問題,因此企業無法避免存在年紀較大的員工。在進行計算機操作,如打印、倉庫出入庫信息錄入和庫存查詢等操作時,年紀較大的員工并不愿意進行學習和操作。往往以自己年紀較大學不會為由,對電子設備存在抗拒心理和對自己不自信。但這對企業的發展和信息傳遞效率的提高是不利的,企業更應該積極培訓員工,鼓勵員工學習突破自我。
2 流程優化分析
對一個產品來說,從原材料到達顧客手中的生產主要流動路徑是至關重要的。價值流就是使一個產品通過這些主要流程所需要的全部活動,包括增值活動、必要但非增值活動和非增值活動(即浪費)三類。因此將訂單生產流程繪制當前的價值流程如圖2 所示。根據價值流程可以非常直觀的發現,該沖壓訂單產品的生產時間和增值時間并不是一致的。生產時間高達112 h,而真正增值的時間僅有48 h,無增值的時間占產品生產周期的為42.8%。這與非標定制產品訂單數量多,批量小,計劃變動較為頻繁等特點有關。

圖2 企業定單生產案例價值流程
縮小“總周期時間”和“創造價值的時間”的差異就是精益改善的目的。在OQC 和包裝工序中,工作周期只需要10 h,但實際的等待時間卻高達48 h。導致OQC和包裝成為瓶頸是因為訂單數量過多,并未能得到及時地管控和監督。計劃管住了生產上游的加工工序,但對品質和包裝管控較為薄弱,這與計劃的制定和管控的方式有關。為了減少無效的延誤和等待時間來縮短總周期時間,OQC 和包裝是提升生產效率和提高產品價值的關鍵。
因此在計劃階段,制定工序加工約束時間。并將關鍵的原料到料和OQC 包裝納入工序管理,通過對工序流程的編排,實現生產過程各節點的管控。對每道工序加
入完成時間節點要求,減少職能部門私自變化的可能性。任務變更需要由PMC進行計劃的調整和重新下發。
2.1 下機收料報工流程
現狀的倉庫收料報工主要由兩個人完成,首先是機臺操作人員根據生產通知單上的信息開具生產交接單,每生產一筐產品,均需要手寫一份交接單跟隨。機臺操作人員主要進行生產任務的領取,換模和生產。由于作業環境和生產效率的限制,機臺操作人員盡量減少其余多余的抄寫動作避免造成浪費。
作業順序可以按照以下10個步驟完成,分別為:(1)領取生產通知單;(2)模具搬運;(3)換模;(4)填寫領料單;(5)領取物料;(6)開始生產;(7)首件檢驗;(8)制程檢驗;(9)填寫交接單;(10)繼續生產。減少機臺操作員工除生產外的多余信息抄寫和匯報行為,便于對整體進行優化。
機臺下機后物料統計,主要由倉庫的收料人員進行。收料人員將下機后的物料搬運至緩存區,并稱重記錄對應的重量。主要的流程如表1所示。

表1 倉庫收料人員作業流程
作業順序可以按照以下9 個步驟完成,分別為:(1)拿取小推車和電子秤;(2)移至對應工位搬運物料;(3)將物料搬運至緩存區;(4)稱重;(5)交接單上記錄重量;(6)下機明細表記錄下機重量;(7)擺至對應位置;(8)歸還小推車和電子秤;(9)將下機明細錄入系統。
可以從流程中很清晰地發現,事后補錄數據是該崗位的一大多余動作。事后補錄不僅時間長,而且還導致了信息更新的滯后性。優化收料人員作業流程的關鍵核心是減少數據的事后補錄,提升數據傳遞的效率和優化已有的工作流程。
2.2 跟單人員訂單進度跟蹤流程
跟單人員是生產進度跟蹤的核心崗位。在已有的流程中,跟單的主要工作內容是輔助企業內部生產訂單的物料跟蹤。由于訂單較多,工位位于業務辦公室的跟單員,需要親自到達生產現場,進行物料的跟進。但是由于生產車間的設備和工序較多,經常多個車間進行跑動進行物料跟蹤。某訂單業務員跟單的主要工作內容和流程如表2 所示。表中非常清淅地看出來跟單人員的工作情況。經過計算,員工一次加工周期過程中,所有的時間均用于走動和生產進度的核查上,其中走動距離更是高達345 m。


表2 跟單人員作業流程
在跟單人員跟蹤生產進度過程中,走動和核查信息的時間耗時較多。同時走動的時間高達25 min,占據整個加工流總時間的27.78%。這意味著跟單人員除了耗費大量時間進行生產進度信息核查的工作上以外,仍需要進行大量的走動。
那么針對上述的訂單跟蹤的流程,運用基于“5W1H”的分析方法與“ECRS”的優化思維解析該崗位的工作流程[7]。以員工為核心,以上述流程為例,對員工的工作流程進行分析。
具體分析過程如下:
(1)問:現存工作流程主要做什么?(What?)
答:現存工作流程主要是為了獲取生產車間的準確生產進度信息,確保生產任務按時完成,避免無法及時交貨。
(2)問:執行該工作的員工是誰?(Who?)
答:主要由收料人員、質檢和倉庫進行報工。但是由于信息不及時和不準確,由跟單人員親自到達現場進行訂單信息的統計和跟蹤。
(3)問:為什么要到達現場進行進度追蹤?(Why?)
答:已有的紙質報工信息無法直接進行利用,并且信息具有滯后性。直接到達車間能夠直觀獲取進度信息,這是最直觀最有效的辦法。
(4)問:有沒有改進方法?如何改進?(How?)
答:有,通過將報工數據進行數字化處理,實時更新跟單進度信息,通過在信息系統上直觀跟蹤和監控生產進度。可以實現對相關移動流程直接進行取消(如步驟1、3、5、10),實現對現場數據核查流程的簡化,直接在信息系統上進行統計和查看(如步驟2、4、6、7),通過信息系統自動實現預警和提醒功能(合并步驟8,9)。
利用“ECRS”原則對現有流程進行優化分析。對跟單人員的每個工作流程進行剖析,減少不必要的移動和等待動作,相關流程進行合并、取消和簡化。并且減少跟單人員的工作內容,這將大大精簡工作流程,提升數據利用效率。也使得車間生產進度跟蹤更加透明化可視化[8-9]。
3 系統方案設計
3.1 系統業務管控整體架構
針對生產任務的快速制定,車間現場紙質報工信息滯后性,跟單人員到達生產一線跟進進度等問題,提出了針對非標定制產品的生產訂單跟蹤系統的解決方案。該方案主要包括:通過工序模板復用快速制定生產任務;全生產流程的進度反饋;二維碼識別便捷報工;實時生產座艙和在制品監視四大主要模塊組成。
3.2 工序模板復用快速制定生產任務
在已有的流程中,企業通過多次半成品出入庫進行產品數量的統計。這會大大增加生產計劃的制定和增大倉庫工作負擔。因此需要強化工序的管理,將BOM 結構和加工工序維護分開進行。同時將到料,來料檢驗和OQC 納入工序進行管控。生產任務編排到每道工序,職能部門根據生產計劃進行執行。當出現異常需要調整生產任務時,需要反饋到PMC 或是計劃制定和監控人員進行調整。確保一切生產職能部門按照計劃進行。
3.3 全生產流程的進度反饋
生產任務完成后,由PMC 或計劃制定和監控負責人下發到各職能部門。各職能部門按照計劃時間要求,進行執行和報工,如倉庫、采購部門外協、生產和質檢等職能部門。同時各部門的負責人進行任務的執行監控和反饋。
生產過程中,根據生產任務工序的要求,進行節點報工和匯報。從產品出庫開始,下機收料稱重,質檢結果匯報,下一道工序收料稱重,質檢結果匯報,包裝入庫等。按照工序要求進行全流程報工,對在制品的數量、質量結果和出入庫進行節點控制。如圖3所示。

圖3 關鍵節點數據采集和報工
3.4 二維碼識別便捷報工
為了解決傳統紙質信息報工不及時問題,提出采用二維碼代替紙質單據,掃碼進行報工的方案。二維碼主要分成四大類:物料標識卡、成品標識卡、生產通知單和生產交接碼。物料標識卡用于原材料和其他基礎物料的標識,主要用于掃碼出入庫操作。成品標識卡主要用于成品的標識,主要用于成品出入庫。生產通知單和交接碼主要用于生產過程的管控,通知單主要用于生產任務的下發,掃碼訂單異常報工等。交接單主要跟隨物料流動,進行生產過程的報工。
為了降低員工的學習成本和操作難度[10],設計了三步簡易實現收料報工。收料人員只需要登錄賬號,點擊報工記錄按鈕進行掃碼,在彈出窗口中輸入重量和選擇下機人員后提交即可完成報工。流程簡單因為提前在系統中維護了產品加工路徑,簡化后續報工操作步驟,使報工操作起來跟微信掃碼支付一樣的簡單。如圖4所示。

圖4 三步簡易操作實現收料報工
3.5 實時生產座艙和在制品監視模塊
通過進度信息的數字化,避免跟單人員到達車間現場進行跟蹤。提高對報工信息的利用,減少不必要的走動和核實動作。對在制品的查詢和監控,使得訂單生產進度信息一目了然,及時對異常情況進行預測和處理。確保車間生產可視化和透明化,提升企業的數字化水平。
3.6 系統功能
非標定制產品生產訂單跟蹤系統基于企業生產訂單執行和進度跟蹤反饋現狀的一些問題,從生產計劃制訂、跟單人員進度跟蹤和倉庫報工人員進度反饋3 個不同的角度進行剖析。系統主要功能模塊如下。
(1)工序模板復用快速制定生產任務模塊:提前維護工序模板,能夠實現模板重復使用實現計劃快速制訂,加強對生產過程各節點的管控。
(2)全生產流程的進度反饋模塊:根據實際任務工序要求,實現從物料出庫開始到包裝入庫等,按照工序要求進行全流程報工。
(3)二維碼識別便捷報工模塊:采用二維碼代替紙質單據,掃碼進行報工。能夠減輕一線工人報工負擔,提升報工信息的時效性。
(4)實時生產座艙和在制品監視模塊:能夠實時對車間訂單進度和報工信息進行查看和管控,及時對異常情況進行提醒和處理。
通過上述總結與分析,非標定制產品生產訂單跟蹤系統核心功能如圖5所示。

圖5 非標定制產品生產訂單跟蹤系統功能樹狀圖
4 系統實現
該系統由Web 系統與小程序共同組成,通過Web 系統實現基礎數據和訂單信息維護,生成生產任務下發到對應部門。車間訂單進度反饋和倉庫出入庫主要通過移動小程序進行掃碼報工和出入庫。對生產數據進行處理后通過車間看板和座艙系統進行展示與跟蹤。利用該非標定制產品生產訂單跟蹤系統實現訂單報工數據的高效采集和利用,實現企業數字化信息化升級[11-12]。該系統部分功能頁面展示如圖6~8所示。

圖6 工單進度查看頁面
5 結束語
本文針對于當前非標定制產品制造業生產訂單進度跟蹤困難的問題,運用流程分析、價值流分析和管理信息系統設計等工業工程工具進行改善分析,得到目前存在的痛點。并用價值流分析、流程優化、“5W1H”技術和“ECRS”四原則等多個角度進行突破,得到非標定制企業生產進度跟蹤解決方案。包括通過工序模板復用快速制定生產任務模塊,全生產流程的進度反饋模塊,二維碼識別便捷報工模塊和實時生產座艙和在制品監視模塊四大核心模塊。對生產任務制定、執行和反饋,到整個生產現場報工流程的優化,以達到簡化流程提升效率的作用。最后再根據系統設計確定功能邊界,并且完成了項目的實際開發。通過生產訂單跟蹤系統的應用,提高進度信息傳遞的效率和利用率,解決了生產報工執行現場的相關問題,減輕機臺操作人員、收料人員和跟單人員的工作負擔。便捷報工反饋不僅減少了信息錄入和填報所需要的時間,使得報工任務更加高效準確地完成,同時企業當前生產狀態得到更加準確地跟蹤與反饋。從而避免生產任務異常造成交期延誤和企業損失,提升了企業核心競爭力。

圖7 工單工序進度查看

圖8 移動端部分功能界面展示
猜你喜歡
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉民(2017年6期)2018-01-31 02:22:28
中華手工(2017年2期)2017-06-06 23:00:31
中外會展(2014年4期)2014-11-27 07:46:46
汽車零部件(2014年11期)2014-09-18 11:57:16
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
商務周刊(2002年16期)2002-04-29 00:00:00
建筑創作(2001年3期)2001-08-22 18:48:14
祝您健康(1987年3期)1987-12-30 09:52:32